At Toyota, Jidoka was never a slogan or a quality campaign. It was the structure of how problems were seen, stopped, and solved at the source. Every person, from operator to executive, was trained to recognize abnormalities and take immediate, structured action. The goal was not to eliminate all errors. It was to design systems that revealed them in real time and taught people how to respond.
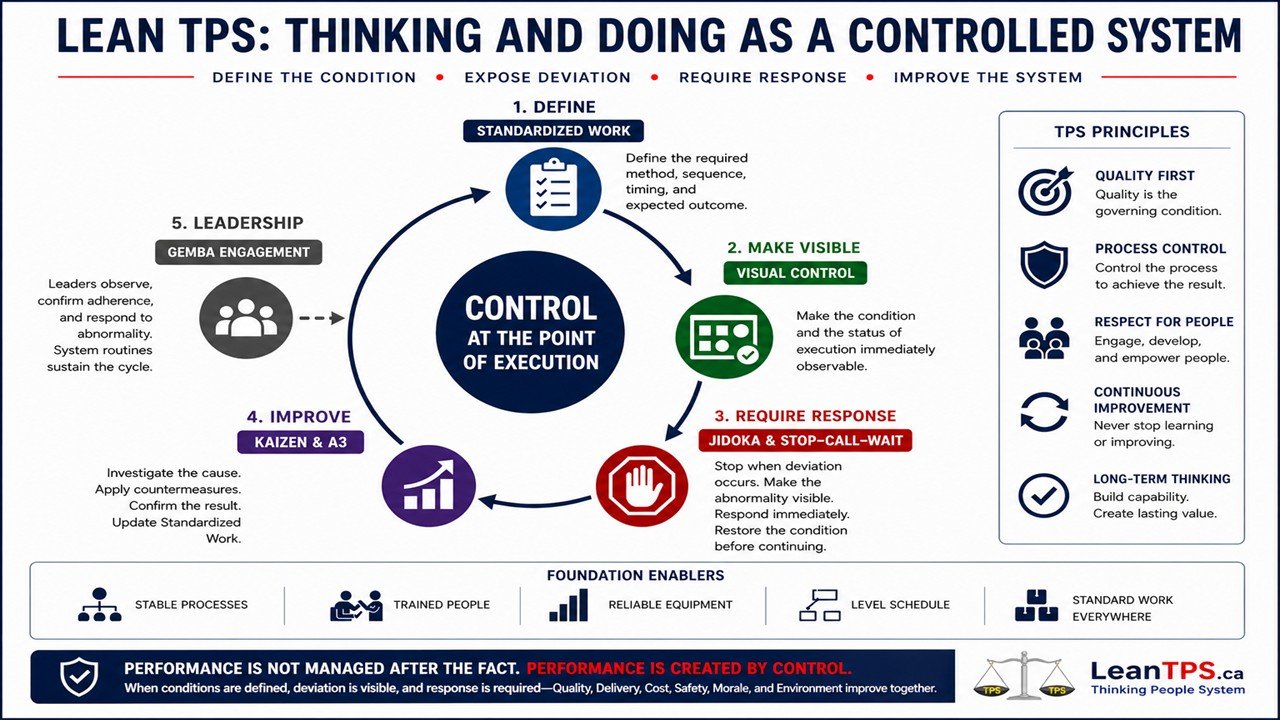
In Lean TPS, Jidoka is the human pillar of operational stability. It connects technical systems with people by embedding judgment into the process. Machines may run automatically, but Jidoka ensures that when an abnormal condition appears, the process stops and thinking begins. This capability transforms daily operations into a learning environment where safety, quality, and flow are protected by structure.
The Role of Blame-Free Problem Solving
The foundation of Jidoka is psychological safety built through behavior, not policy. At Toyota, no one was punished for pulling the Andon cord. Stopping the process was a responsibility, not an act of defiance. When a worker identified a problem, the system required leaders to respond quickly, observe conditions directly, and coach the next steps. Accountability was shared between the person detecting the issue and the leader supporting the solution.
This practice is what I describe as Blame-Free Problem Solving. It is not a soft approach or a cultural slogan. It is a structural design. The system removes fear by making every abnormality visible and every response immediate. When someone stops the process, leaders do not ask who caused the problem. They ask what condition triggered it. The purpose is to learn, correct, and prevent recurrence.
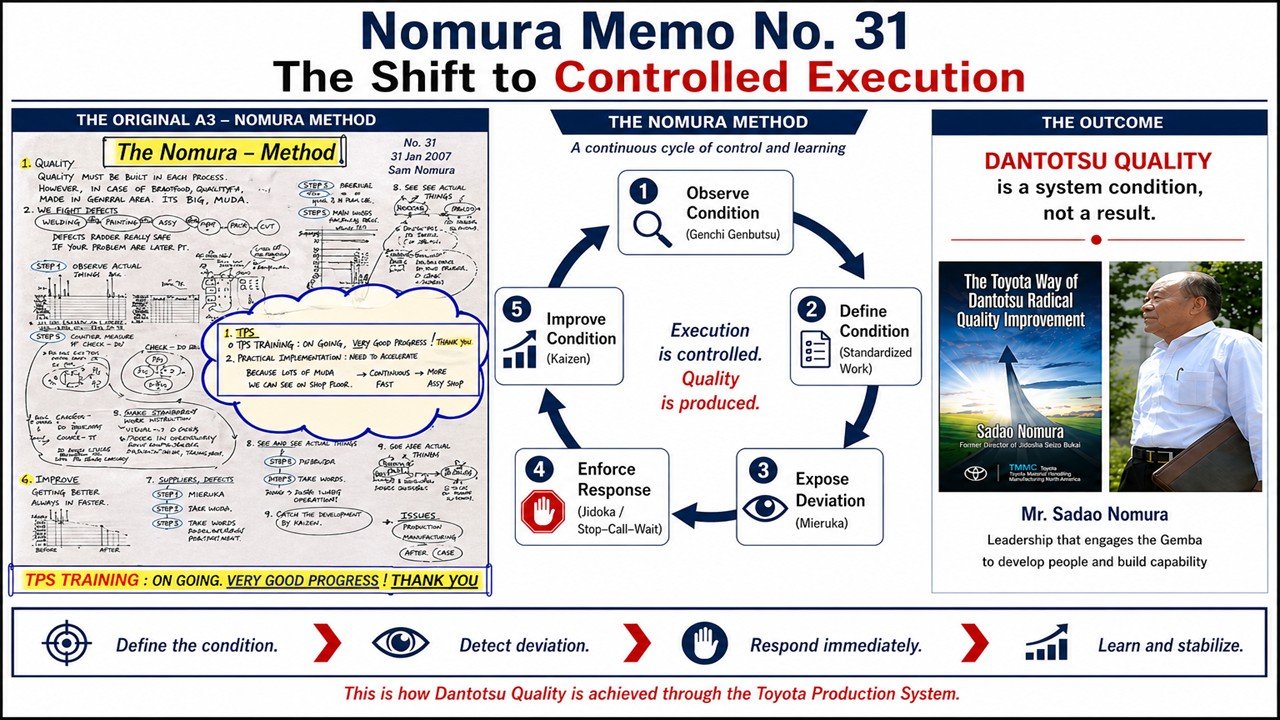
Inside Toyota BT Raymond and during my work in Takahama, this principle was central to daily operations. Every Andon signal, quality alert, or deviation initiated a structured follow-up. Leaders observed the work directly, verified the standard, and applied the 5 Why method. Each cause was documented in an A3 format, and countermeasures were shared across shifts. The goal was not to find fault but to strengthen the process.
Jidoka in the Toyota House
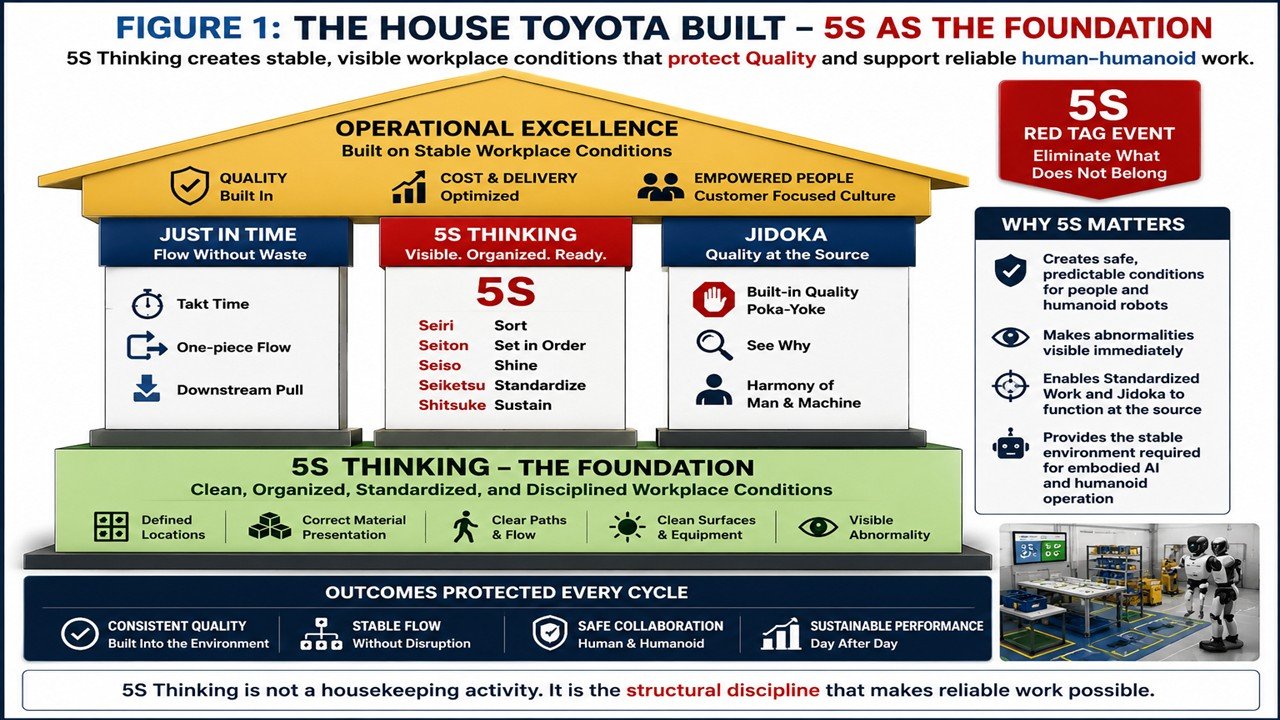
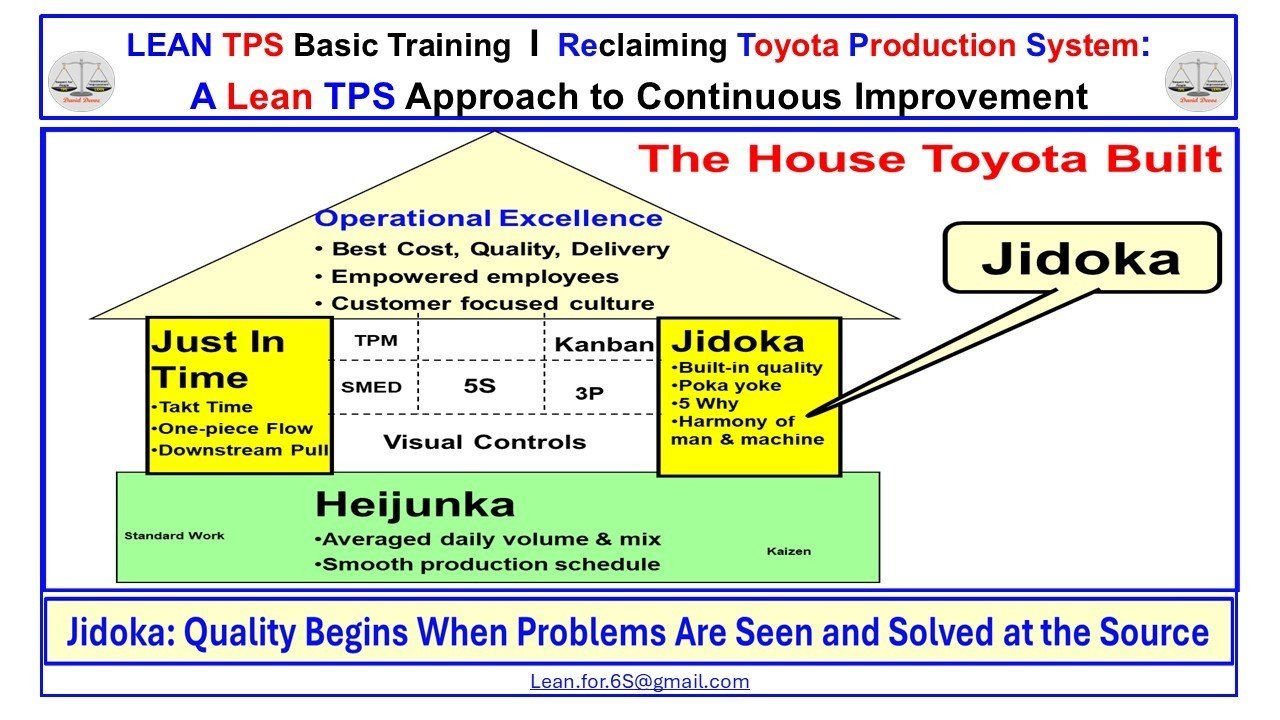
In the House of Toyota diagram, Jidoka stands as one of the two structural pillars supporting Operational Excellence. On one side is Just-In-Time, which governs flow and timing. On the other is Jidoka, which governs quality and human response. Together, they protect the roof—Operational Excellence—defined by best cost, quality, delivery, and customer focus.
Jidoka operates through several key mechanisms:
- Built-in Quality: Each operation is designed to prevent defects through mistake-proofing (Poka Yoke).
- Stop and Respond: When an abnormality occurs, the process stops immediately.
- Visual Control: Andon signals display the condition for all to see.
- Structured Response: Leaders apply 5 Why analysis and capture learning in Standardized Work.
This structure ensures that problems are not hidden behind output targets. Quality begins when the system allows people to stop safely, think deeply, and share what they have learned.
The Connection to Kaizen and Jishuken
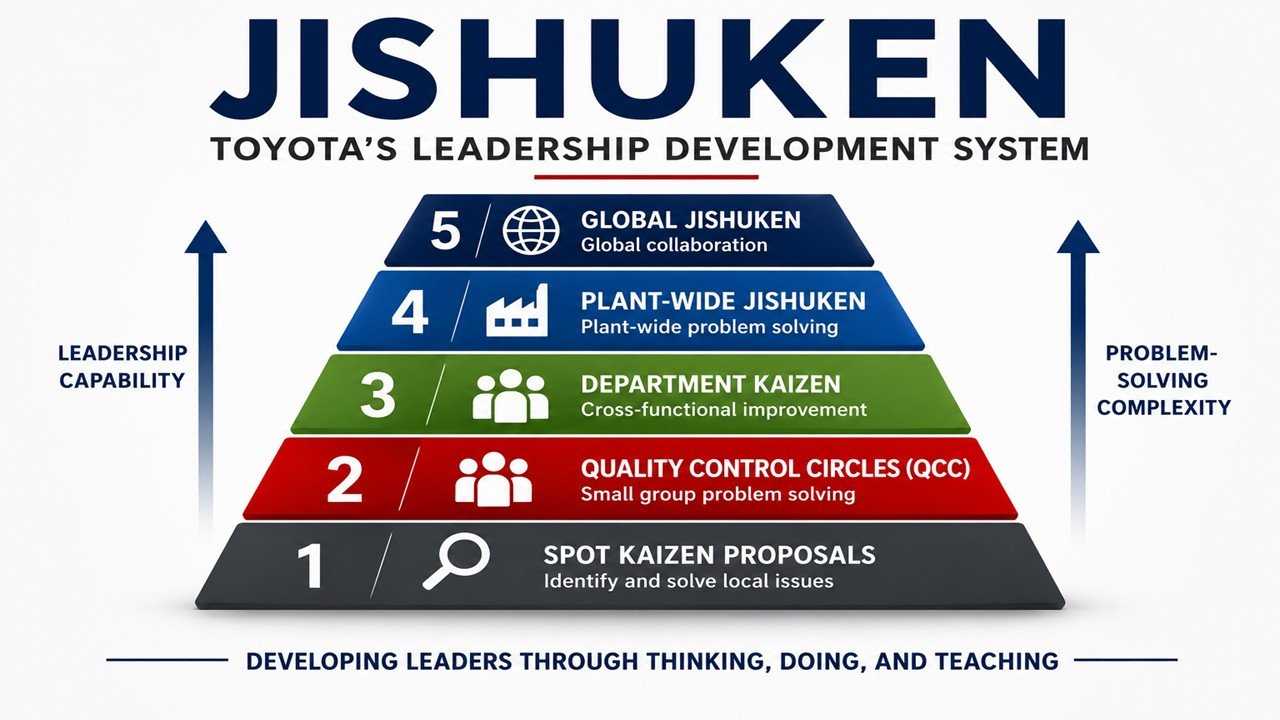
The visual model of My Lean TPS Kaizen and Jishuken shows how capability develops across levels of the organization. The spiral begins with Spot Kaizen Proposals, moves through Quality Control Circles, and advances to Department Kaizen Activities and Plant-wide Jishuken. The highest level, Global Jishuken, involves joint study between sites across countries and divisions.
Each level depends on the one below it. Jidoka provides the structure that makes each cycle possible. When people are free to identify problems without fear, Kaizen becomes a natural outcome. When leaders study those problems systematically through Jishuken, the learning becomes institutional. Jidoka is therefore not an isolated quality tool. It is the enabler of continuous improvement.
During my years at Toyota, every Jishuken began with a walk to the site of the problem. Leaders did not review reports from offices. They observed conditions directly, listened to the people involved, and verified facts. This behavior created a chain of learning. Problems were not viewed as interruptions but as opportunities to teach, standardize, and elevate capability.
Leadership and Cultural Design
The true test of Jidoka is leadership response. When leaders fail to act, fear grows, and learning stops. In Lean TPS, leader behavior is part of the system design. A leader’s presence at the Gemba communicates respect. Their questions shape how teams think. Their follow-up ensures that problems do not repeat. Through this structure, Jidoka turns leadership into a visible standard of work.
At Toyota BT Raymond, Jidoka logic extended beyond manufacturing to every process—maintenance, logistics, office administration, and service operations. When an error occurred, teams were trained to follow three steps: contain, analyze, and learn. Containment stabilized the process, analysis revealed the cause, and learning prevented recurrence. Every improvement, once proven, became part of Standardized Work and was visually reinforced through training boards and leader audits.
The Modern Lesson
Many organizations today speak about culture, engagement, and trust. Toyota built these outcomes through structure. Jidoka does not rely on motivation. It relies on design. When processes reveal problems clearly and leaders respond consistently, people gain confidence to act. This is what makes continuous improvement sustainable.
Lean TPS is not a system of tools but of behaviors reinforced by structure. Jidoka ensures that every worker has the authority to stop, every leader has the responsibility to respond, and every problem becomes an opportunity to learn. It is how Toyota built quality into the process rather than inspecting it at the end.
The lesson is simple but often forgotten: quality begins when problems are seen and solved at the source.