Introduction: Metrics Without Control Do Not Transform Systems
Lean TPS governed execution defines how performance is created through control at the point of work, not through measurement after execution. Most organizations measure performance without controlling execution. Metrics are tracked, dashboards are reviewed, and targets are communicated. Reporting activity increases, but the conditions under which work is performed remain unchanged. The system continues to produce the same outcomes because execution is not governed.
Metrics reflect performance after execution. They do not influence how work is performed. Scrap, rework, delays, and missed targets appear only after the condition that created them has already passed through the system. When a metric signals a problem, the loss has already been created and prevention is no longer possible.
The distinction is not between more or fewer metrics. It is between measurement and control. Activity is the effort applied within the system. Measurement reflects the outcome of that effort. Control defines the conditions under which that effort is allowed to occur. When control is absent, activity introduces variation and measurement records the result.
This gap reflects the drift of Lean (post-1988) from the Toyota Production System. Practices were extracted and applied as tools, while the logic that defines and enforces execution conditions was not carried forward. Many organizations now operate with visible metrics but without the means to prevent deviation during execution.
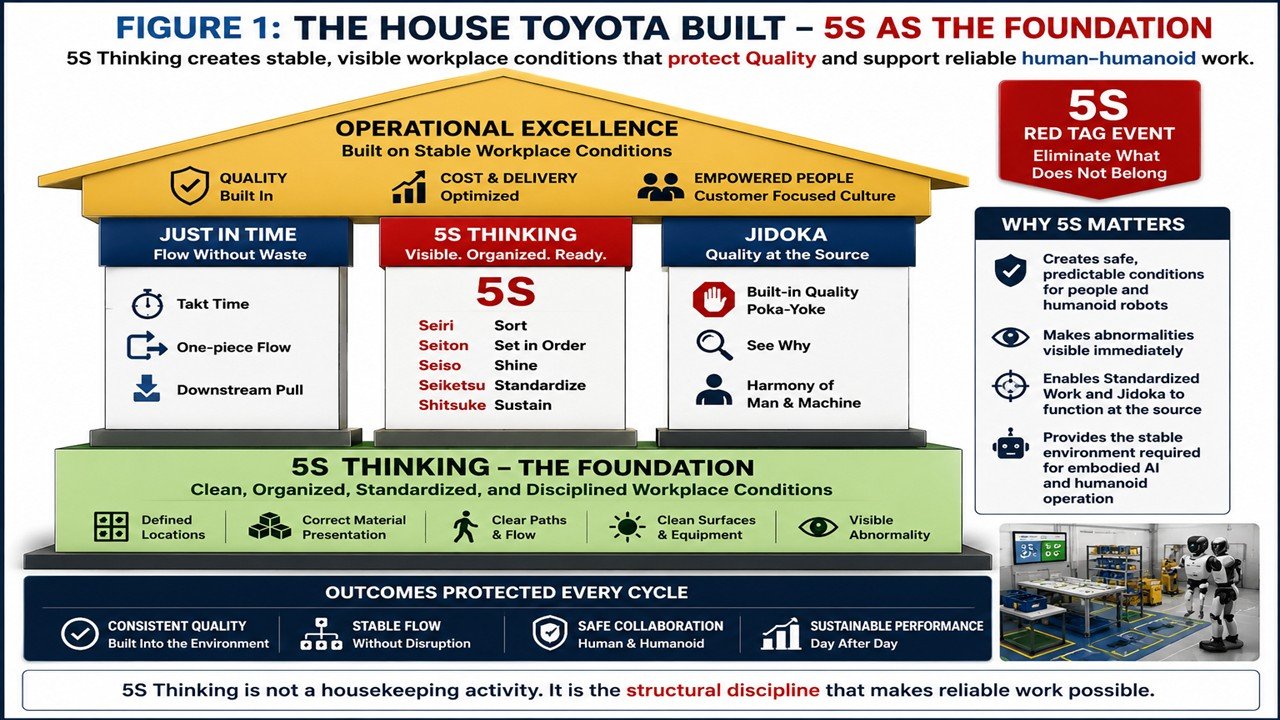
The Toyota Production System establishes control at the point of work. Conditions required to produce Quality are defined, made visible, and enforced during execution. Work does not proceed outside these conditions. Quality is not evaluated after completion. It is produced through control of execution.
Lean TPS governed execution is a disciplined system of thinking and execution at the point of work. Transformation occurs when conditions are defined, deviation is visible, and response is immediate. Metrics confirm performance within this system, but they do not control it.
The Failure Pattern: When Metrics Replace Thinking
KPI dashboards often replace leadership engagement. Performance is reviewed through summaries rather than direct observation. Leaders discuss results away from the work while the conditions that produced those results remain unchanged. Decisions are made based on reported outcomes instead of verified conditions.
Reporting cycles reinforce this separation. Information is collected and reviewed after execution, and response is delayed by design. Decisions are based on past results rather than current conditions. During that delay, defects continue, variation spreads, and cost accumulates. The system reacts after execution instead of controlling it during execution.
The pattern is consistent. Metrics appear stable while the underlying processes remain unstable. Targets are achieved through adjustment and expediting rather than through controlled execution. Improvement activity increases, but results do not sustain because the way the work is performed has not changed.
Rework becomes routine. Firefighting replaces planned execution. Problems move across functions without resolution at the source. Each issue is addressed individually while the system continues to produce the same outcomes.
The issue is not data or effort. The issue is the absence of control within execution. The conditions required to perform the work are not clearly defined, not made visible, and not consistently enforced. Without a defined condition, normal cannot be established. Without visibility, deviation is not recognized when it occurs. Without enforcement, execution continues outside the required condition.
When metrics replace thinking, the system documents failure instead of preventing it. Lean TPS requires thinking at the point of execution, where conditions are controlled and deviation is addressed as it occurs.
Reframing Lean TPS: A System of Governed Execution
Lean TPS functions as a control system that governs how work is performed. Its purpose is not to evaluate results after execution, but to ensure that results are produced consistently through controlled conditions. Measurement confirms performance. Control determines it.
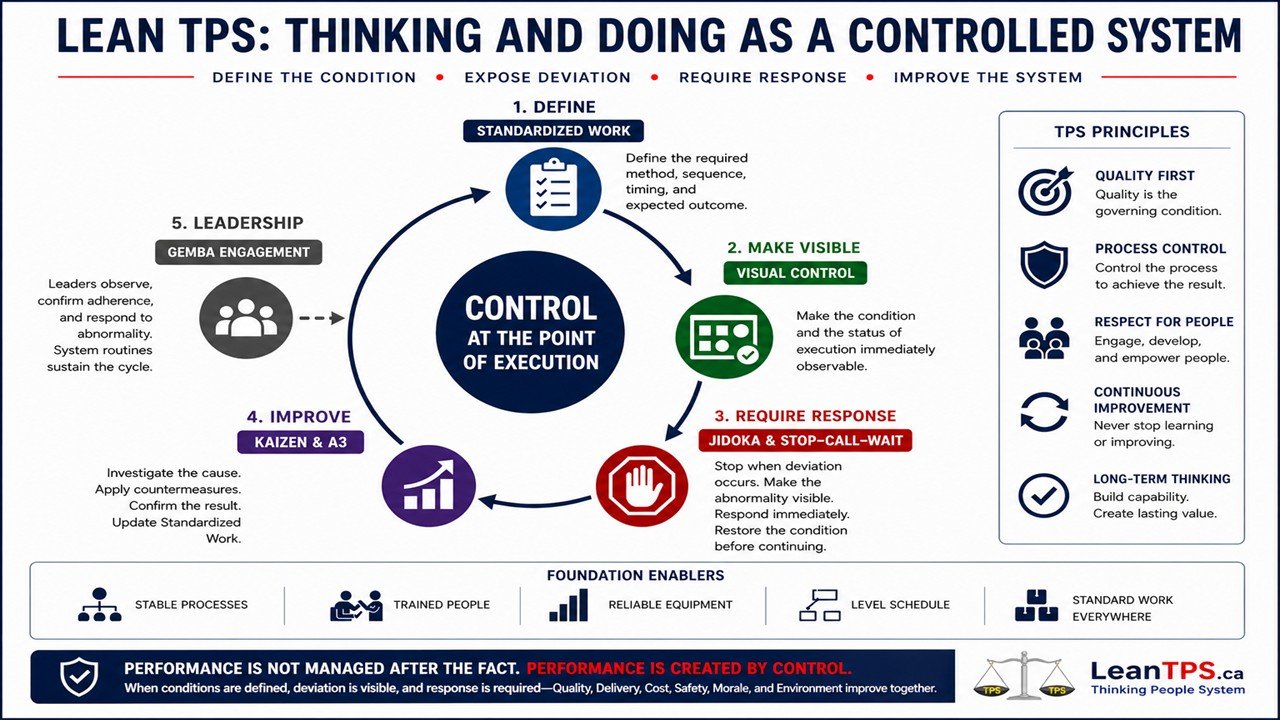
Execution is governed through three interconnected elements.
Standardized Work defines the required condition. Method, sequence, timing, and expected outcome establish a clear reference for normal. Without this definition, deviation cannot be identified and control cannot be maintained.
That condition must remain visible during execution. Visual control makes both the standard and the status of work immediately observable, allowing any departure in method, sequence, timing, or outcome to be recognized as it occurs rather than reported after completion.
Response is required when the condition is not met. Jidoka stops execution to prevent continuation under abnormal conditions. Stop–Call–Wait ensures that the abnormality is made visible and that leadership responds immediately to restore the condition and address the cause.
This structure replaces outcome management with condition management. Conventional systems adjust results after they are measured. Lean TPS governs the conditions that produce those results. When those conditions are maintained, performance is consistent. When they are not, results vary regardless of oversight.
Quality functions as the governing condition within this system. It determines whether work proceeds. When the required condition to produce Quality is not present, execution stops and the defect is contained at the source.
Reframing Lean TPS in this way removes reliance on inspection and after-the-fact correction. Execution is governed in real time, deviation is addressed as it occurs, and Quality is produced through controlled execution.
Thinking Beyond Metrics: The Role of Leadership in TPS
Metrics reflect performance. They do not direct it. When leadership relies on metrics as direction, decisions are made away from the work and the conditions that produced those results remain unexamined.
Leadership in Lean TPS is defined through control of execution.
The required condition must be defined. Standardized Work establishes method, sequence, timing, and expected outcome, providing a clear reference for normal. This is not documentation. It is the basis for control and must be precise enough to distinguish normal from abnormal.
Adherence to that condition must be verified. This occurs at the point of work through direct observation. Leaders compare actual execution to the defined condition and recognize deviation as it occurs. Reports do not provide this confirmation.
Response must follow immediately when the condition is not met. Jidoka stops execution to prevent continuation under abnormal conditions. Stop–Call–Wait requires leadership to engage, restore the condition, and address cause. Response is immediate and cannot be deferred.
Genchi Genbutsu is required for this system to function. Decisions are based on direct observation of actual conditions. Without observation, decisions rely on interpretation and control is lost.
Leadership Standard Work enforces this behavior. It defines the routines for observing conditions, verifying adherence, and responding to abnormality. Engagement is structured and required.
This removes abstraction from management. Decisions are grounded in observation, conditions are verified in real time, and abnormality is not allowed to continue. Leadership operates within the same control system as execution, at the point where Quality is created.
QCDSME as a System of Thinking, Not Reporting
QCDSME is frequently reduced to a reporting structure where metrics are grouped, reviewed, and compared. This reduces it to a dashboard and reinforces managing results after execution rather than governing how work is performed.
In the Toyota Production System, QCDSME governs execution. Each element defines a required condition that must be designed, made visible, and enforced at the point of work. These conditions are interdependent and must be maintained together. Performance cannot be sustained if one condition is improved at the expense of another.
Quality determines whether work proceeds. Cost reflects the elimination of waste through stable flow. Delivery is governed by alignment to demand. Safety defines the conditions under which work can be performed without exposure to harm. Morale reflects capability developed through stable execution and structured problem-solving. Environment reflects how resources are used and waste is prevented within the system.
These are system conditions, not independent objectives. Trade-offs indicate that control has been lost.
QCDSME defines a single system of interdependent conditions that must be maintained during execution. Each condition must be defined, visible, and enforced within the same system. Stability exists only when all six are maintained simultaneously.
QCDSME must function as a governing system, not reporting. It defines what must be true for the system to function correctly. Metrics confirm whether those conditions are being achieved, but they do not replace the requirement to define, observe, and enforce them at the point of work.
Quality
Quality is defined at the point of execution. It determines whether work is allowed to proceed. When the required condition is not present, execution stops.
Standardized Work establishes that condition. Method, sequence, timing, and expected outcome define what is normal. Without this definition, deviation cannot be identified or controlled.
Jidoka enforces this condition during execution. When the process moves outside the defined standard, execution stops immediately and the abnormality is contained at the source.
Stop–Call–Wait ensures that response follows. The abnormality is made visible, leadership engages, and work does not resume until the condition is restored and the cause is addressed.
Quality is not introduced through inspection or measured into the process after the fact. It is controlled during execution. When the condition is defined, visible, and enforced, defects are prevented from moving forward.
Cost
Cost is determined by how execution is governed. It does not respond to targets or periodic reduction efforts. It reflects the presence or absence of waste within the system.
In Lean TPS, cost decreases as flow stabilizes. Defined conditions contain variation, reduce interruption, and prevent the accumulation of waste. Waiting, overproduction, motion, rework, and inventory are not managed after they occur. They are prevented by controlling how work enters and moves through the process.
Cost cutting focuses on removing resources to meet short-term targets. This increases variability and shifts the burden to the system. Any apparent gain is temporary because the conditions that generate cost remain unchanged.
Cost prevention addresses the source of waste. Standardized Work defines method and capacity. Just-in-Time controls admission to that capacity. Jidoka prevents defects from progressing. Each mechanism removes waste before it becomes embedded in the process.
When cost is treated as a condition of execution, improvement sustains. Flow stabilizes, waste is prevented, and cost reduces as a direct result of controlled conditions.
Delivery
Delivery is governed by Just-in-Time and alignment to takt. It is not achieved through expediting or schedule adjustment after disruption. It is created by controlling how work enters and flows through the system in relation to demand.
Takt establishes the required pace of execution. It defines the time available per unit and becomes the reference for how work must be performed. Standardized Work aligns method, sequence, and timing to takt so that output matches demand without overproduction or delay.
Just-in-Time governs flow within that condition. Work moves only when required, in the quantity required, at the time required. This prevents accumulation and exposes imbalance immediately. When flow is stable and aligned to takt, delivery is consistent because the system operates within its defined capacity.
Scheduling responds to instability after work has entered the system. It sequences and reprioritizes to manage delay, but it does not address the cause of that delay.
Admission control prevents instability from entering the system. Work is released only when capacity and conditions allow it to be executed to standard. The system does not accept work it cannot complete within defined conditions.
When admission is controlled and flow is governed, the need for rescheduling is removed. Delivery becomes a direct result of controlled execution.
Safety
Safety is a condition of execution. It determines whether work proceeds.
The safe condition is defined in Standardized Work. Method, sequence, and timing are structured to eliminate exposure. When the condition cannot be met, execution stops.
Hazards are made visible before work begins and during execution. They are not managed after incidents occur. They are identified, removed, or controlled at the source.
Leadership is responsible for maintaining this condition. Verification occurs at the point of work through direct observation. Reports and audits do not confirm whether the safe condition exists during execution.
Deviation requires immediate response. The process stops, the hazard is addressed, and the condition is restored before work resumes. The same enforcement applies as Quality.
When safety is treated as compliance, response follows failure. When it is treated as a condition of execution, exposure is prevented.
Morale
Morale results from system stability and capability. It is not created through incentives or communication programs.
When execution is defined, visible, and enforced, work becomes predictable. Individuals are not required to compensate for variation or recover from defects. The system supports performance instead of relying on individual effort.
Capability must develop alongside this stability. People need to understand the condition, recognize deviation, and participate in improving the process. This capability is built through structured problem-solving at the point of work.
Jishuken provides the mechanism. Leaders and team members observe the process, define the condition, identify gaps, and establish countermeasures. Learning is built through direct involvement in real conditions.
Morale increases when the system is stable and continuously improving. It declines when individuals are expected to perform within uncontrolled conditions without the ability to correct them.
Engagement is not managed as a separate objective. It is the result of a system that develops capability and governs execution.
Environment
Environment is a condition of execution. It is built into how work is designed and performed, not managed after impact.
Standardized Work defines the use of materials, energy, and motion within that condition. When the condition is followed, consumption remains stable and predictable. Deviation increases use and generates waste.
Environmental performance is determined by the presence or absence of waste within the system. Overproduction, waiting, transport, overprocessing, inventory, motion, and defects increase energy use, material consumption, and disposal. Removing these conditions reduces impact at the source.
Just-in-Time limits inventory and unnecessary handling. Jidoka prevents defects and rework. Stable flow reduces movement and delay. Environmental performance improves through the same controls that govern execution.
Leadership maintains this condition at the point of work. Verification occurs through direct observation, not periodic review.
QCDSME defines a single system of interdependent conditions that must be maintained during execution. Conditions are interdependent and must be maintained together. Trade-offs indicate loss of control.
When execution is governed, all six conditions are sustained together.
The Core Mechanisms of Lean TPS Thinking
Lean TPS is sustained through a set of reinforcing mechanisms that both govern execution and develop capability. These mechanisms are not applied independently. They operate together within the system, linking daily work, problem-solving, and leadership behavior.
Kaizen, A3 problem-solving, and Jishuken form this integrated structure. Each serves a distinct role, but none is effective in isolation. When applied together, they ensure that conditions are maintained, deviation is addressed, and improvement is embedded in execution.
Kaizen establishes the expectation of continuous improvement within defined conditions. It is driven by the identification of abnormality at the point of work. Each improvement addresses a specific gap between the required condition and the actual condition and is incorporated into Standardized Work to maintain control.
A3 problem-solving provides the logic that governs this process. It defines the required condition, clarifies the current condition through observation, identifies cause, and establishes countermeasures. This structure ensures that problems are understood in relation to the system and that responses address the source of deviation.
Jishuken develops the leadership capability required to sustain both. Leaders engage directly with the work, observe conditions, and coach problem-solving. Learning is built through participation in real conditions, ensuring that capability develops alongside execution.
These mechanisms operate as a single system. Kaizen exposes gaps, A3 resolves them, and Jishuken develops the capability to sustain both. When they are separated, improvement becomes inconsistent and dependent on individual effort. When they are integrated, execution is governed and capability is continuously developed.
Kaizen: Structured Daily Improvement
Kaizen is structured, daily improvement applied within defined conditions. It is not periodic activity or discretionary effort. It operates within execution, addressing gaps between the required condition and the actual condition at the point of work.
Improvement is small, continuous, and condition-based. Each Kaizen addresses a specific deviation from Standardized Work or a weakness in the defined condition. The focus is on restoring and strengthening control by adjusting method, sequence, timing, or outcome so that the process performs as required.
Abnormality drives Kaizen. Deviation exposes where execution is not aligned with the defined condition. That gap becomes the basis for improvement. The work is observed directly, the condition is clarified, and the response is applied at the source. This creates a continuous loop in which execution reveals problems and Kaizen resolves them.
Suggestion systems separate improvement from execution. Ideas are collected and implemented outside the context in which the problem occurs. This delays response and weakens the connection between cause and countermeasure. In Lean TPS, improvement occurs where the work is performed and where deviation is observed.
Each Kaizen updates the system. The condition is adjusted, the change is confirmed, and Standardized Work is revised to reflect the new requirement. Improvement becomes part of execution rather than a temporary intervention.
Kaizen sustains the system by continuously aligning actual conditions with required conditions. Stability is maintained while capability develops through direct involvement in improvement.
A3 Problem-Solving: Logic and Alignment
A3 problem-solving provides the logic that governs how problems are understood and resolved within Lean TPS. It is not a reporting format. It is a disciplined method for defining the required condition, identifying the gap in execution, determining cause, and establishing countermeasures that restore control.
Problem-solving begins by clarifying the required condition. Standardized Work defines method, sequence, timing, and expected outcome. The actual condition is then observed directly at the point of work. The gap is established as the difference between these two states. Without this clarity, problem-solving becomes assumption-driven and disconnected from execution.
Cause is determined through direct observation and structured analysis. The focus is on why the condition failed, not on describing the outcome of that failure. This ensures that countermeasures address the source of deviation rather than its effects.
Countermeasures are developed to restore the required condition and prevent recurrence. They are applied within the process, confirmed through observation, and incorporated into Standardized Work when effective. This closes the loop between problem identification and system improvement.
A3 creates shared understanding across individuals and functions. It aligns thinking on the condition, the gap, the cause, and the response, ensuring consistency in how problems are addressed throughout the system.
This structure enforces disciplined thinking. Problems are not resolved through opinion or authority. They are addressed through observation, definition, analysis, and confirmation.
When applied within the system, A3 connects directly to Kaizen and Jishuken. It provides the logic that links observation to action and ensures that each problem addressed strengthens control of execution.
Jishuken: Leadership Capability Development
Jishuken develops leadership capability through direct involvement in the work. It is not classroom training or a project structure. It is a disciplined method for learning through engagement with real conditions, real problems, and real execution.
Leaders learn by observing the process at the point of work. They see how execution is performed, understand the defined condition, and recognize deviation as it occurs. This removes abstraction and replaces interpretation with direct understanding. Without observation, learning does not occur and control cannot be established.
Thinking is developed through structured questioning. Leaders do not provide answers. They challenge assumptions, clarify conditions, and guide the identification of gaps and causes. This builds the ability to think within the system rather than rely on instruction or direction.
Coaching connects this observation and questioning to action. Leaders work with teams to define the required condition, analyze deviation, and establish countermeasures. Capability develops through participation in real problem-solving, with learning embedded in execution rather than separated from it.
Jishuken develops system thinkers rather than tool users. Individuals learn how performance is governed, how deviation is recognized, and how response restores control. This capability allows the system to sustain improvement without dependence on external direction.
Kaizen, A3 problem-solving, and Jishuken operate together as a single system. They govern execution while developing the capability required to sustain it over time.
Control Point Shift: Where Performance Is Actually Created
Most systems apply control after execution. Work is completed, results are measured, and performance is reviewed. Correction follows failure. This places control downstream, where Quality is evaluated, cost is calculated, and delivery performance is explained rather than governed. By the time control is applied, the condition that produced the result has already passed through the system.
The Toyota Production System establishes control at the point of execution. Conditions required to produce Quality are defined before work begins, made visible during execution, and enforced in real time. Deviation is recognized as it occurs, and work does not continue until the condition is restored. Control is applied where performance is created, not where it is reported.
This shift from downstream to upstream control changes how the system operates. Upstream control prevents instability from entering the process. Work is released based on defined capacity, executed according to Standardized Work, and monitored through visual control. When deviation occurs, response is immediate. Downstream control attempts to manage instability after it has already propagated, relying on inspection, rework, and escalation.
Defects are contained at the moment they occur rather than discovered later. Variation is addressed at the source rather than allowed to accumulate across the system. Corrective activity is reduced because the conditions that create failure are controlled during execution.
The impact on flow, Quality, and stability is direct. Flow becomes consistent because work is performed within defined limits. Quality is produced during execution because requirements are enforced at each step. Stability is maintained because deviation is contained before it propagates.
Shifting the control point to execution removes reliance on reactive management. Performance is created through controlled conditions rather than recovered after failure.
From Measurement to Capability: Redefining Performance
Metrics must be repositioned as signals of system condition rather than evaluations of outcome. A number does not represent performance in isolation. It reflects how well the conditions required to produce that performance are being maintained during execution. When this connection is absent, metrics become detached from the work and lose their ability to guide action.
Each metric must be tied directly to execution. Standardized Work defines the method, sequence, timing, and expected outcome that establish the required condition. Visual control makes the status of that condition visible in real time, allowing deviation to be recognized at the point of work. When the process moves outside the defined condition, the change is seen immediately rather than reported after completion.
Response must follow that signal. A metric is not an endpoint. It indicates that the condition has failed and that action is required to restore control. Without this link, measurement becomes passive and does not influence execution.
This structure removes reporting for awareness. Collecting and reviewing data without defined conditions and required response adds activity but does not change the system. Awareness without action allows deviation to continue and variation to accumulate.
Measurement must be used to direct action. Each signal must lead to observation, confirmation of condition, and response at the point of work. Leadership engagement shifts from reviewing metrics to acting on what those metrics reveal in real time.
Performance is redefined through this approach. It is not the achievement of a target. It is the ability of the system to maintain conditions, detect deviation, and respond immediately. When capability is built in this way, results become consistent because they are produced by controlled execution.
Leadership System Integration: Making TPS Operational
Lean TPS becomes operational when its elements function as a single system that governs execution. Each component serves a specific purpose, but performance is created only when they operate together within a defined structure. Disconnected application creates activity without control. Integration establishes a system that defines, monitors, and improves execution continuously.
Standardized Work establishes the required condition by defining method, sequence, timing, and expected outcome. Visual control makes both the standard and the status of execution immediately observable, allowing deviation to be recognized as it occurs.
Jidoka enforces this condition by stopping execution when deviation is present, preventing defects from progressing and isolating the point of failure. Stop–Call–Wait ensures that response follows immediately. The abnormality is made visible, leadership engages, and execution does not resume until the condition is restored.
Kaizen strengthens the system by improving how work is performed based on what is learned from each deviation. Countermeasures are applied, confirmed, and incorporated into Standardized Work so that improvement becomes part of execution rather than a separate activity.
These elements are sustained through defined leadership routines. Daily management confirms adherence, observes execution, and responds to abnormality. Weekly routines identify patterns, reinforce priorities, and align resources. Monthly routines connect execution to broader objectives and ensure that system conditions support sustained performance.
Integration removes disconnected initiatives. Improvement is not managed as separate projects or programs. All activity operates within the same system of defined conditions, visible deviation, and required response.
When these elements function together, they establish a single operating system. Execution is governed at the point of work, deviation is contained as it occurs, and the system improves through disciplined response.
Common Misinterpretations of Lean TPS
Lean TPS is frequently misapplied when it is separated from the system that governs execution. Focus shifts from controlling conditions to managing outcomes and activities. The result is partial application that increases effort without stabilizing performance.
Lean (post-1988) is often treated as a cost reduction program. Efforts focus on removing expense, reducing headcount, or achieving financial targets. This approach addresses outcomes rather than the conditions that produce them. Any reduction in cost is temporary because the system remains unstable and continues to generate waste.
It is also applied as tool deployment. Practices such as 5S, value stream mapping, Kanban, and visual boards are implemented as standalone solutions. Without defined conditions and required response, these tools do not govern execution. They increase activity but do not establish control.
Lean (post-1988) is further framed as cultural transformation without system design. Organizations emphasize mindset, engagement, and communication while leaving execution conditions undefined. Individuals are expected to change behavior without changes to the system that governs that behavior, resulting in inconsistency and regression.
Another misinterpretation reduces Lean (post-1988) to KPI optimization. Metrics are tracked, targets are set, and performance is reviewed in cycles. Improvement efforts focus on achieving numerical goals rather than controlling execution. The system reacts to results instead of preventing variation.
The correction is to recognize Lean TPS as an execution governance system. It defines the conditions required to produce Quality, makes those conditions visible, and enforces adherence through immediate response. Cost, delivery, safety, morale, and environmental performance follow from this control.
When Lean TPS is applied in this way, tools serve defined purposes, metrics confirm system condition, and culture develops from stable execution. Without this foundation, improvement remains fragmented and cannot be sustained.
Case-Based Reflection: Observed Patterns from Implementation
Observed implementation outcomes separate systems that stabilize from those that revert. The difference is not the presence of tools or the level of activity. It is how leadership engages with execution and whether conditions are governed at the point of work.
Leadership engagement determines outcome. In systems that improved, leaders defined the required condition, confirmed adherence through direct observation, and responded immediately to abnormality. Presence at the point of work was routine, and decisions were based on observed conditions rather than reported summaries. In systems that reverted, leadership remained in oversight roles. Metrics were reviewed, actions were assigned, and follow-up occurred through reporting cycles. Execution was not verified, and deviation was not contained as it occurred.
Systems that improved established control. Standardized Work was defined with precision, visual control exposed deviation in real time, and Jidoka enforced stop when conditions were not met. Stop–Call–Wait structured response, and Kaizen strengthened the condition based on what was learned. These elements operated together. In systems that reverted, they were applied independently. Standards existed but did not constrain behavior. Visual boards displayed information but did not trigger response. Improvement activity increased, but control was not established, and variation returned.
Jishuken sustained capability where it was applied. Leaders developed the ability to observe, question, and coach within real conditions. Problem-solving was grounded in direct understanding, and improvement was embedded in daily execution. Capability expanded across the organization, reducing dependence on external direction. Where Jishuken was absent, learning remained instructional. Problem-solving was superficial, and performance depended on repeated intervention.
Visibility of abnormality marked the turning point. When deviation was seen at the moment it occurred, response became immediate and problems were addressed at the source. The system began to stabilize. When deviation was detected after execution, response was delayed and the same conditions continued to generate defects and disruption.
These patterns are consistent. Systems improve when leadership governs execution, conditions are defined and enforced, and learning is embedded in the work. Systems revert when oversight replaces engagement, control is not established, and abnormality is not made visible at the point of work.
Reclaiming True Lean TPS: What Must Change
Reclaiming Lean TPS requires a shift from managing results to governing execution. Most systems have increased measurement, expanded reporting, and added improvement activity. These actions do not change performance because the conditions that define how work is performed remain uncontrolled.
Metrics must no longer be treated as the system. They reflect performance but do not create it. When metrics become the focus, attention shifts to outcomes after execution instead of conditions during execution, reinforcing reactive behavior and allowing variation to continue.
Execution must be defined and enforced. Standardized Work establishes method, sequence, timing, and expected outcome. These conditions must be precise, visible, and consistently applied. Work does not proceed outside them.
Reporting cycles must give way to real-time control. Information reviewed after completion cannot prevent defects, delays, or instability. Visual control exposes deviation as it occurs. Jidoka enforces stop when conditions are not met. Response restores the condition before work continues.
Leadership must shift from review to response. Reviewing metrics, assigning actions, and following up through reports does not establish control. Leaders define conditions, confirm adherence through observation, and respond directly to abnormality at the point of work.
These changes redefine how the system operates. Control replaces observation. Response replaces reporting. Conditions replace targets as the basis for performance.
Reclaiming Lean TPS requires discipline in how execution is governed. When conditions are maintained and response is immediate, the system stabilizes and capability develops. Performance becomes the result of controlled execution rather than a target pursued through intervention.
Final Position: Thinking and Doing as a Controlled System
Lean TPS is a disciplined system of thinking and execution. It does not rely on interpretation, reporting, or isolated improvement activity. It governs how work is performed by defining the conditions required to produce Quality and enforcing those conditions during execution.
Quality functions as the governing condition. It determines whether work proceeds. Standardized Work defines method, sequence, timing, and expected outcome. Jidoka enforces adherence by stopping execution when deviation occurs. Stop–Call–Wait ensures that response is immediate and that the condition is restored before work continues. Quality is produced through control at the point of work.
Performance follows from this control. Cost, Delivery, Safety, Morale, and Environment are not managed independently. They reflect how effectively execution is defined, maintained, and improved. When conditions are stable, performance is consistent. When they are not, results fluctuate regardless of measurement.
Sustained improvement depends on three factors. Conditions must be defined with precision, deviation must be visible as it occurs, and response must restore the condition without delay. Together, these establish a continuous cycle within execution in which control is maintained and capability develops.
This is a closed system. Definition establishes control, visibility exposes deviation, and response restores and strengthens the condition. The cycle operates continuously within daily work.
Systems improve when execution is governed, not when results are measured.