Lean TPS vs Theory of Constraints: Control Point Determines System Behavior
Lean TPS vs Theory of Constraints determines system behavior through where control is established. It is not a comparison of alternative operating systems, but a distinction in how performance is governed.
Theory of Constraints governs execution after instability is already present.
Lean TPS governs the conditions that determine whether instability enters the system.
These systems operate at different points in the production lifecycle. When treated as interchangeable, organizations implement mechanisms that manage conflict after it forms rather than preventing the conditions that create it.
The difference is not in tools.
The difference is whether instability is restored after occurrence or prevented through control of conditions.
Origins of Theory of Constraints
Theory of Constraints originated in the effort to solve production scheduling and optimization problems in complex manufacturing environments. The early work of Eliyahu M. Goldratt focused on improving throughput in systems where demand had already been committed and work had already been released into production. These environments were not defined by stable conditions. They were defined by accumulated work in process, constrained resources, and conflicting priorities.
The problem being addressed was not how to define executable capacity or govern the release of work into the system. The problem was how to sequence and manage work once those decisions had already resulted in overload. Orders were already present. Due dates were already assigned. Work was already competing for limited capacity at specific resources. Under these conditions, production performance depended on how effectively the system could prioritize, sequence, and protect flow at the point of constraint.
This context led to the development of OPT (Optimized Production Technology), introduced by Eliyahu M. Goldratt as a production planning and scheduling system for overloaded environments. OPT did not define capacity at execution or constrain release at entry. It imposed structure within a system where those conditions were already absent.
It introduced methods for identifying constraints, subordinating non-constraint activity, and improving throughput without requiring immediate redesign of the overall system. This logic was later formalized through Drum Buffer Rope, which established pacing at the constraint, and buffer management, which assigned priority based on time-based protection of due dates. These mechanisms created structure within execution by replacing informal expediting and negotiation with defined sequencing and prioritization rules.
The effectiveness of Theory of Constraints is directly tied to these origins. It introduces discipline into environments where structural limits on release and capacity definition are not in place. It assumes that variability, overload, and conflict already exist and provides a method for managing those conditions so that throughput can be stabilized and due dates can be protected.
Theory of Constraints therefore begins within a system state where instability is already present. It governs execution after work has accumulated and priorities are in conflict. It does not define the conditions under which work should be released into the system. It manages the consequences of those conditions once they have occurred.
Origins of the Toyota Production System
The Toyota Production System did not originate as a response to scheduling or prioritization problems within overloaded systems. It developed through a series of practical inventions and management decisions focused on controlling the conditions under which work is performed.
The starting point was not flow optimization. The starting point was control of abnormality. The automatic loom developed by Sakichi Toyoda introduced the principle that a machine must stop when a defect occurs. This established a fundamental condition: work must not continue when it moves outside defined limits. This principle became the foundation of Jidoka.
This approach carried forward into production. Rather than managing defects after they occurred, the system was developed to define normal conditions and enforce interruption when those conditions were not met. Work was not allowed to continue based on output targets or schedule pressure. Work proceeded only under defined and controlled conditions.
As production systems became more complex, additional mechanisms were developed to govern these conditions. Standardized Work defined the normal method, sequence, and timing required to execute tasks consistently. Capacity was established at the level of execution, not inferred from aggregate measures. This allowed production to be understood in terms of what could be performed repeatedly under stable conditions.
Flow was addressed through control of release rather than through downstream sequencing. Pull systems constrained the introduction of work based on actual consumption, preventing the accumulation of excess work in process. Heijunka governed demand by shaping product mix, volume, and timing to align with executable capacity before work was released into production.
These elements were not developed independently. They formed a coordinated system of governance. Demand was controlled before release. Capacity was defined through Standardized Work. Abnormality was surfaced and contained through Jidoka. Leadership was required to respond when conditions deviated from standard.
The Toyota Production System therefore originated as a system for preventing instability, not for managing it after it appears. Control is established at the point where work enters and is executed, ensuring that overload, variability, and conflict do not accumulate within the system.
The System Conditions That Activate Theory of Constraints
Theory of Constraints does not begin at system design. It begins where execution conditions have already moved outside defined limits.
Demand is committed before capacity is established. Orders are accepted based on forecast, urgency, or commercial pressure rather than on what the system can execute repeatedly and safely. Release decisions are disconnected from actual capability. Work is introduced without a defined condition that ties volume, mix, and timing to Standardized Work.
As a result, work in process accumulates. Queues form between operations. Flow fragments as each process receives more work than it can complete within its cycle. Lead times extend and become unpredictable as waiting time increases nonlinearly with utilization.
Priority conflict follows. When multiple orders compete for constrained capacity, sequencing becomes a decision problem rather than a defined condition. Expediting emerges to protect due dates. Priority lists multiply. Management attention shifts from governing system conditions to deciding what should run next.
Execution is no longer governed by structure. It is governed by intervention. Operators adjust to cope with overload. Workarounds replace defined methods. Variation increases at the task level as local decisions are made to keep production moving. Metrics may remain stable for a period as compensation absorbs the condition, but the system is already operating outside Standardized Work.
These conditions are not incidental. They are required for Theory of Constraints to become relevant. Theory of Constraints assumes that demand has already been committed, work has already been released, and instability is already present in the system. Its mechanisms manage these conditions. They do not prevent them.
Theory of Constraints therefore begins where governance has already been lost. The system is overloaded, priorities are in conflict, and control must be re-established within execution.
What Theory of Constraints Controls
Theory of Constraints introduces control within execution once instability is already present in the system. It does not redesign the conditions that created overload. It imposes discipline on how work is sequenced, protected, and completed within those conditions.
Drum Buffer Rope establishes pacing at the constraint. The constraint defines the effective output of the system, and all upstream and downstream activity is subordinated to that rate. Release is regulated relative to the constraint, not to total system capacity. This synchronizes flow and prevents further accumulation at the constraint, even when upstream conditions remain ungoverned.
Buffer management assigns priority within the existing load. Time buffers protect due dates and absorb variability that has already entered the system. Orders are managed based on buffer status rather than informal expediting or negotiation. Reactive decision-making is replaced with defined prioritization.
Through these controls, throughput stabilizes. Work progresses in a more predictable sequence, and constraint utilization improves as interruptions and conflicts are reduced at the point of execution. Due date performance improves as variability is absorbed within buffers rather than propagated through the system.
These outcomes are real and repeatable. Theory of Constraints is effective because it introduces structure where structural limits on release, capacity definition, and execution conditions are not in place. It organizes work within an overloaded system and reduces the impact of conflict once it exists.
The scope of this control is bounded. Theory of Constraints governs flow and priority within the load that has already been admitted. It does not govern the conditions that determine how that load entered the system.
The Boundary of Theory of Constraints
The effectiveness of Theory of Constraints is defined by its scope. That scope begins after instability is present in the system and ends where flow and priority are stabilized within that condition. The boundaries of the system become clear when the conditions it does not govern are examined directly.
Theory of Constraints does not define Standardized Work. It does not establish the normal method, sequence, or timing required to execute work consistently. Without Standardized Work, executable capacity is not defined at the level of the task. Capacity is treated as a constraint to be managed rather than a condition to be established and maintained.
It does not establish executable capacity. The system assumes capacity limitations exist but does not define what can be performed repeatedly under controlled conditions. Release decisions are therefore not tied to a defined capability at the point of execution.
It does not constrain release at entry. Work is already committed and released before control is applied. Drum Buffer Rope regulates flow relative to the constraint, but it does not govern the initial decision to introduce work based on defined capacity.
It does not enforce stop conditions. There is no mechanism that requires interruption when work moves outside a defined normal condition. Variability is absorbed within buffers rather than surfaced immediately as a signal requiring response.
It does not assign leadership obligation at the point of abnormality. Control is maintained through prioritization and monitoring rather than through required response to deviation from standard. Management attention is directed toward maintaining flow and protecting throughput rather than restoring defined conditions at the point of occurrence.
These boundaries define the role of Theory of Constraints. It manages conflict after it exists. It stabilizes flow within an overloaded system. It does not remove the conditions that create conflict, and it does not govern the system at the point where those conditions are introduced.
Lean TPS as Preventive Governance
Lean TPS establishes control before execution begins by governing the conditions under which work is introduced, performed, and corrected. It does not rely on downstream prioritization to manage instability. It prevents instability from entering the system through defined and enforced conditions.
Heijunka governs demand before release. Product mix, volume, and timing are constrained to match executable system capability. Demand is not treated as an external input to be absorbed. It is shaped to align with what the system can perform under controlled conditions.
Standardized Work defines capacity. The normal method, sequence, and timing of work are specified so execution is repeatable and observable. Capacity is not theoretical. It is established at the level of the task and verified through direct execution.
Release is constrained to that capacity. Work is introduced only when the conditions defined by Standardized Work can be maintained. This prevents the accumulation of excess work in process and eliminates the need for downstream priority arbitration.
Jidoka enforces interruption at abnormality. When execution deviates from Standardized Work, the process is stopped. The purpose is to prevent continuation under uncontrolled conditions and to surface the point of failure immediately.
Andon requires response. Abnormality is made visible at the moment it occurs, and leadership is obligated to respond. Control is not maintained through monitoring or prioritization. It is maintained through immediate correction of deviation from standard.
Through these mechanisms, Lean TPS prevents overload from entering the system. Work does not accumulate beyond capacity, and execution does not continue under abnormal conditions. Conflict does not need to be managed because the conditions that create conflict are not introduced.
The Control Point Distinction
The distinction between Theory of Constraints and Lean TPS is defined by where control is established in the system.
Theory of Constraints establishes control after accumulation has occurred at the constraint. Work has been committed, released, and has entered the system in excess of what can be executed. Queues have formed. Priorities are in conflict. Control is applied within this condition to sequence work, protect throughput, and stabilize flow at the point of constraint.
Lean TPS establishes control before release. Demand is governed, capacity is defined through Standardized Work, and work is introduced only when those conditions can be maintained. Overload is prevented rather than managed. Execution proceeds within defined limits rather than being corrected after those limits are exceeded.
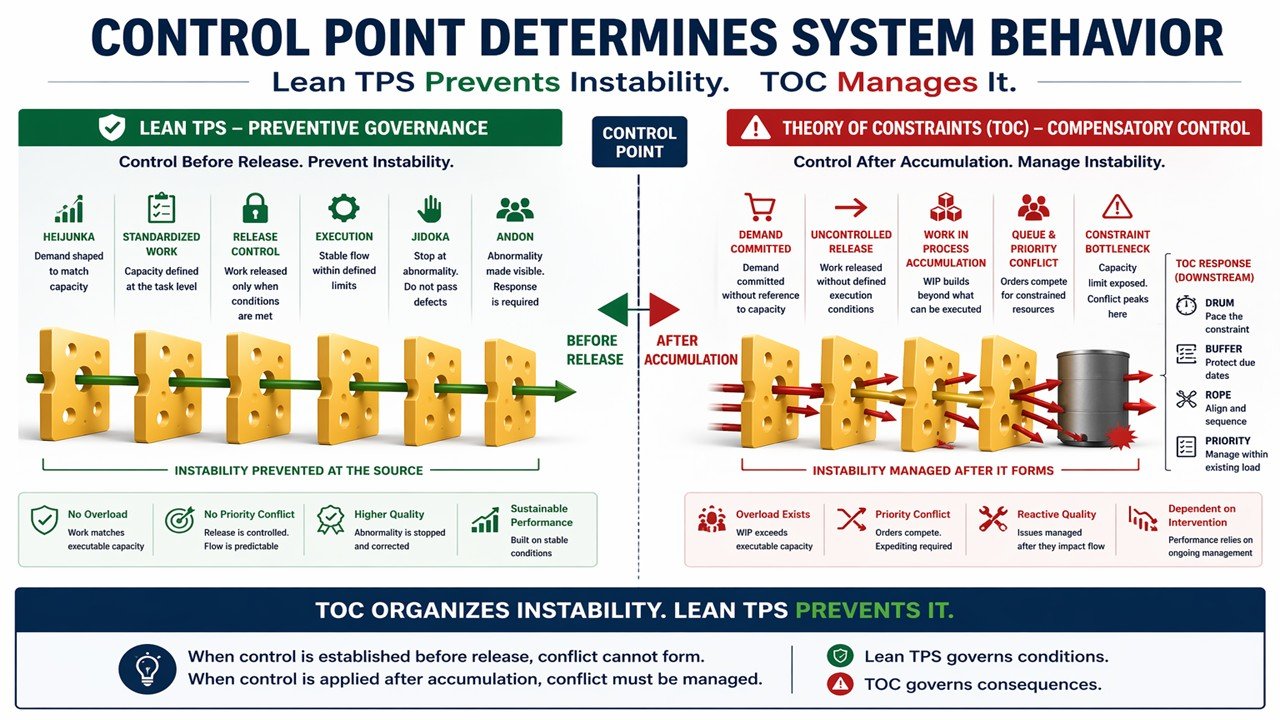
This difference in control point defines the role of each system. Theory of Constraints governs execution after instability is present. Lean TPS governs the conditions that determine whether instability enters the system.
Everything else is secondary. Both systems can appear similar because they address flow, variability, and performance. Both can produce overlapping outcomes under certain conditions. These similarities do not indicate equivalence. They reflect interaction with the same production environment from different points of control.
The roles are not interchangeable. Control applied after overload cannot prevent its formation. Control established before release prevents overload from entering the system.
The Lean TPS Swiss Cheese Model
The Lean TPS Swiss Cheese Model explains how instability forms and propagates through a production system when governance is absent or fragmented. It does not describe isolated failures. It shows how system conditions align across layers to produce conflict at the point of execution.
The upstream layers represent decisions that define the operating environment. Demand governance failure allows product mix, volume, and timing to be committed without reference to executable capacity. Capacity remains undefined because Standardized Work is not established or not enforced. Leadership adapts by accepting conflict as normal. Tradeoffs between cost, throughput, and delivery are treated as operating realities rather than as design failures. These conditions create exposure before work enters the system.
As work is released under these conditions, downstream effects accumulate. Work in process increases beyond what can be executed. Queues form between operations. Priority conflict emerges as orders compete for constrained resources. Expediting becomes necessary to protect selected orders, and management attention shifts to arbitration. The system operates through intervention rather than through defined conditions.
Theory of Constraints operates at this downstream layer. It introduces control after failures have aligned. Drum Buffer Rope establishes pacing at the constraint. Buffer management assigns priority within the accumulated load. These mechanisms reduce the impact of conflict and stabilize throughput, but they do not close the upstream conditions that allowed instability to form.
Lean TPS operates in the upstream layers. Demand is governed through Heijunka. Capacity is defined through Standardized Work. Release is constrained to that capacity. Jidoka enforces interruption when conditions are not met, and Andon requires response. These mechanisms prevent the alignment of failures before they propagate through the system.
The model makes the distinction visible. Theory of Constraints manages the effects of aligned failures at the final layer. Lean TPS prevents those failures from aligning by governing conditions at entry and during execution.
Why Theory of Constraints Appears Equivalent to Lean TPS
Theory of Constraints and Lean TPS are often described as equivalent because both address flow, variability, and delivery performance. In practice, both can level load, stop on error, and improve the movement of work through the system. When viewed only at the level of observable actions, the systems appear similar.
This similarity reflects a shared production environment. Both must respond to variability, capacity limits, and coordination across processes. Under these conditions, similar mechanisms emerge. Work is paced, variation is reduced, and interruption is required when execution deviates from expectation.
The distinction is not in the presence of these actions. The distinction is where they are applied.
In Theory of Constraints, these actions occur after work has been released and has accumulated within the system. Level loading is applied relative to the constraint. Interruption is managed through buffer protection and priority signals. Flow is stabilized within an existing load that exceeds defined capacity.
In Lean TPS, these actions occur before and during execution under defined conditions. Level loading is established through Heijunka before release. Interruption is enforced through Jidoka at the moment abnormality occurs. Flow is created by constraining release to what Standardized Work can sustain.
Similarity in actions does not indicate equivalence in governance. It reflects that both systems engage the same operational challenges from different control points. Theory of Constraints organizes instability after it is present. Lean TPS prevents instability by governing the conditions under which work enters and proceeds through the system.
Integrated View
Theory of Constraints and Lean TPS operate at different points in the system and address different conditions. When these roles are understood, the relationship between the two becomes clear without comparison at the level of tools or methods.
When TPS governance is absent, instability enters the system. Demand is committed without reference to capacity. Work is released without defined execution conditions. Work in process accumulates, and priorities conflict. Under these conditions, Theory of Constraints becomes necessary to impose order. Drum Buffer Rope and buffer management introduce structure within the existing load, stabilize throughput, and improve due date performance.
When TPS governance is present, these conditions do not form. Demand is governed before release. Capacity is defined through Standardized Work. Release is constrained to that capacity. Abnormality is surfaced and addressed immediately through Jidoka and Andon. Work does not accumulate beyond what can be executed, and priorities do not conflict because release is controlled.
Theory of Constraints is effective within unstable systems because it manages the consequences of ungoverned conditions. Lean TPS prevents instability by governing those conditions at entry and during execution.
These roles are not interchangeable. Theory of Constraints restores order after instability appears. Lean TPS prevents instability from entering the system.
Conclusion
Theory of Constraints is not incomplete. It is bounded by the conditions it is designed to address. It governs execution after instability is present and restores order within that state.
Lean TPS does not replace Theory of Constraints. It governs the conditions that determine whether instability enters the system. When those conditions are controlled, the circumstances that require compensatory control do not form.
System performance is determined by where control is established. Control applied after conflict appears can stabilize outcomes but cannot prevent the formation of that conflict. Control established before release governs demand, capacity, and execution so that conflict is not introduced.
Lean TPS vs Theory of Constraints ultimately resolves to where control is established in the system. Quality is sustained only when conditions are governed before execution and enforced at the point of work.
Continuity With the Earlier Articles in This Series
This article extends the Lean TPS vs Theory of Constraints examination developed across LeanTPS.ca by focusing on where control is established and how that control determines system behavior.
Each prior article examined how governance was progressively separated from system behavior as the Toyota Production System was translated into portable improvement routines.
Kata (post-2009) extended the discussion into behavioral discipline. Structured experimentation strengthens adaptive thinking, but does not define operating boundaries. Lean TPS governs those boundaries before execution.
Kata governance analysis:
https://leantps.ca/house-toyota-built-embedded-kata-lean-tps-governance/
Six Sigma (post-1990s) and Lean Six Sigma (post-2010s) examined how certification structures and project hierarchies displaced direct leadership ownership of Quality, producing capability without sustained control of conditions.
Quality governance displacement:
https://leantps.ca/six-sigma-lean-six-sigma-quality-governance/
Kaizen (post-1980s) analyzed how improvement activity became detached from Jishuken, escalation discipline, and leadership obligation, allowing activity to increase while governance weakened.
Kaizen governance separation:
https://leantps.ca/kaizen-post-1980s-how-governance-was-removed-from-the-toyota-production-system/
Jishuken examined how Toyota preserved Quality by requiring direct leadership engagement in system diagnosis, escalation, and correction, and how removal of that obligation disconnects improvement from responsibility.
Jishuken leadership governance:
https://leantps.ca/jishuken/
Operational control was examined in Why Dashboards and Scorecards Cannot Replace Andon in Lean TPS, where visibility without stop authority shifts Quality from controlled condition to reported outcome.
Operational governance failure:
https://leantps.ca/why-dashboards-and-scorecards-cannot-replace-andon-in-lean-tps/
Strategic governance was examined in Lean TPS Disruptive SWOT, where direction without defined operating conditions shifts leadership from obligation to persuasion.
Strategic governance control:
https://leantps.ca/lean-tps-disruptive-swot/
Enterprise architecture was examined in Governance Sequencing in Digital Operations Architecture, where computational precision increases while control of conditions remains undefined.
Digital governance sequencing:
https://leantps.ca/governance-sequencing-digital-operations-architecture/
This pattern is further reinforced in the Danaher Business System analysis, where governance is established as an enterprise architecture anchored in defined operating conditions and leadership obligation.
Danaher governance-first architecture:
https://leantps.ca/danaher-business-system-governance-first-enterprise-architecture/
Across these analyses, a consistent structural pattern emerges.
Governance is replaced by visibility, certification, routine, or computational capability.
Activity increases while control weakens.
The Lean TPS vs Theory of Constraints distinction builds directly on this pattern.
Theory of Constraints manages instability after it forms.
Lean TPS governs the conditions that determine whether instability enters the system.
Quality is sustained only when those conditions are defined, enforced, and maintained before execution.





