Lean TPS Basic Thinking on abnormality, Standardized Work, and Stop Call Wait response
Abnormality in Lean TPS defines the starting point of control at the point of execution. It establishes where control begins and where leadership is required to act. Without abnormality, there is no trigger for response, no basis for learning, and no mechanism to protect Quality at the point of work.
In most environments, abnormality is treated as an interruption to work. It is seen as an inconvenience that disrupts flow or reduces output. The common response is to work around it, absorb it, or defer it. This allows execution to continue, but it separates performance from the conditions required to produce Quality. Over time, instability is introduced and managed after the fact rather than prevented at the source.
In Lean TPS, abnormality is not treated as a disruption. Abnormality in Lean TPS is a signal. It indicates that execution has moved outside the defined condition required to produce Quality. This signal is not optional and it is not subject to interpretation. It represents a clear condition where the system has deviated and must be restored before work can continue.
This distinction separates Lean TPS from most improvement approaches. Many systems review results, analyze trends, and implement corrective actions after performance has already occurred. Lean TPS is structured so that problems cannot continue without being exposed and acted upon in real time. Execution and control occur at the point of work.
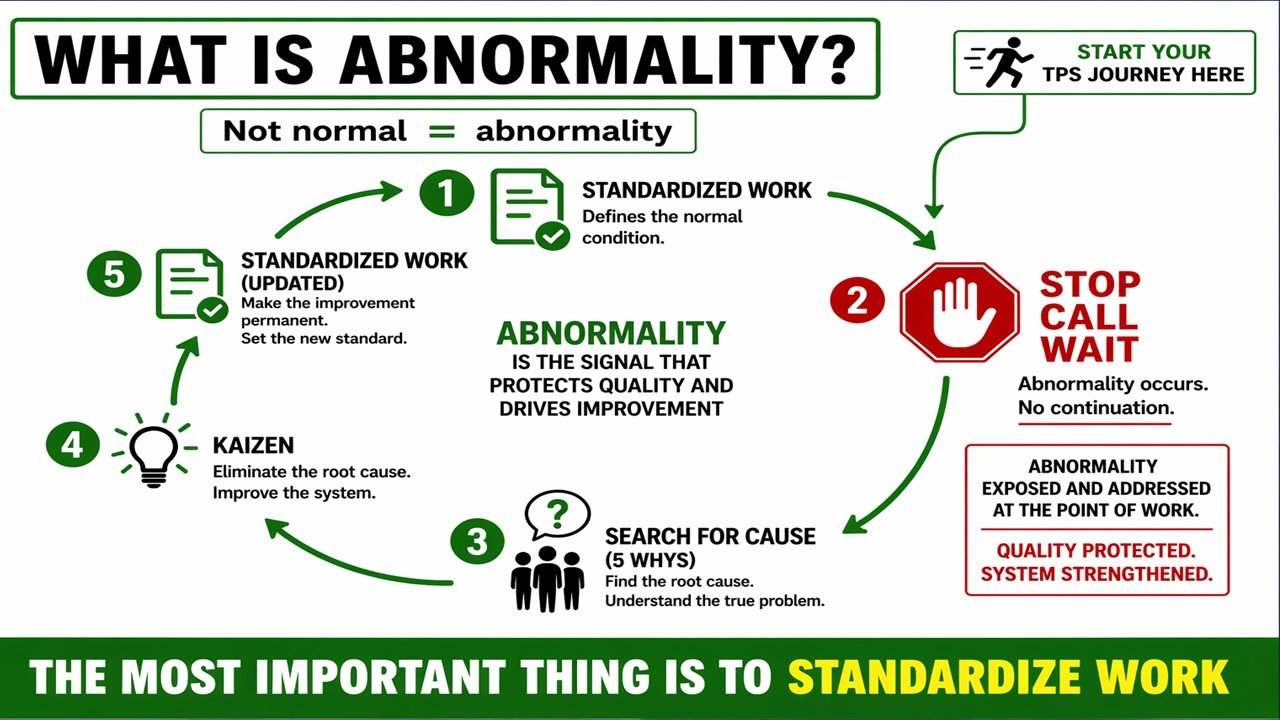
The phrase “Not normal equals abnormality” defines this condition. It is not a slogan or a training message. It is a governing rule. It establishes a binary state at the point of work. Either the condition defined by Standardized Work is met, or it is not. There is no partial compliance and no acceptable deviation.
Normal condition is defined as execution that matches Standardized Work.
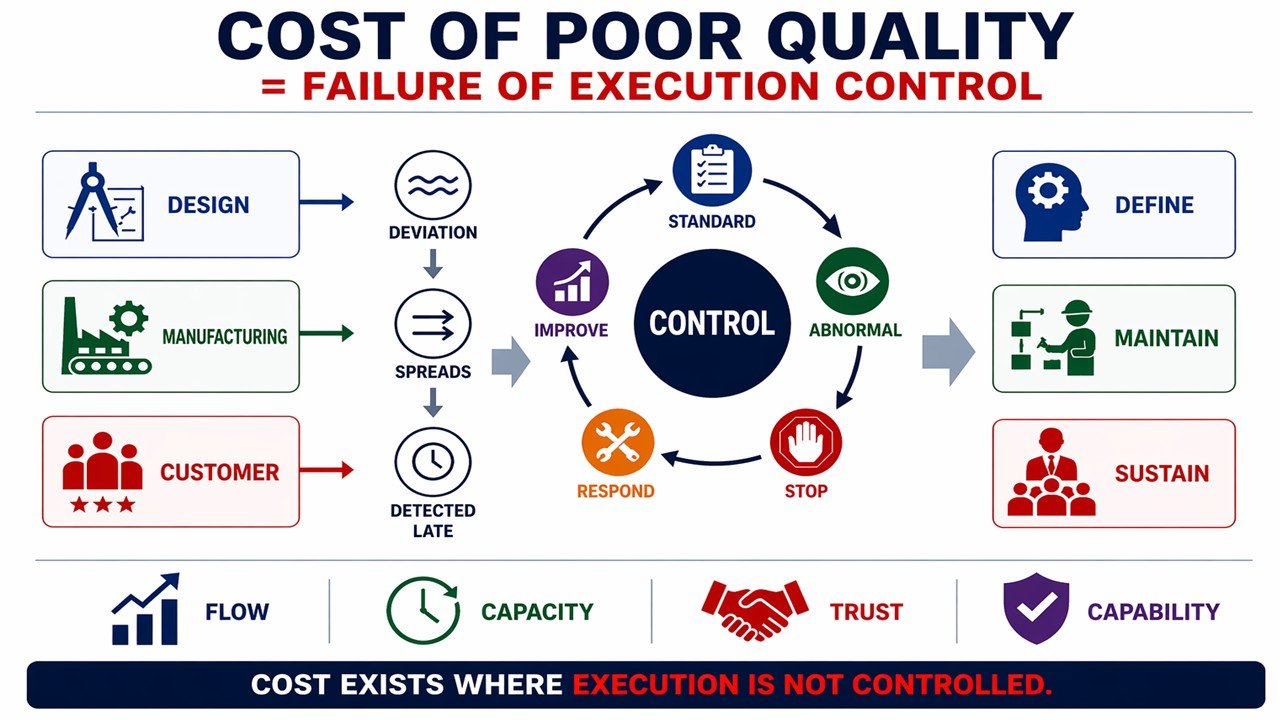
If the normal condition is not clearly defined, abnormality cannot be detected. If abnormality cannot be detected, Quality cannot be controlled. When Quality is not controlled at the point of execution, it is managed through inspection, rework, and correction after the fact. These activities compensate for the absence of control within the process.
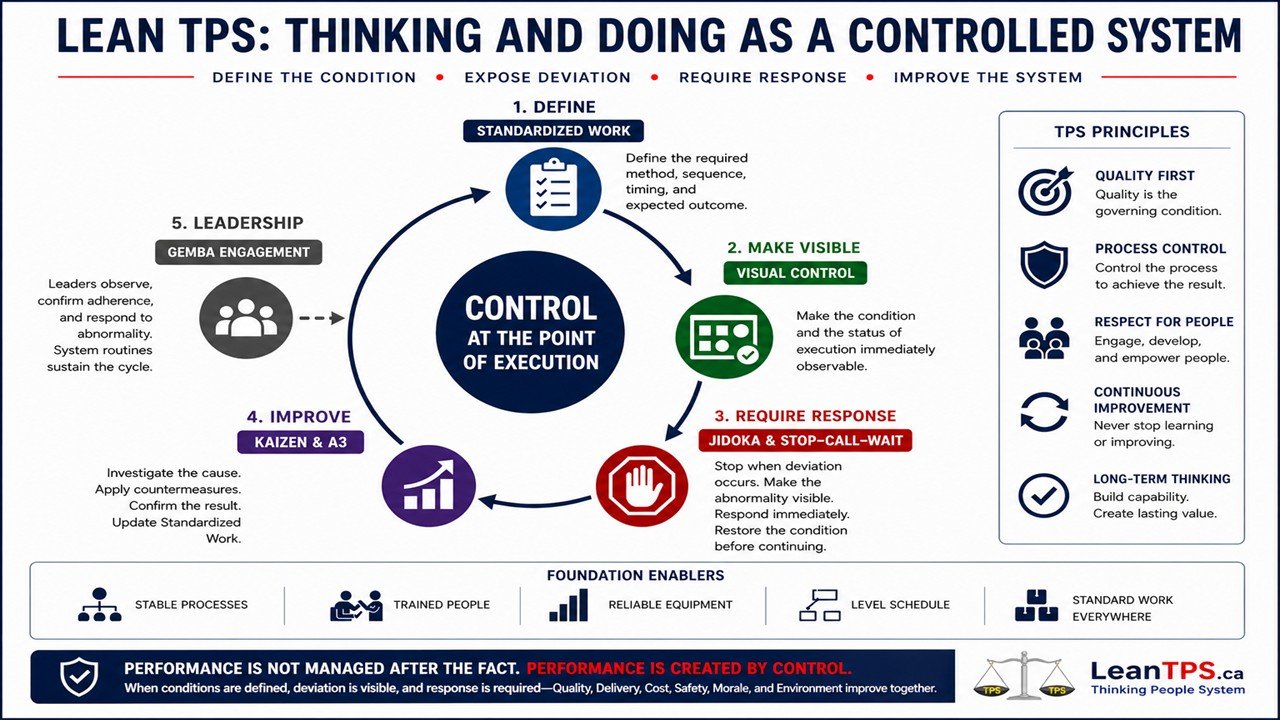
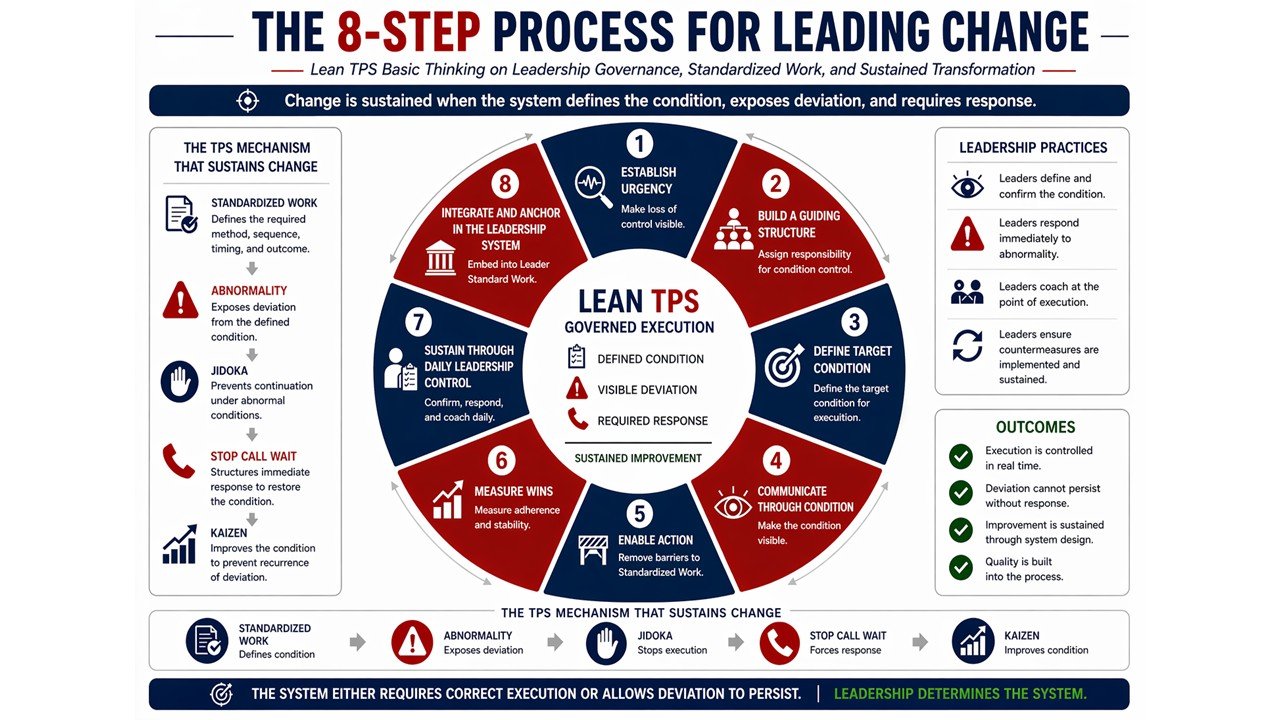
Lean TPS establishes a different condition. It defines the normal state through Standardized Work, makes deviation visible through visual control, and requires immediate response through Jidoka and Stop Call Wait. No continuation under abnormal conditions is permitted. Abnormality in Lean TPS is exposed, contained, and addressed as it occurs.
The purpose of this article is to define abnormality in Lean TPS as a controlled condition. It explains how Standardized Work establishes normal, how Jidoka enforces stopping, and how Stop Call Wait creates a disciplined response that protects Quality and develops capability. Through this structure, abnormality in Lean TPS connects execution, control, and continuous improvement into a single operating system.
Defining Abnormality
An abnormality is any deviation from a defined standard. This definition establishes the condition required to control execution and protect Quality at the point of work.
Most organizations operate with incomplete or informal standards. Work is described, but not precisely defined in terms of sequence, timing, and expected outcome. Under these conditions, variation is tolerated as long as output appears acceptable. Abnormality becomes subjective and depends on individual judgment, prior experience, or local tolerance. This prevents consistent detection and delays response, allowing instability to develop within the process.
Lean TPS removes this subjectivity by defining the condition for execution. The method is specified, the sequence is fixed, and timing is aligned to takt. Execution is required to match this condition. Any deviation is an abnormality. This definition does not depend on interpretation and does not allow variation based on preference or convenience.
This establishes a binary condition at the point of work. The defined condition is either met or not met. There is no middle ground and no acceptable range of deviation. This clarity enables real time control of Quality because abnormality can be detected immediately and response can be initiated without delay. When the condition is not clearly defined, abnormality becomes a matter of opinion and response becomes inconsistent.
Abnormality appears in multiple forms during execution. A step performed out of sequence breaks the defined method. Timing that deviates from takt disrupts flow and balance. A missing or misplaced tool forces adjustment and introduces variation. Material not in the correct condition affects the ability to execute the method. A defect indicates that process conditions were not maintained. Incomplete or incorrect information prevents proper execution. Each condition represents a departure from the defined standard required to produce Quality.
Abnormality is not defined by outcome alone. It is defined by deviation from the method that produces the outcome. An acceptable result produced outside the defined method is not a controlled condition. It is hidden variation that will produce failure.
Lean TPS shifts the focus from inspection of results to control of execution. By defining abnormality as deviation from the standard, Quality is governed at the point of work rather than evaluated after the fact.
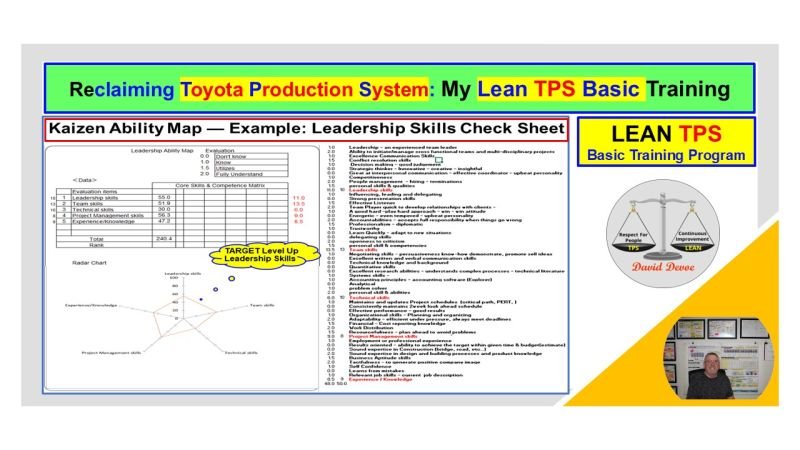
Standardized Work as the Condition for Normal
Standardized Work defines what normal is. It establishes the condition that must exist for work to produce Quality consistently. Without Standardized Work, there is no baseline for comparison. Without a baseline, abnormality cannot be defined, detected, or acted upon. Control of execution is not possible.
Standardized Work establishes three required elements. It defines the exact sequence of steps necessary to complete the task. It specifies the timing of those steps in relation to takt time, aligning execution with demand. It defines the expected outcome, including the condition of the product and the criteria for Quality. These elements are not guidelines. They are conditions that must be met.
These conditions define how work must be performed to produce Quality. When Standardized Work is followed, execution is stable because variation is removed at the source. When it is not followed, abnormality is introduced immediately because the defined condition has been broken. This relationship does not depend on whether the final output appears acceptable.
Standardized Work is not documentation for reference or training. It is the operating condition of the system. It governs execution in real time and establishes the basis for control. Because the method is defined, any deviation is immediately detectable at the point of work.
This enables immediate detection because the expected condition is known. It ensures consistent execution across operators because the method does not vary by individual preference. It allows performance to be measured at the task level because timing and sequence are defined. It links the method directly to Quality because the outcome is produced through a controlled process.
Without Standardized Work, variation is absorbed by the system. Operators adjust to maintain output. Workarounds develop to compensate for missing conditions. These adjustments become accepted practice even though they are not defined. Performance may appear stable, but the underlying conditions are deteriorating.
This creates hidden abnormality. Deviation exists but is not visible and does not trigger response. Hidden abnormality allows defects, delays, and inefficiencies to accumulate without detection. When these conditions surface, they appear as isolated problems rather than the result of sustained loss of control.
Lean TPS eliminates hidden abnormality by defining work precisely and making deviation visible. Standardized Work establishes the condition, and visibility ensures that any departure from that condition is immediately recognized and addressed.
Visibility of Abnormality
Abnormality must be visible at the point of occurrence. Detection cannot depend on reporting, review, or inspection after the work is completed. When identification is delayed, response is delayed. When response is delayed, the abnormal condition continues and propagates through the system. This produces defects, rework, and instability that must be managed after the fact rather than prevented at the source.
Lean TPS establishes visibility as a control requirement. Abnormality is not discovered later. It is seen immediately, at the moment it occurs, by both the operator and the leader responsible for the process. This is achieved through visual control embedded directly into the work environment.
Visual control defines the expected condition and makes deviation obvious. Work areas are clearly defined so that location and boundaries are known. Tools and materials have fixed locations so absence or displacement is immediately apparent. Visual indicators distinguish correct from incorrect conditions without interpretation. Real time signals activate when deviation occurs so abnormality cannot remain hidden within the process.
The purpose of these controls is not communication. The purpose is control of execution. The condition of the work is evident without explanation. When an operator performs a task, the expected condition is visible and any deviation is immediately recognized. When a leader observes the process, abnormality can be identified without discussion or analysis.
This removes dependence on explanation, reporting, or interpretation. The system itself communicates the condition through its design. If the condition matches the standard, the process proceeds. If it does not, the abnormality is evident and requires response.
When abnormality is visible, response occurs in real time. The system can contain the condition, protect Quality, and restore stability before additional work is completed. When abnormality is not visible, response depends on detection after the fact, allowing deviation to accumulate and spread.
Quality cannot be governed after the fact. It must be controlled at the point of execution. Visibility of abnormality makes that control possible.
Jidoka and the Requirement to Stop
Jidoka establishes the rule that work does not continue under abnormal conditions. It is the enforcement mechanism that prevents deviation from being absorbed by the system and ensures that standards are maintained in real time. Without enforcement, standards degrade because execution continues despite deviation, and problems are passed downstream where they become more difficult and more costly to correct.
Jidoka requires that execution stops when an abnormality occurs. This requirement is not optional and it is not dependent on individual judgment. It is a system condition that defines how work must proceed. When the defined standard is not met, continuation is not permitted until the condition is restored. No continuation under abnormal conditions is allowed.
Stopping serves two purposes. It contains the abnormality at the point of occurrence and prevents defects or variation from moving forward in the process. It also creates a point of focus for response by forcing immediate attention on the condition that has deviated. Containment protects the product. Focus protects the process. Both are required to maintain control.
Most systems are designed to avoid stopping. Output is prioritized, and continuity of production is treated as the primary objective. Under these conditions, abnormality is managed through rework, inspection, or correction after the fact. These actions allow production to continue, but they separate execution from control and introduce additional waste into the system.
Lean TPS establishes a different priority. Quality is protected at the point of execution, and continuation is permitted only when the defined condition is met. This requires the willingness to stop when abnormality occurs and the discipline to restore the condition before resuming work.
Stopping enforces this priority. It ensures that standards are maintained, that abnormality is addressed immediately, and that Quality is built into the process rather than inspected after it is produced.
Stop Call Wait as a Structured Response
Stop Call Wait defines how the system responds to abnormality. It establishes a required sequence of actions that must occur when deviation from the standard is detected. This sequence is not guidance and it is not dependent on judgment. It is a defined operating condition that ensures abnormality is contained, understood, and corrected before work continues.
The first action is Stop. Execution is halted immediately when an abnormality occurs. The purpose of stopping is to contain the condition at the point of occurrence. No further work proceeds under that condition because continuation would allow the abnormality to propagate and compromise Quality. Stopping prevents additional variation and establishes control.
The second action is Call. Support is requested to respond to the abnormal condition. This support may be a team leader, supervisor, or specialist depending on the structure of the system. The purpose is to bring the required capability to the point of abnormality. Response is not isolated to the individual performing the work. It is a system responsibility that requires leadership engagement.
The third action is Wait. Work does not resume until the condition is understood and a countermeasure has been applied. Waiting enforces discipline. It prevents temporary fixes that allow continuation without restoring the condition. If execution resumes without restoring the condition, the system remains unstable and the abnormality will recur.
This sequence creates a real time control loop. Abnormality is detected at the point of execution. Work is stopped to contain the condition. Support is engaged. Understanding is developed through analysis. A countermeasure is applied. Execution resumes only after the condition is restored.
This is how Quality is built into the process rather than inspected after the fact. The system does not rely on detection of defects after production. It prevents defects by enforcing control during execution.
Stop Call Wait also establishes the mechanism for learning. Each abnormality becomes a defined event that requires investigation and response. Operators and leaders develop capability by engaging directly with the condition, understanding its cause, and implementing countermeasures. Over time, this cycle strengthens both the process and the people responsible for maintaining it.
Through this structure, abnormality is not only contained. It is converted into knowledge that improves the system.
Abnormality and Muda
Every abnormality is connected to waste. In Lean TPS, waste is not defined only as inefficiency or lost time. It is defined as any activity that does not contribute to producing Quality under defined conditions. This definition ties waste directly to execution and makes it visible through deviation from the standard.
The common categories of waste include overproduction, waiting, transportation, overprocessing, excess inventory, motion, and defects. These categories represent specific conditions that appear when the process is not operating within the defined standard required to produce Quality.
Abnormality exposes these conditions at the point of work. When execution deviates from the standard, the form of that deviation indicates the type of waste present in the system. Waiting indicates imbalance, missing material, or failure to synchronize processes. Motion indicates poor layout, unclear organization, or lack of defined locations for tools and materials. Defects indicate that process conditions required to produce Quality have not been maintained.
Each abnormality provides direct evidence of where the system is not operating as defined. The purpose of identifying abnormality is not limited to restoring the condition so work can continue. Restoration addresses the immediate impact, but it does not prevent recurrence.
The purpose is to understand why the condition failed. Abnormality is the entry point for analysis because it provides observable evidence of deviation from the defined standard. By examining the abnormal condition, the system identifies the underlying factors that allowed waste to occur.
This is where analysis begins.
Root Cause Through 5 Whys
The 5 Whys method is used to trace abnormality to its source. It is not a tool for explanation or justification. It is a structured method for understanding cause and effect within the system. Its purpose is to move from the visible symptom to the condition that allowed the abnormality to occur.
Each successive question moves the investigation deeper into the system. The first response describes what happened. Subsequent questions examine why it happened, progressing from the immediate event to the conditions that made the event possible. This progression is required because the first identified cause is rarely the true source of the problem.
The objective of the 5 Whys method is not to assign blame. It is to identify the system condition that failed to prevent the abnormality. When focus remains on individual performance, corrective actions address behavior rather than the conditions that govern behavior. This results in repeated occurrence of the same abnormality under different circumstances.
The progression begins with the observed deviation and continues through the conditions that contributed to it. The investigation starts by asking why the defect or deviation occurred. It then examines why the step was performed incorrectly, why the defined method was not followed, why the standard was unclear or unavailable, and why the process was not designed to prevent that deviation. Each step moves the analysis from the point of occurrence to the structure of the system.
This progression shifts focus from individual performance to system design. Individuals operate within the conditions provided by the system. If an abnormality occurs, the system allowed that condition to exist. Responsibility is defined by how the system is designed and governed.
Lean TPS treats abnormality as a system condition. The 5 Whys method links observable deviation to the structure that produced it. This approach develops understanding of how the system operates and where it must be improved.
Sustained improvement depends on this level of understanding. When root causes are identified at the system level, countermeasures can be designed to prevent recurrence. When analysis stops at the symptom level, improvement remains temporary and the system continues to produce the same forms of abnormality.
Kaizen as the Response to Abnormality
Kaizen is the structured response to what is learned from abnormality. It is not separate from work and it is not an isolated event. It continues the response that begins with Stop Call Wait by converting what is learned into a defined improvement within the system.
Once the cause of the abnormality is understood, a countermeasure is developed and tested. The countermeasure is designed to eliminate the condition that allowed the abnormality to occur. It is not selected based on preference or convenience. The focus is on restoring and strengthening the process so the same deviation cannot recur under the same conditions.
Kaizen may require changes to the sequence of work to remove variation or improve flow. It may require adjustment to timing to align execution with takt. Tools or equipment may be modified to support the defined method and reduce the opportunity for deviation. Visual controls may be improved so the condition of the work is clear and maintainable. In some cases, the standard must be redefined to reflect a better method that has been proven through testing.
The objective of Kaizen is to eliminate the condition that created the abnormality. When this is achieved, the process becomes more stable and more capable of producing Quality consistently.
Kaizen results in a new standard. This step is required to sustain improvement. If the standard is not updated, the system will return to the previous condition because there is no defined requirement to maintain the improved method. Without standardization, improvement remains temporary and dependent on individual effort.
Standardization and Kaizen operate as a closed loop. The standard defines the condition for execution. Abnormality exposes deviation from that condition. Analysis identifies the cause of the deviation. Kaizen establishes a method that removes the cause. The improved method becomes the new standard.
This cycle is continuous. Each iteration strengthens the process, reduces variation, and increases capability. Over time, the system improves and the organization develops the ability to detect, understand, and respond to abnormality.
Leadership Responsibility in Abnormality
Abnormality defines the role of leadership within Lean TPS. It establishes where leaders act and what they are responsible for controlling. Leadership is not positioned outside the process to review results after the fact. It operates at the point of execution, where abnormality occurs and where Quality must be protected.
In many systems, leadership activity is structured around reviewing performance after results are produced. Metrics are analyzed, trends are discussed, and actions are assigned based on outcomes. This separates leadership from the conditions that produced those outcomes. Response is delayed and control is applied after variation has already entered the system.
Lean TPS establishes a different requirement. Leadership operates at the point of abnormality. When deviation from the standard occurs, leadership responds immediately to contain the condition, restore the defined state, and ensure that the cause is understood. Responsibility is tied directly to execution, not retrospective analysis.
Leadership responsibilities are defined by the system. Leaders ensure that Standardized Work is established, accurate, and maintained so the condition for normal execution is clear. They confirm that abnormality is visible at the point of work so detection does not depend on interpretation. When abnormality occurs, they respond without delay and provide the support required to contain and address the condition. They participate in analysis to identify the root cause and ensure understanding is developed at the system level. They ensure that countermeasures are implemented and sustained through updated standards.
Leadership is embedded within execution. Abnormality creates a required response. This removes discretion and defines response as a condition of the system.
If abnormality occurs and no response follows, the system is not functioning as designed. Standards may exist and processes may appear stable, but without response there is no control.
Standards define the condition. Control is created through consistent, immediate response to abnormality.
Quality as a Governed Condition
Quality in Lean TPS is not an outcome measured after production. It is a condition maintained during execution. This defines how the system is designed and how work is performed. Quality is controlled at every step of the process.
Abnormality is the mechanism that enables this control. When deviation from the defined standard is detected and addressed immediately, the process is prevented from operating outside the conditions required to produce Quality. Defects are prevented rather than identified and corrected later.
When Quality is governed at the point of execution, the system does not rely on compensating activities. Inspection is reduced because defects are not allowed to pass forward. Rework is reduced because conditions that create defects are addressed immediately. Sorting is unnecessary because variation is contained at the source. Post process correction is minimized because the process is maintained within its defined condition.
These activities do not create Quality. They exist because control is not maintained and execution is allowed to continue under abnormal conditions. Lean TPS removes the need for compensation by governing execution directly.
This requires discipline. Work stops when abnormality occurs. Work does not resume until the condition is restored. Leadership responds immediately and consistently. Deviation is not ignored and not deferred.
Without these conditions, Quality becomes reactive. It is measured, reported, and corrected after it has been compromised. Lean TPS establishes a controlled condition where Quality is maintained in real time through defined standards, visible abnormality, enforced response, and disciplined execution.
Stability and Learning
Abnormality serves two functions within Lean TPS. It protects stability and it drives learning. These functions define why abnormality must be detected, contained, and addressed in a structured manner. They are directly connected through how the system responds to deviation.
Stability is maintained by stopping and restoring the defined condition when abnormality occurs. When execution is halted and the process is returned to its required state, variation is contained and prevented from spreading. This protects the ability to produce Quality consistently and prevents drift from the defined condition.
Learning occurs through analysis and Kaizen. Once the abnormal condition is contained, the system examines why it occurred and identifies the underlying cause. Countermeasures are developed and implemented to eliminate that cause. Each abnormality becomes a source of knowledge that improves the system.
These functions are inseparable. If abnormality is ignored, stability is lost because deviation continues. Learning does not occur because the condition is not examined. If abnormality is addressed only to restore flow without understanding the cause, stability may return temporarily, but the condition remains. The abnormality will recur.
Lean TPS requires both stability and learning. Each abnormality is used to restore the process and strengthen it. This dual response prevents recurrence and improves capability.
Each abnormality is an opportunity to strengthen the system. Over time, consistent response reduces variation, improves process capability, and increases confidence in execution. The system becomes more stable because conditions are maintained and more capable because it learns from deviation.
The System Perspective
Abnormality must be understood at the system level. Events observed at the point of work are not isolated. They are symptoms of conditions created by the design and governance of the process. Treating abnormality as a single event limits the response to containment. Treating it as a system condition enables prevention.
Recurring abnormality indicates that the system is not designed to maintain the required condition for execution. When the same deviation appears repeatedly, the process allows it. The issue is not repetition. The issue is the absence of conditions that prevent it.
These conditions are structural. Demand may exceed defined capacity, forcing work outside limits. Standardized Work may be inadequate, unclear, or not maintained, removing the baseline for control. Visual control may be insufficient, preventing immediate detection. Leadership response may be inconsistent or delayed, allowing abnormality to persist. Training may be incomplete, preventing execution to the defined standard.
These are design gaps. When they exist, abnormality is expected.
Addressing abnormality at the system level prevents recurrence by removing the conditions that allow deviation. This is the objective of Lean TPS. The goal is not repeated response to the same abnormality. The goal is a system where that abnormality cannot occur under normal conditions.
Eliminating individual instances without correcting system conditions creates a cycle of repeated failure. The same issues reappear in different forms and require continuous intervention. This creates activity without control.
Lean TPS breaks this cycle by linking abnormality to system design. Each occurrence is used to test whether the system provides the conditions required to maintain execution within defined limits. When it does not, the system is changed so the condition is restored and sustained.
The Most Important Principle
The most important principle in Lean TPS is Standardized Work. It is not a preference, a best practice, or documentation. It is a requirement that defines the operating condition of the system. Without Standardized Work, execution cannot be controlled and Quality cannot be protected at the point of work.
Standardized Work defines the condition required to produce consistent results. It establishes the method, sequence, timing, and expected outcome. These elements are fixed conditions. They create the baseline against which all execution is measured.
Without Standardized Work, abnormality cannot be defined because normal is not defined. Without a defined condition, deviation cannot be detected because there is no standard for comparison. Without detection, Quality cannot be controlled because variation enters the process without response. Without control, improvement cannot be sustained because there is no stable condition to improve or maintain.
Standardization provides the foundation for Lean TPS. It defines the condition for execution. It enables immediate detection of abnormality because any deviation is visible. It supports response by establishing when action is required. It enables learning by providing a consistent baseline for understanding cause and effect.
All other elements depend on Standardized Work. Jidoka requires a defined condition to enforce stopping. Visual control requires a known standard to make deviation visible. Stop Call Wait requires a clear definition of abnormality to trigger response. Kaizen requires a stable baseline to improve the process and establish a new standard.
Without Standardized Work, these elements do not function as a system. With it, they operate together to create control, protect Quality, and sustain continuous improvement.
Conclusion
Abnormality is not a disruption to be avoided. It is the signal that the system is functioning as designed. It exposes deviation from the defined condition, triggers the required response, and creates the basis for learning within the process.
Lean TPS does not attempt to eliminate abnormality. It establishes a system in which abnormality is immediately visible and cannot be ignored or deferred. Deviation is addressed at the moment it occurs, not managed after it has affected performance.
Through Standardized Work, Jidoka, Stop Call Wait, and Kaizen, execution is governed. Standardized Work defines the condition required to produce Quality. Jidoka enforces the requirement to stop when that condition is not met. Stop Call Wait defines the required response. Kaizen converts each occurrence of abnormality into a permanent improvement to the system.
This defines the difference. Most systems manage results after they occur through inspection, analysis, and corrective action. Lean TPS controls the conditions that produce those results by governing execution in real time.
Abnormality is the mechanism that makes this control possible. It connects execution, response, and learning into a single system that protects Quality and strengthens performance.