Understanding the Cost of Poor Quality as a System-Level Failure of Execution Control
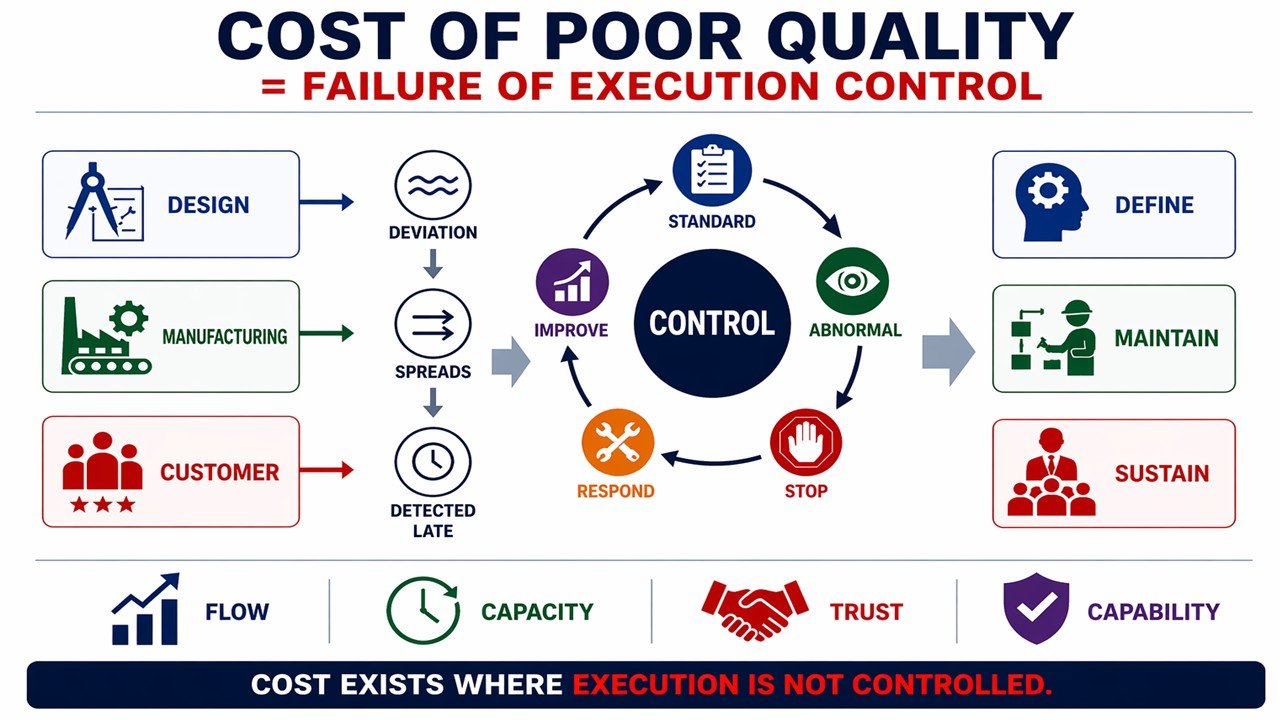
The Cost of Poor Quality in Lean TPS is not an accounting measure. It is the result of execution that is not controlled.
Most organizations measure cost after defects occur. Losses are tracked, categorized, and reported across departments. These measures describe impact, but they do not explain why the cost exists.
The cause is not financial. The cause is execution.
Cost is created when work proceeds outside defined conditions. When deviation is not visible or contained, it moves through the system and accumulates as loss.
These losses do not originate in one function. They appear in design, production, logistics, and customer service, where each area records its portion of the impact. The source remains the same.
Execution continues without control.
This creates fragmentation. The Cost of Poor Quality is measured in parts but created as a system condition. Work continues, output is maintained, and deviation persists across processes.
The system appears stable while the underlying condition remains uncontrolled. Cost remains hidden because execution is not interrupted at the point of deviation.
In Lean TPS, the Cost of Poor Quality is treated as a failure to maintain the conditions required to produce Quality. It is not used to manage performance after failure. It is used to identify where execution is not governed.
The focus shifts from measuring loss to preventing the conditions that create it.
Cost exists where execution is not controlled.
What COPQ Actually Represents
The Cost of Poor Quality is not limited to defects. It represents the total cost created when execution does not operate within defined conditions.
Defects are the visible outcome, but the cost begins earlier. It develops when method, sequence, timing, and expected outcome are not consistently maintained. Each deviation from Standardized Work introduces variation. If that variation is not contained, it moves through the system and accumulates as loss.
These losses do not remain local. They spread across the entire process. In design, they appear as rework, redesign, and repeated validation. In production, they appear as scrap, rework, and instability in flow. In logistics, they appear as delays, excess handling, and corrective movement. At the customer, they appear as warranty, returns, and service intervention.
The cost is not created at a single point. It is carried forward as work continues under abnormal conditions. Execution proceeds, operators adjust, processes compensate, and output is maintained while variation accumulates across functions.
This creates partial visibility. Measurement captures fragments of the cost, but the underlying condition remains unchanged because execution is not controlled at the point of occurrence.
In Lean TPS, the Cost of Poor Quality is treated as a signal of unstable execution. It identifies where work is allowed to proceed outside defined conditions.
Each occurrence indicates that deviation was not visible, not contained, or not corrected at the point of occurrence.
Cost exists because execution is not controlled.
External Failure: Quality Problems in the Market
External failure occurs when defects leave the system and reach the customer. At this point, execution has already produced an incorrect outcome, and that outcome has not been detected or contained within the process.
These costs are visible and are often measured. They include warranty claims, returned products, service and support activity, and the loss of customer confidence. Each instance requires additional resources to correct what should not have occurred.
The impact extends beyond the immediate cost. Time is redirected from normal operations, capacity is consumed by recovery, and trust is reduced, affecting future demand and long-term performance.
In many organizations, these issues are treated as service problems. Response is focused at the customer interface, while the underlying process that produced the defect remains unchanged. The failure is corrected, but the condition that created it persists.
Lean TPS treats these events differently. Customer complaints are not isolated occurrences. They are signals that execution failed to meet the required condition. Each complaint indicates that deviation was not detected, not made visible, or not acted upon before the product reached the customer.
The focus is not on managing the consequence. The focus is on identifying where control was lost within the system and restoring the condition required for correct execution.
External failure represents late detection.
Design Failure: Quality Problems Built Into the System
Design failure occurs when the condition required for execution is not defined before work begins. It represents failure introduced before execution can stabilize.
When specifications are unclear, validation is incomplete, or cross-functional integration is weak, the condition required to produce Quality is not established. Work proceeds without a defined standard, and variation is introduced at the source. That variation is then carried forward into production, where it becomes more difficult and more costly to correct.
These failures appear as engineering changes, redesign cycles, and repeated testing. Each correction consumes time and resources, but the underlying issue remains unchanged because the required execution condition was not defined at the outset.
In many organizations, these activities are accepted as part of development. Iteration becomes normal, and instability is managed through additional effort rather than prevented through clear definition of the required condition.
Lean TPS treats design as the point of prevention. Quality is not verified after development. It is defined as a condition that must be achieved and maintained before execution begins. Method, sequence, timing, and expected outcome are established to ensure that work can proceed without introducing variation.
The objective is not to correct design errors after they occur. The objective is to prevent them by defining the condition required for correct execution before release.
Design failure indicates that the condition required for execution was never defined correctly.
Manufacturing Failure: Instability at Scale
Manufacturing failure is introduced during execution when the defined condition cannot be maintained as work is performed. It reflects a loss of control within the process.
When Standardized Work is not followed, when timing deviates from takt, or when abnormality is not made visible, variation enters the process. In production, this variation does not remain isolated. It is amplified by volume. A single unstable condition can produce repeated defects before detection, increasing both the scale and impact of the failure.
These failures appear as scrap, rework, line stoppages, and the accumulation of the 8 wastes. Materials are consumed, time is lost, and flow is disrupted. Each occurrence reflects execution that has moved outside the defined condition and continued without correction.
In many environments, production continues despite these deviations. Operators adjust to maintain output, and problems are corrected after they occur. Work is completed, but the instability that created the failure remains embedded within the system.
Lean TPS establishes control at the point of execution. Standardized Work defines the required condition, and visual control makes that condition observable. Abnormality is detected as it occurs, and response is required immediately.
Execution does not proceed under a broken condition. When deviation occurs, work is stopped, the condition is restored, and the cause is addressed before continuation.
Manufacturing failure indicates that deviation was allowed to continue.
How COPQ Propagates Through the System
The Cost of Poor Quality does not originate at a single point. It is created through the movement of deviation across the system.
Failure begins when the required execution condition is not defined or not maintained. This may occur in design, where specifications are incomplete, or in execution, where Standardized Work is not followed. At this point, variation is introduced.
If that variation is not contained, it does not remain isolated. It moves with the work.
In design, an incorrect condition is defined and released into production. In production, execution follows that condition or compensates for it. Adjustment becomes necessary to maintain output, introducing further variation.
As work progresses, the deviation is repeated. Volume amplifies the impact. What begins as a single condition becomes multiple defects, rework cycles, and disruptions to flow.
Downstream processes inherit this instability. They compensate through additional effort, increased inspection, or correction. Each step adds cost, but the original condition remains unchanged.
When the product reaches the customer, the failure becomes visible. Warranty, returns, and service activity represent the final stage of propagation. At this point, the cost is measurable, but the source has been obscured by the number of transformations it has passed through.
This movement creates fragmentation. Each function experiences the effect differently and measures it separately. Design records changes. Production records scrap and rework. Service records complaints. The system records cost in parts, while the cause remains singular.
Propagation continues because execution is not stopped at the point of deviation. Work proceeds, variation spreads, and cost accumulates across functions.
The longer deviation is allowed to move through the system, the more difficult it becomes to trace and correct.
COPQ reflects the path of that movement. It shows where deviation entered, where it spread, and where it was finally detected.
Without containment, every process becomes part of the failure.
Why COPQ Remains Hidden
The Cost of Poor Quality remains hidden because work continues under abnormal conditions.
When execution moves outside the defined condition, the process does not stop. Operators compensate to maintain output. Methods are adjusted, sequence is altered, and timing is extended. Work is completed, but the condition required to produce Quality is not maintained.
This continuation masks the problem. Output is preserved, while stability is lost and variation accumulates within the process.
Leaders respond after the fact. Problems are addressed through reports, reviews, and corrective actions once the impact becomes visible. By this point, the cost has already been created and distributed across the system, making the original point of deviation difficult to trace.
Metrics reinforce this pattern. Most systems measure results such as output, cost, and delivery. These indicators reflect the outcome of execution, not the condition under which work was performed. Because deviation at the point of execution is not measured, it is not controlled.
As a result, the system appears to function. Targets may be achieved, and output may be sustained. The underlying instability remains hidden because execution is allowed to continue despite deviation.
Cost accumulates because it is not exposed at the moment it is created. When execution is not interrupted, the condition is not restored, and the same deviation continues to generate loss.
If execution does not stop, cost accumulates.
Lean TPS View: COPQ as a Control Problem
The Cost of Poor Quality is not a visibility problem. It is a control problem.
Cost does not exist because defects are difficult to measure. It exists because execution is allowed to proceed outside defined conditions. When those conditions are not maintained, variation enters the system and is carried forward as loss.
In most systems, COPQ is treated as an outcome. Losses are identified after they occur, categorized, and analyzed. The response is directed toward reducing cost after it has already been created.
Lean TPS shifts the focus from outcome to condition.
Standardized Work defines the condition required for execution. Method, sequence, timing, and expected outcome establish how work must be performed to produce Quality. This condition is not a guideline. It is the requirement for execution.
When execution does not match this condition, abnormality exists. This is not an exception to be managed later. It is a loss of control at the point of occurrence.
Visibility exposes that loss of control. Visual control makes the defined condition observable and allows deviation to be identified immediately. Without this visibility, execution continues without recognition of the problem.
Detection alone is insufficient. Control requires interruption.
When abnormality occurs, execution does not continue under a broken condition. Work is stopped to prevent the propagation of variation. This interruption contains the deviation at its source.
Response restores the condition. The process is returned to its defined state, and the cause of the deviation is addressed before work resumes. This prevents recurrence and strengthens the system.
This sequence defines control.
Execution is defined. Deviation is exposed. Work is stopped. The condition is restored. The cause is corrected.
This control structure is the difference between managing cost and preventing it. Without it, improvement efforts operate within unstable conditions, and cost continues to be created.
When this control loop is not present, COPQ is created. Deviation is allowed to continue, variation spreads across processes, and cost accumulates as defects, rework, delay, and recovery.
COPQ is not the problem. It is the signal that control does not exist.
Each instance of cost identifies a point where execution was not defined, not visible, or not enforced. The objective is not to reduce the measured cost. The objective is to establish control so the cost is not created.
When execution is controlled, cost does not accumulate. When it is not, cost is inevitable.
COPQ exists where control is absent.
Prevention Through Lean TPS
Lean TPS does not rely on inspection to control Quality. It prevents defects by defining and maintaining the conditions required for correct execution.
Inspection occurs after execution has already produced an outcome. It identifies defects, but it does not prevent them. When control depends on inspection, variation is allowed to enter the process and must be managed after it occurs. This increases cost, consumes capacity, and delays correction.
Prevention begins before work is released and continues throughout execution. The objective is not to detect failure. The objective is to eliminate the conditions that allow deviation to occur.
This requires a shift in focus. Quality is not treated as an outcome to be verified. It is treated as a condition that must be defined, made visible, and maintained at all times.
When the required execution condition is not established before work begins, variation is introduced at the source. If that variation is not contained, it spreads across the system and accumulates as cost.
Prevention addresses this at the point of cause. The condition required to produce Quality is defined before execution and reinforced during the work. Deviation is not allowed to continue. It is exposed, contained, and corrected immediately.
This is how cost is removed from the system.
Prevention does not reduce cost after it is created. It eliminates the conditions that create it.
Design: Defining the Condition for Execution
In design, prevention is achieved by defining the condition required for correct execution before work begins. This condition establishes how the product and process must perform under actual operating requirements.
When this definition is incomplete or unclear, variation is introduced at the source. Specifications that lack precision, methods that are not executable, and assumptions that are not validated create instability that cannot be corrected downstream. Once released, this variation is carried into production and amplified.
Poka Yoke is applied at the design stage to eliminate the possibility of error. These mechanisms do not rely on detection or operator awareness. They are built into the product or process to ensure that incorrect conditions cannot occur.
Early validation ensures that the defined condition can be achieved. Specifications, methods, and expected outcomes are tested against actual constraints, including materials, equipment capability, sequence of work, and interaction between functions. If the condition cannot be maintained under these constraints, it must be corrected before release.
Cross-functional alignment is required. Design, production, and support functions must operate to the same defined condition. When alignment is missing, variation is introduced through handoffs, and execution becomes unstable.
The condition required to produce Quality is established before release and verified as executable. Work does not proceed without this definition.
Design prevention ensures that execution begins from a controlled condition rather than attempting to correct instability after it occurs.
Production: Maintaining the Condition in Execution
In production, prevention is achieved through control of execution. Standardized Work defines method, sequence, timing, and expected outcome. This establishes the condition required to produce Quality at the point of work.
Visual control makes this condition observable. The correct state and any deviation from it are visible during execution, not after results are measured. This removes reliance on interpretation and enables immediate recognition of abnormality.
When deviation occurs, it is detected at the moment it is created. The process does not continue under that condition. Response is required at the point of occurrence.
This response is not deferred. The condition is contained, restored, and verified before work resumes. This prevents variation from propagating to downstream processes and avoids the accumulation of defects.
Consistency is achieved through repetition of the defined method. When execution follows Standardized Work, variation is reduced and stability is maintained. When it does not, the deviation is exposed and corrected immediately.
Prevention in production is achieved by maintaining control of execution. Deviation is not managed after the fact. It is prevented from continuing.
Leadership: Sustaining Control of the Condition
Leadership ensures that prevention is sustained. Leaders operate at the point of execution, where the condition of the work can be directly observed and confirmed.
The role of leadership is to verify that the conditions required to produce Quality are defined, visible, and maintained. This is not a periodic review. It is a continuous responsibility tied to how work is performed.
Gemba observation is used to verify execution against the defined condition. Leaders do not rely on reports or summaries. They observe the work directly to determine whether Standardized Work is being followed and whether the process is operating within its required limits.
When abnormality occurs, response is immediate. Deviation is not deferred or managed later. The condition is contained, restored, and verified before execution continues. This response discipline prevents variation from persisting and becoming systemic.
Leadership behavior reinforces the system. Consistent confirmation of conditions and immediate response to deviation establish a pattern that maintains control.
Prevention is sustained through this discipline. Cost is removed before it is created.
Financial Impact Without Financial Framing
In Lean TPS, the impact of improving Quality is not expressed through financial targets or ROI language. It is observed through the performance of the system.
Financial results are not managed directly. They emerge from how effectively the system maintains the conditions required for execution.
When execution is stable, flow is maintained. Throughput increases because work moves according to defined conditions, without interruption or delay caused by variation. The system produces consistently because execution remains within those conditions across processes.
This stability removes the need for expediting, rescheduling, and recovery actions that consume capacity without creating value. Work progresses as intended, and output reflects the true capability of the system.
As rework and correction are reduced, capacity is recovered. Time and resources previously consumed by fixing defects become available for productive work. This increase in available capacity does not require additional effort or investment. It results from eliminating the need for correction.
Capacity recovery is cumulative. When instability is removed at one point, downstream processes no longer compensate for variation. This reduces the load on the entire system and improves overall flow. Execution becomes predictable, and planning becomes reliable because the system operates within defined conditions.
This shift changes how performance is experienced. Instead of managing variability, the organization operates within stability. Throughput reflects actual capability rather than effort applied to overcome disruption.
When defects are prevented, customer experience changes. Fewer issues reach the customer, and performance becomes consistent. Reliability replaces variability, and trust is built through repeated delivery of the expected outcome. This stability reduces the need for service intervention and strengthens long-term demand.
These effects are not driven by cost reduction programs. They result from removing the conditions that create waste. Cost is not reduced through financial control. It is removed through execution control.
Financial improvement follows system performance. Profit increases because resources are no longer consumed by instability, correction, and recovery. The system produces more with the same inputs because it is no longer compensating for failure.
Profit improves because waste is removed, not managed.
COPQ as a Capability System
The Cost of Poor Quality is not a measurement tool. It is a system for developing capability.
When treated only as a financial measure, COPQ captures the result of failure after it occurs. The underlying conditions that created the failure remain unchanged. Loss is recorded, but execution is not improved.
In Lean TPS, COPQ is used to expose where execution is not controlled. Each occurrence identifies a gap between the defined condition and actual execution. This gap is not an outcome to be reported. It is a condition to be corrected.
Problem recognition develops through visibility of abnormality. Deviation is identified at the point of occurrence, where the condition can be observed directly. This eliminates delay between cause and recognition and prevents the loss of context that occurs when issues are reviewed after the fact.
Response discipline is established through required action. When deviation occurs, it is contained and corrected immediately. Work does not continue under a broken condition. This reinforces the expectation that execution must remain within defined limits.
Standardization capability is built through correction of the condition. Each occurrence leads to refinement of Standardized Work, improving clarity, stability, and repeatability. Over time, the system becomes more capable of maintaining control.
Learning is embedded in execution. The organization develops the ability to recognize deviation, respond effectively, and strengthen the defined condition.
Through this process, capability is built within the system. Failure is prevented, not managed.
COPQ develops organizational Quality capability.
COPQ as a System-Level Signal
The Cost of Poor Quality is not only a measure of loss. It is a signal that reveals how the system is operating.
Each occurrence of cost reflects a breakdown in execution control. It indicates that the condition required to produce Quality was not defined, not visible, or not enforced at the point of work.
This signal is often interpreted at the level of outcome. Scrap, rework, warranty, and service activity are measured and addressed as isolated issues. The system responds to each occurrence separately, without recognizing the common cause.
Lean TPS treats these signals differently. COPQ is not used to categorize loss. It is used to identify where control does not exist within the system.
When viewed in this way, patterns become visible. Recurring defects, repeated adjustments, and consistent delays point to specific locations where execution is not maintained. These are not independent problems. They are indicators of the same underlying condition.
The value of COPQ is not in its total. It is in its location.
Where cost occurs identifies where deviation is allowed to continue. Where it repeats identifies where the condition has not been corrected. Where it spreads identifies where execution is not contained.
This shifts the role of measurement. The objective is not to track cost across functions. The objective is to trace each occurrence back to the point where control was lost.
When COPQ is used as a system-level signal, it connects design, production, and customer impact into a single view of execution. It reveals how variation enters, how it propagates, and where it is allowed to persist.
This creates the basis for effective action. Instead of addressing symptoms, the system responds at the point of cause. Conditions are defined, made visible, and enforced where the signal indicates control is missing.
COPQ does not define the problem. It reveals where the system is not operating as required.
When interpreted correctly, it becomes a guide for restoring control.
Closing Position
Most systems measure cost after failure. Losses are tracked, reported, and analyzed once the impact is visible. By that point, execution has already moved outside the required condition, and the cost has been created and distributed across the system.
Lean TPS prevents cost through control. Conditions are defined through Standardized Work, made visible through visual control, and enforced through immediate response to abnormality. Execution does not continue outside these conditions, and deviation is not allowed to persist.
The difference is not in how cost is measured. The difference is in whether the system allows cost to be created.
When execution is not controlled, variation enters, spreads, and accumulates as loss. When conditions are defined, visible, and enforced, that variation is contained before it becomes cost.
The focus is not on measuring loss. The focus is on preventing the conditions that create it.
Cost exists where conditions are not defined, visible, and enforced.





