Introduction: Transformation Begins With Condition, Not Awareness
Most transformation efforts begin by increasing awareness. Leaders introduce new terminology, conduct training, and communicate expectations across the organization. Teams learn the principles of Lean, continuous improvement, and problem-solving. Visual boards are installed, metrics are defined, and improvement activity increases.
Execution does not change.
Work continues under the same conditions that produced the original problems. Defects are detected after completion. Flow remains unstable. Priorities conflict, and variation enters the process without restriction. Activity increases, but the system that governs how work is performed remains unchanged.
Awareness does not control execution.
This gap between knowledge and execution defines the failure point of most transformation efforts. People understand what should be done, but the environment does not require it. Standards may exist, but they do not constrain behavior. Deviation may be recognized, but it does not trigger immediate response. Work continues even when conditions are not met.
Improvement cannot be sustained without control of execution.
The Toyota Production System begins from a different point. It defines and enforces the conditions required to produce Quality. Method, sequence, timing, and expected outcome are specified before work begins. These conditions establish what is normal. Anything outside of that condition is abnormal.
Abnormality is exposed during execution.
This shift changes the role of management. Leadership does not review results after the fact or promote improvement activity. Leadership defines the conditions under which work must be performed, confirms those conditions at the point of work, and responds immediately when they are not met.
Transformation occurs when execution is governed.
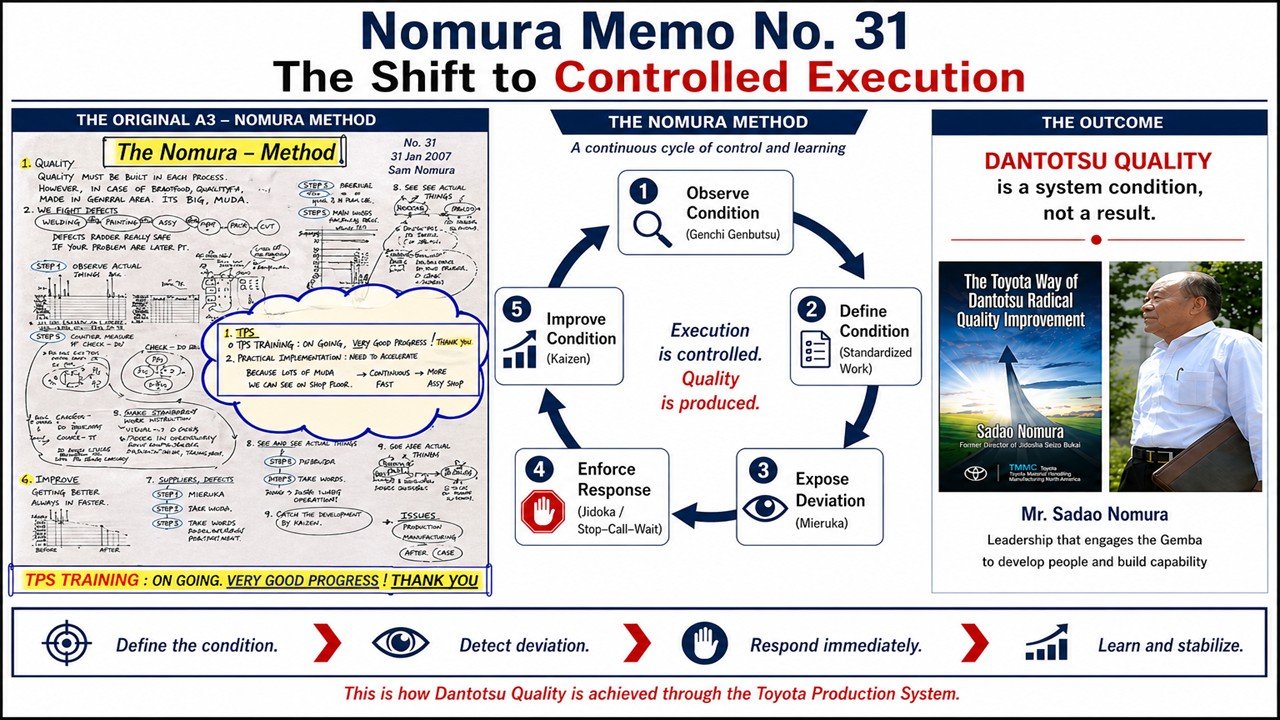
Nomura Memo No. 31 represents the moment this shift was introduced at Toyota BT Raymond in Brantford, Ontario. Written on January 31, 2007 by Mr. Sadao Nomura, the memo did not present Lean concepts or general recommendations. It established direction for changing how work was performed and how leaders were required to manage that work.
The memo functioned as a system-level intervention.
It translated Toyota Production System principles into specific actions tied to actual conditions on the shop floor. It identified where control was absent, where variation was entering the system, and where leadership response was required. Each point was connected to execution. The objective was not to increase understanding. The objective was to change behavior at the point of work.
Guidance suggests what should be done. Intervention establishes what must be done.
Nomura’s approach required leaders and teams to engage directly with the work, observe actual conditions, and take action to restore and improve those conditions. The memo shifted improvement from activity to system behavior.
Transformation does not begin with understanding Lean. Transformation begins when the conditions of work are defined, made visible, and enforced during execution. Quality is produced when work is performed within those conditions. When conditions are not met, work does not continue.
Sustained improvement is achieved through control of execution conditions.
Nomura Memo No. 31 marks the first step in establishing that control.
Historical Context: Toyota BT Raymond Before Nomura
Prior to Nomura Memo No. 31, the operating condition at Toyota BT Raymond in Brantford reflected a system without controlled execution. Work was performed, output was produced, and improvement efforts were present. The conditions required to produce consistent Quality were not defined or enforced at the point of work.
Defects were detected late in the process. Inspection and rework were used to manage quality after completion rather than prevent failure during execution. Problems moved through multiple processes before they were identified, increasing cost and reducing the ability to isolate cause. Detection existed. Control did not.
Flow was unstable. Work moved with variation in timing, sequence, and material availability. Queues formed between processes. Priorities shifted throughout the day. Expediting was required to maintain output. The system responded to disruption instead of preventing it. Instability was managed, not eliminated.
Training was disconnected from execution. Teams were introduced to Lean concepts and tools, but these were not embedded in daily work. Learning occurred outside the process. Application depended on individual effort rather than system requirement. Capability development was inconsistent because it was not tied to real-time problem-solving at the Gemba.
These conditions were not independent issues.
Late defect detection, unstable flow, and disconnected training reflect a common failure. Execution was not governed. Method, sequence, timing, and expected outcome were not defined in a way that constrained work. Deviation was not made visible during execution. Response was not required at the point of occurrence.
Brantford was not unique in this condition. This state represents a typical pre-TPS environment. Organizations introduce tools, track metrics, and launch initiatives. Work continues without defined limits. Deviation persists. Leadership responds after the fact.
The system produces results consistent with these conditions.
Improvement efforts reach a limit. Progress becomes incremental and temporary. Problems reappear. Standards degrade. Variation re-enters the process. Movement from activity to stability does not occur because the conditions that govern execution remain unchanged.
This is the point where external Toyota leadership intervention becomes necessary.
Nomura’s role was not to introduce additional tools or expand training. The purpose was to establish the conditions required for the Toyota Production System to function as a management system. This required direct observation of the work, identification of where control was absent, and introduction of mechanisms that define, expose, and enforce execution conditions.
The intervention addressed the system, not the symptoms.
Nomura Memo No. 31 marks the transition from an uncontrolled operating environment to one where execution begins to be governed. It established the foundation for moving from improvement activity to sustained system-level transformation.
What Memo No. 31 Represents
Nomura Memo No. 31 is often misunderstood when viewed through a conventional improvement lens. It is not an audit. It does not assess compliance or assign scores. The intent is not to evaluate the system from a distance. The intent is to change how the system operates.
It is not a report. It does not document findings for later review or preserve conditions as a record of the past. The memo does not exist to inform. It exists to direct action.
It is not a set of recommendations. The content is not optional and not open to interpretation. Each point is tied to a specific condition observed at the Gemba and connected to how work must change. The memo does not present ideas. It establishes requirements.
Nomura Memo No. 31 functions as a leadership instruction set.
The instructions are grounded in direct observation. They identify where execution is not controlled, where variation is entering the system, and where response is required. Responsibility is not delegated to improvement teams or specialists. Leaders are expected to engage the work, confirm the gap, and establish control. The memo defines what leaders must do.
The memo also serves as a Jishuken activation point.
Jishuken begins when leaders move from discussion to direct engagement with the work. Problems are not handed off for analysis. They become the focus of structured study through action. Leaders and engineers go to the Gemba, observe the process, define the current condition, and establish a controlled state. The memo does not initiate a project. It initiates a learning system embedded in execution.
Memo No. 31 translates the Toyota Production System into executable conditions.
Concepts such as Genchi Genbutsu, Standardized Work, and Kaizen are often understood in theory but not applied consistently. The memo converts these principles into specific actions tied to real processes. It defines the required behavior at the point of work and the response to deviation. The focus is not explanation. The focus is execution.
This translation removes ambiguity.
Leaders are not left to interpret TPS. The memo defines how work must be performed, how problems must be approached, and how improvement must be carried out. Execution becomes consistent because conditions are clearly established and reinforced through action.
From this structure emerges the Nomura Method.
The Nomura Method is the application of TPS governance through direct leadership engagement. Leaders observe actual conditions, define the required standard, expose deviation during execution, and enforce response. Improvement is not treated as an initiative. It results from maintaining and refining controlled conditions.
This method links leadership behavior, system design, and daily execution into a single operating model.
Nomura Memo No. 31 represents the point where that model begins to take form at Brantford.
The Control Shift: From Outcome Management to Condition Control
Most management systems are structured around outcomes. Performance is evaluated after work is completed. Quality is measured through defect rates. Productivity is assessed through output and efficiency metrics. Reports summarize results, and corrective actions are introduced based on what has already occurred.
Control is applied after execution.
This approach assumes performance improves by adjusting activity in response to results. When defects increase, inspection is expanded. When flow breaks down, schedules are revised. When performance declines, oversight increases. Each action responds to the outcome rather than the condition that produced it.
Execution continues under the same conditions.
Work proceeds without defined limits on method, sequence, or timing. Variation enters during execution and moves through the system before it is detected. By the time results are reviewed, the condition that created the problem can no longer be directly observed. Correction becomes indirect, learning is delayed, and stability is not achieved.
The Toyota Production System establishes control at a different point.
Control is applied before and during execution. The conditions required to produce Quality are defined in advance and maintained in real time. Work does not begin without a specified method. Sequence and timing are established. The expected outcome is clear. These elements define the condition under which work is allowed to proceed.
This shift moves management from outcome evaluation to condition control.
Quality is produced during execution, and flow stabilizes when sequence and timing are maintained. Performance improves because work is performed within defined limits.
Three requirements govern this system.
The condition must be defined through clear specification of method, sequence, timing, and expected outcome, providing a reference for execution.
Deviation must be visible during the work itself, allowing departure from the defined condition to be observed at the point of occurrence.
Continuation must be prevented when deviation occurs, requiring response to restore the condition before execution proceeds.
These requirements operate together.
Defined conditions establish what must occur. Visibility exposes when it does not occur. Enforced response restores control before variation spreads.
Nomura Memo No. 31 initiated this shift at Toyota BT Raymond by identifying where conditions were undefined, where deviation was not visible, and where work continued without response.
This marks the transition from managing outcomes to governing execution.
From this point forward, improvement is driven by the ability to define, observe, and maintain the conditions required to produce Quality.
Jishuken as the Execution Engine
Jishuken is often misinterpreted through conventional improvement practices. It is not a workshop. It is not classroom training. It does not remove people from the work to learn concepts or complete exercises.
Jishuken is a leadership development system conducted through real work.
The purpose is not knowledge transfer. The purpose is to develop the capability to observe, define, and control execution conditions at the Gemba. Leaders do not learn through explanation. They learn through direct engagement with the process and responsibility for improving it.
The mechanism is grounded in doing.
Leaders go to the Gemba and observe the process as it operates. The current condition is established through direct observation. The expected condition is defined through Standardized Work. The gap between the two becomes the focus of action. Problems are not selected. They are encountered during normal execution.
Problems define the curriculum.
Each abnormality reflects a failure of condition. Each failure requires investigation, response, and correction. Leaders work through these problems in real time, supported by experienced Toyota mentors. Guidance is provided through questioning and direct observation. Answers are not given. The expectation is development of the ability to see and act.
Capability develops through repetition.
As leaders engage with successive problems, they build the ability to define normal conditions, recognize deviation, and respond effectively. Learning is reinforced through action and reflection. PDCA is embedded in the work, not applied as a separate exercise.
Jishuken connects capability development to system stabilization.
As conditions are defined and enforced, variation is reduced. Processes become predictable. Flow stabilizes. Quality improves because defects are prevented at the source. These results are not produced by isolated efforts. They result from consistent application of controlled execution.
The system improves as capability improves.
Leaders develop the ability to maintain and refine conditions without external direction. Dependence on intervention decreases. Improvement becomes part of daily work.
Jishuken functions as the execution engine of transformation.
Transformation requires more than defining conditions. It requires the ability to maintain and improve those conditions over time. Jishuken develops that capability and aligns leadership behavior with system control.
Nomura Memo No. 31 initiated this process at Brantford by identifying conditions that required direct engagement.
Jishuken is not an element of transformation. It is the method by which transformation occurs.
The Three Core Mechanisms Defined by Nomura
Nomura’s approach is grounded in three mechanisms that operate together to control execution and produce Quality. These mechanisms are not independent practices. They function as a single system that governs how work is observed, performed, and improved.
Genchi Genbutsu establishes direct observation as the basis for decision-making. Leaders go to the Gemba and observe the process as it is performed, ensuring that decisions are based on actual conditions rather than reports or interpretation. This allows deviation to be identified at the point of occurrence.
Standardization defines the condition under which work must be performed. Method, sequence, timing, and expected outcome are specified in precise terms, establishing a clear reference for execution. When this condition is defined, departure from it becomes immediately apparent.
Kaizen operates as the response to deviation. When abnormality occurs, action is required to identify cause, restore the condition, and prevent recurrence. Improvement is driven by problems encountered during execution, and each cycle refines the standard.
These mechanisms operate as a single loop.
Direct observation establishes the current condition. Standardization defines the required condition. Kaizen improves the condition when deviation is observed. This interaction enables comparison, exposes abnormality, and ensures response.
This loop operates continuously within execution.
Through this structure, control is maintained and improvement is embedded in daily work. Nomura Memo No. 31 established this operating logic at Brantford by requiring leaders to observe actual conditions, define standards, and respond to deviation through continuous refinement.
Genchi Genbutsu
Genchi Genbutsu establishes direct observation as the requirement for decision-making. Leaders go to the Gemba and observe the work as it is performed. Information is not accepted through reports or secondhand interpretation. The actual condition is seen in real time.
This removes abstraction from the system.
Decisions are based on the work itself, not on descriptions of the work. Reports filter, delay, and alter conditions. Critical detail is lost, and the link between cause and effect weakens. Direct observation preserves the integrity of the condition.
Observation reveals how work is actually performed.
The difference between expected and actual execution becomes visible. Method, sequence, and timing can be confirmed against the defined condition. Variation that does not appear in aggregated data becomes evident at the point of work.
This is required to detect abnormality.
Abnormality is deviation from the defined condition. Detection requires both a standard and direct observation of execution. Genchi Genbutsu provides that observation. When leaders are present, deviation is identified as it occurs and response can be immediate. Without direct observation, abnormality appears only in results after the condition has already failed.
Genchi Genbutsu establishes the foundation for control.
Decisions are grounded in actual conditions. Abnormality is detected during execution. Response is based on direct observation. Without this mechanism, the system relies on delayed information and indirect response, and control cannot be sustained.
Standardization
Standardization defines the condition under which work must be performed. Method, sequence, timing, and expected outcome are specified in precise terms, establishing how the work is carried out and what result is required.
This establishes the normal condition.
Work is performed within defined limits rather than individual interpretation. When the condition is clear, execution becomes repeatable and variation is reduced.
A defined condition enables detection of deviation.
Without a standard, there is no reference point. Differences in performance cannot be identified as abnormal. When the condition is defined, departure becomes visible during execution and expected and actual can be compared in real time.
This visibility enables control.
Deviation must be recognized at the point of occurrence. Standardization provides the structure that makes deviation observable and requires response.
Standardization does not restrict improvement. It establishes the baseline required for improvement.
Without a defined condition, Kaizen has no reference. With a defined condition, improvement is based on actual deviation, and changes are incorporated into the standard through controlled refinement.
Standardization establishes the condition that governs execution and enables detection and response to abnormality.
Kaizen
Kaizen is not an activity conducted separately from work. It is not a scheduled event or a program for generating ideas. In a controlled system, Kaizen is the required response to deviation.
When abnormality occurs, the condition has failed. Work has moved outside the defined method, sequence, timing, or expected outcome. Action is required to identify the cause, restore the condition, and prevent recurrence. Kaizen is triggered by this deviation during execution.
Kaizen operates within the flow of work.
Improvement is not based on initiative. It is driven by necessity. Each instance of deviation becomes the basis for correction and learning. Leaders and operators engage the problem at the Gemba to re-establish control and strengthen the condition.
Kaizen results in refinement of the standard.
As causes are identified and addressed, the defined condition is updated. Method, sequence, timing, and expected outcome are improved. The standard evolves through repeated cycles of observation and correction. Each refinement increases the system’s ability to produce consistent Quality.
Without Kaizen, standards degrade.
Deviation is tolerated or corrected without addressing cause. Variation returns, and control is lost. With Kaizen, deviation leads to permanent improvement of the condition.
Genchi Genbutsu, Standardization, and Kaizen operate as a single loop.
Observation establishes the actual condition. Standardization defines the required condition. Kaizen improves the condition when deviation is observed. The cycle repeats continuously during execution.
Through this loop, control is maintained and improvement is embedded in daily work.
The Five Priority Intervention Areas (System-Level Breakdown)
Nomura Memo No. 31 identified five priority areas where execution was not controlled. These were not isolated problems. Each reflected a breakdown in how work was performed and managed across the system.
The issues appeared as defects, instability, and inconsistent capability. The cause was systemic. Variation entered and persisted because execution was not aligned across processes.
The countermeasures established control within each area.
Quality Issues addressed late detection and reliance on inspection. Defects were identified after completion, allowing problems to move through the system. The countermeasure introduced visibility at the point of work and required immediate response, shifting Quality from inspection to prevention.
Supplier Defects addressed variation entering from outside the plant. Incoming defects disrupted flow and required internal containment. The countermeasure established a feedback loop through defect ranking, root cause identification, and enforced accountability, extending control beyond the internal process.
TPS Training addressed the gap between knowledge and execution. Learning occurred outside the work and was not applied consistently. The countermeasure embedded training into the process through direct observation and problem-solving, developing capability through repeated engagement with actual conditions.
Material Control addressed instability masked by inventory. Excess material absorbed variation and prevented detection of flow disruption. The countermeasure established sequence through FIFO, simplified material movement, and reduced inventory to expose problems and stabilize flow.
Future Productivity and Quality Planning addressed the absence of system direction. Improvement was reactive and fragmented. The countermeasure introduced PDCA as the governing method, linking daily execution to a defined future condition.
These areas are interconnected.
Each represents a point where execution was not aligned, and each countermeasure establishes control within that area. Together, they create the foundation for stabilizing execution and enabling sustained improvement.
Nomura Memo No. 31 did not address isolated issues. It established the basis for an integrated operating model.
Quality Issues
Defects were detected after work was completed. Inspection and rework were used to manage quality after the fact. Problems moved through multiple processes before identification, increasing cost and obscuring cause. Late detection reflected absence of control.
Work continued after conditions had already failed.
Execution at the point of work did not prevent error. Deviation was not visible during execution, and there was no requirement to interrupt when abnormality occurred. Quality was treated as an outcome rather than a condition of work.
Inspection became the primary response.
Inspection identifies failure after it occurs. By the time a defect is found, the originating condition has already propagated. Rework and containment address symptoms while the source remains unchanged.
Nomura’s countermeasure established control at the source.
Mieruka made conditions and abnormalities visible during execution, allowing deviation to be observed in real time. Genchi Genbutsu required direct observation to confirm how work was performed and where problems occurred. Standardization established a clear basis for identifying abnormality.
Source control was enforced.
When abnormality occurred, response was required before work continued. Defects were contained at the point of occurrence rather than managed downstream.
The system shifted from inspection to prevention.
Quality improved because defects were not created or allowed to pass. Variation was contained at the source, and execution replaced post-process correction as the mechanism for achieving Quality.
Supplier Defects
Variation entered the system through incoming materials and components. Supplier defects disrupted flow, created rework, and introduced instability into downstream processes. Production absorbed this variation, increasing complexity and reducing the ability to maintain consistent Quality.
External variation was treated as an input condition, not a controlled variable.
Defects were identified after receipt or during use. By the time the issue was recognized, material had already entered the process. Containment occurred internally while the source remained unchanged. The system responded to impact rather than controlling cause.
The condition existed because there was no defined feedback and control loop with suppliers.
Quality expectations were not enforced through measurable conditions tied to execution. Information about defects did not consistently return to the source. Recurring issues were addressed case by case without prioritization or root cause elimination. Without a closed loop, variation continued to enter the system.
Nomura’s countermeasure extended control beyond the plant.
Defect ranking established visibility of the most critical issues and created focus. Root cause analysis was required to identify the conditions creating variation. The objective shifted from managing defects to eliminating their source.
Accountability was enforced through structured feedback.
Quality metrics reflected actual performance. Suppliers were required to respond, implement corrective actions, and verify effectiveness. Each defect initiated a defined response that extended to the source.
A control loop was established across the supply chain.
Variation was no longer accepted as an external condition. It became a controlled variable requiring definition, visibility, and response at its origin. Supplier quality became part of the system, governed by the same principles applied within the plant.
The system moved from reacting to supplier defects to preventing their occurrence.
TPS Training
Training occurred outside the work. Teams were exposed to Lean concepts and tools in sessions disconnected from daily execution. Knowledge was introduced, but the conditions of work did not require its application. Learning remained separate from how work was performed.
Training was disconnected from execution.
Operators and leaders returned to the process and continued under unchanged conditions. Method, sequence, timing, and expected outcome were not defined or enforced in a way that required use of what was taught. Application depended on individual initiative. Without system reinforcement, variation persisted and learning did not translate into performance.
Capability development was slow.
Understanding increased, but the ability to observe, define, and control conditions did not develop at the same pace. Without repeated application at the Gemba, concepts remained theoretical. Problem-solving was inconsistent because it was not anchored in real-time execution.
The condition existed because training was treated as knowledge transfer, not capability development.
The environment did not require engagement with actual problems, definition of conditions, or response to deviation. Without that requirement, learning did not become behavior and execution did not change.
Nomura’s countermeasure embedded training into the work.
TPS Basic Training was accelerated through direct coaching at the Gemba. Leaders and engineers observed actual processes, established current conditions, and defined expected conditions through Standardized Work. Learning occurred through engagement with real problems.
Jishuken provided the structure.
Leaders worked through abnormalities under guidance, developing the ability to recognize deviation and act. Problems were encountered during execution and required observation, analysis, and response. Capability developed through repetition.
Training became continuous.
Learning was embedded in daily work. Improvement was driven by application. Capability developed as leaders repeatedly engaged with actual conditions.
The system began to produce people who could maintain and improve conditions independently.
Training shifted from event to mechanism for developing the capability required to sustain control and continuous improvement.
Material Control
Inventory levels and material movement masked instability within the system. Work-in-process accumulated between processes, creating the appearance of continuity while concealing variation in execution. Excess material allowed downstream processes to continue even when upstream conditions had failed. The system appeared to function. Control was absent.
Inventory was used as a buffer, not a signal.
Variation in method, sequence, and timing was absorbed by accumulated material. Problems were not exposed at the point of occurrence. They were delayed or hidden. The connection between cause and effect weakened. Output was maintained through inventory rather than controlled execution.
Flow was unstable.
Material did not move in a defined sequence. Queues formed between operations. Priorities shifted based on availability. Operators spent time searching, transporting, and waiting. Lead times increased. Execution became reactive.
The condition existed because flow was not governed.
Work was released without alignment to capacity. Sequence was not enforced. Timing varied. Material handling depended on local decisions. Without defined conditions, variation entered the system and was absorbed by inventory.
Nomura’s countermeasure established control through sequence and simplification.
FIFO lanes defined the order of movement. Sequence was enforced. When sequence was broken, deviation became visible at the point of occurrence.
Material handling was standardized.
Routes, locations, and methods were defined. Movement became predictable and repeatable. Operators no longer relied on judgment. Execution was governed.
Inventory levels were reduced to expose problems.
The objective was not reduction. The objective was visibility. With less inventory, variation in timing, imbalance, and disruption became observable. The system was forced to address the conditions creating instability.
Material shifted from buffer to signal.
Flow became a function of controlled sequence and timing rather than accumulated inventory. Abnormality was detected and addressed in real time.
Material control moved from absorbing variation to enabling control of execution.
Future Productivity and Quality Plan
Improvement activity occurred without a defined long-term system design. Actions responded to immediate problems, but daily work was not connected to a future condition. Efforts were fragmented. Gains were localized and difficult to sustain. Direction was not governed.
The system lacked a method for planning, executing, and reviewing change.
Decisions were driven by urgency rather than alignment. Improvements were implemented without a clear link to overall system performance. The result was incremental change without stability.
The absence of a defined future condition prevented integration.
Processes improved in isolation. Standards evolved unevenly. Flow, Quality, and capability did not develop together. Without a reference point, changes could not be evaluated against a target condition. Improvement remained reactive.
Nomura’s countermeasure introduced PDCA as the governing mechanism.
Plan defined the target condition for productivity and Quality in terms of how work must be performed.
Do implemented changes under controlled conditions.
Check evaluated results against the defined condition, not only output.
Act incorporated successful changes into the standard and corrected those that did not achieve the condition.
PDCA connected daily work to system development.
Problems identified during execution became inputs to planning. Improvements were tested, verified, and integrated into Standardized Work. Each cycle moved the system toward the defined future condition.
PDCA established continuity.
Improvement became a continuous process governed by defined conditions and verified learning. Leaders maintained this cycle and ensured alignment between daily execution and long-term objectives.
Productivity and Quality developed as system conditions, not isolated outcomes.
System Integration: From Isolated Fixes to Operating Model
The five priority areas identified in Nomura Memo No. 31 are not independent problems. Each represents a point where execution was not controlled. When addressed separately, improvement remains fragmented and gains are not sustained.
The intervention established an operating model by aligning how work is performed across all areas.
Quality issues, supplier defects, training, material control, and long-term planning are connected through execution. Late defect detection, supplier variation, ineffective training, unstable flow, and fragmented planning originate from the same condition. Execution was not defined, aligned, or reinforced across the system.
Standardized Work established alignment by defining method, sequence, timing, and expected outcome across processes. This created a consistent condition for execution and a common reference for how work must be performed.
Visual control made these conditions observable during execution. Problems were no longer delayed or hidden. Quality issues, flow disruptions, supplier variation, and training gaps became visible at the point of occurrence.
Jidoka ensured that deviation required immediate response. Work did not continue under failed conditions, preventing problems from propagating across the system.
These elements operated together as an integrated structure. Standardized Work aligned execution, visual control exposed deviation, and Jidoka enforced response. The five intervention areas were no longer managed independently. They functioned within a single system of control.
This integration created system coherence. Variation was contained because execution was aligned, visible, and enforced across all areas. Flow stabilized, Quality improved, and capability developed.
Nomura Memo No. 31 initiated this integration by addressing multiple failures of control within a single framework.
The system began to function as an operating model rather than a collection of improvement activitiy.
Leadership Role: From Oversight to Control Responsibility
In most organizations, leadership operates through oversight. Performance is reviewed through reports, metrics are discussed in meetings, and variance is explained after the fact. Actions are assigned based on results that have already occurred.
This approach separates leadership from execution.
Decisions are based on aggregated information rather than direct observation. The conditions under which work is performed are not defined or reinforced by leadership. Teams are expected to manage execution while leaders evaluate performance from a distance.
This structure cannot sustain improvement.
When leadership does not engage with the conditions of work, variation enters and persists. Standards degrade because they are not confirmed. Abnormality is recognized late, and response is delayed. The system becomes dependent on reporting rather than control.
The Toyota Production System defines a different role for leadership.
Leaders are responsible for execution at the point of work. This responsibility is carried out through direct engagement, where leaders define how work must be performed, confirm that it is performed as required, and act when it is not.
This responsibility operates through three integrated actions.
Leaders define conditions by ensuring that Standardized Work is precise and current. Method, sequence, timing, and expected outcome are established and continuously refined, providing a clear basis for execution.
Leaders confirm conditions by going to the Gemba and observing work as it is performed. They compare actual execution to the defined condition and identify deviation through direct observation.
Leaders respond to abnormality by ensuring that deviation is addressed at the point of occurrence. Cause is identified, the condition is restored, and the response is verified before work continues.
These actions are sustained through Leader Standard Work.
Leader Standard Work defines where leaders must go, what they must observe, and how they must respond. It establishes consistency in leadership behavior and connects that behavior directly to execution.
Through repeated observation, confirmation, and response, leaders maintain system stability. Standards are reinforced, abnormalities are addressed immediately, and improvement is driven through continuous engagement with the work.
Responsibility shifts from results to conditions.
Results reflect how work is performed. When execution is maintained within defined conditions, results follow. When conditions are not maintained, results cannot be sustained.
Tools do not create this shift.
Tools support visibility and analysis, but they do not define how work is performed or enforce response. Without consistent leadership behavior, tools remain disconnected from execution.
Transformation occurs through leadership behavior.
Leaders move from reviewing results to engaging with the work, maintaining conditions, and responding to deviation as part of daily practice. This behavior establishes the environment required for sustained improvement.
Nomura Memo No. 31 required this shift by directing leaders to engage directly with actual conditions and take responsibility for establishing control at the point of work.
The Learning System: Capability as the True Output
Improvement is often evaluated through metrics. Defect rates decrease. Output increases. Lead times are reduced. These results are used to judge success.
They are not the primary output.
Metrics reflect the current condition of execution. They indicate whether Quality is being produced and flow is maintained. They do not ensure the system can sustain or improve those conditions. When improvement is measured only through results, capability does not develop and performance cannot be maintained.
The true output is capability.
People must be able to observe actual conditions, define the required standard, recognize deviation, and respond effectively. This capability determines whether control is maintained and improvement continues. Without it, results depend on temporary effort. With it, the system becomes self-sustaining.
Capability develops through execution.
Learning occurs through direct engagement with the work. Leaders and operators observe at the Gemba, establish the current condition, and compare it to the defined standard. When deviation is present, they act to restore and improve the condition. Repetition builds the ability to see and respond.
Problem-solving becomes consistent.
Each abnormality requires identification of cause, application of countermeasures, and verification. This occurs within real work, not as an abstract exercise. The connection between cause and effect is established through observation and action.
Reflection is structured through PDCA.
Plan defines the target condition. Do applies changes under control. Check evaluates against the defined condition. Act incorporates learning into the standard or corrects the approach. Learning is retained and becomes part of the system.
Learning is embedded in execution.
Work produces output and knowledge. Each cycle strengthens the system. Standards evolve based on verified learning. Capability increases through repeated engagement with actual conditions.
Jishuken provides the structure.
Leaders develop capability through direct engagement with real problems. Learning is not separate from execution. Problems become the mechanism for development.
The system improves as capability improves.
Leaders maintain and refine conditions without external support. Abnormalities are identified earlier. Response becomes faster. Standards strengthen. Stability increases.
Metrics improve as a result.
They are not the objective. They reflect a system where people consistently define, observe, and control the conditions required to produce Quality.
Measured Impact: What Actually Changes
When execution is controlled, results change. These changes are not driven by increased effort or isolated initiatives. They are the outcome of stable, consistent performance at the point of work.
Quality improves because defects are prevented at the source. Problems are identified early and addressed before they move through the system. Reliance on inspection and rework is reduced, and output reflects consistent execution.
Productivity improves because flow stabilizes. Work moves in a predictable sequence, and disruption is reduced. Waiting, searching, and expediting decline as variation is removed from the process. Output becomes consistent without increasing activity.
Safety improves because abnormal conditions are addressed immediately. Risk is reduced as work is performed within defined limits, and hazards are identified and corrected as they occur. Safety becomes part of how work is performed, not a separate control.
These outcomes are connected.
Quality, productivity, and safety are functions of execution. When variation is reduced, all three improve together.
Results follow execution.
Performance does not improve by targeting metrics. Metrics reflect how the system operates. When execution is stable, results are stable. When execution is inconsistent, results fluctuate.
This reverses the conventional approach.
Most systems attempt to improve results and expect execution to follow. The Toyota Production System stabilizes execution and allows results to follow.
What changes is the mechanism that produces performance.
The Nomura Method Defined
Nomura Memo No. 31 can be synthesized into a repeatable method for governing execution and developing capability. This method does not operate as a sequence of isolated steps. It functions as a continuous cycle embedded in daily work and sustained through leadership behavior.
The method integrates observation, standardization, response, and improvement into a single operating logic.
Leaders establish the current condition through direct observation at the Gemba and define the required condition through Standardized Work. Execution is evaluated against that condition in real time, where deviation becomes visible during the work itself. When abnormality occurs, response restores the condition and prevents continuation under failure. Each response contributes to refinement of the standard, strengthening the system’s ability to produce consistent Quality.
This cycle operates continuously within execution.
Work is not separated from improvement. Observation, control, and refinement occur together as part of daily operation. The system evolves through repeated engagement with actual conditions rather than periodic intervention.
The method is repeatable and transferable.
It does not depend on specific tools or environments. It can be applied wherever work is performed and conditions can be observed and controlled. While the specific standards differ, the governing logic remains consistent.
The method is sustained through leadership.
Leaders engage directly with the work, confirm adherence to the defined condition, and respond to deviation. Tools may support visibility and analysis, but they do not replace this responsibility.
Nomura Memo No. 31 represents the practical application of this method.
It connects execution and learning into a single system. Through this method, execution is governed, capability develops through repeated application, and transformation is sustained.
Legacy: Dantotsu Quality as a System Condition
Dantotsu Quality is often interpreted as a high level of performance. It is described as outperforming competitors or achieving superior results. This interpretation focuses on outcomes and does not define how those outcomes are produced.
Dantotsu Quality is not a performance level.
It is a system condition where defects are not allowed to pass.
In this condition, problems are identified and addressed at the point of occurrence, preventing defects from moving through the system. Quality is not dependent on inspection or correction. It is the result of consistent execution.
This aligns with the core expectation of the Toyota Production System.
Quality is built into the process through how work is performed. Dantotsu represents full adherence to this expectation, where deviation is addressed immediately and does not accumulate.
Nomura Memo No. 31 established the foundation for this condition.
The memo did not define a target. It defined how work must be performed and how leaders must engage with execution. Through this, the system began to prevent defects rather than manage them.
This alignment extends beyond a single plant.
Toyota operates with consistent expectations for execution across locations. Dantotsu Quality is achieved through adherence to a common system, not through isolated improvement efforts.
Memo No. 31 aligned Brantford with this system.
Jishuken, Standardized Work, Genchi Genbutsu, and Kaizen were applied as part of daily execution. Supplier quality, material flow, training, and leadership behavior were integrated within this structure.
The memo initiated the trajectory toward Dantotsu.
The shift moved from managing results to controlling execution. Capability developed through direct engagement with the work, and standards evolved through continuous refinement.
The legacy of Nomura Memo No. 31 is the system it established.
Quality is governed, not measured. Defects are not allowed to pass. Leadership maintains control of execution and continuously improves how work is performed.
This is the condition required to achieve Dantotsu Quality.
Closing: Transformation Begins Where Work Is Controlled
Most systems attempt to improve activity. Initiatives are introduced, training expands, and metrics are reviewed more frequently while the conditions of work remain unchanged.
In this structure, effort increases but execution does not change, and improvement cannot be sustained.
The Toyota Production System takes a different approach by governing how work is performed.
Execution is controlled at the point of work, where problems are identified and addressed as they occur. This creates stability in how work is carried out and prevents variation from accumulating within the system.
As a result, Quality improves because defects are prevented, flow stabilizes through consistent execution, and safety improves as abnormal conditions are addressed immediately. Results follow from how the work is performed.
Sustainable transformation begins at this point.
It does not begin with awareness or increased activity. It begins when execution is consistently maintained and improved as part of daily work. Without this control, improvement remains temporary. With it, the system becomes capable of continuous refinement.
Nomura Memo No. 31 represents the first enforced step in establishing this approach at Toyota BT Raymond. It required changes in how work was observed, performed, and improved, shifting the organization from managing results to governing execution.
Transformation begins where work is controlled, and everything that follows depends on that condition.





