1.0 Introduction and System Framing
The Toyota Production System must be understood as a structured progression in the development of system control. It did not originate as a unified theory, nor as a predefined method. It emerged through a sequence of problem-solving efforts, each addressing a specific limitation in how production systems behave, how Quality is achieved, and how performance is sustained over time.
At the center of this progression is a single requirement. Quality must be governed within the system, not inspected after the fact and not dependent on individual effort. This requirement defines the direction of all subsequent development. It shifts the focus from outcomes to conditions, from results to control, and from activity to system design.
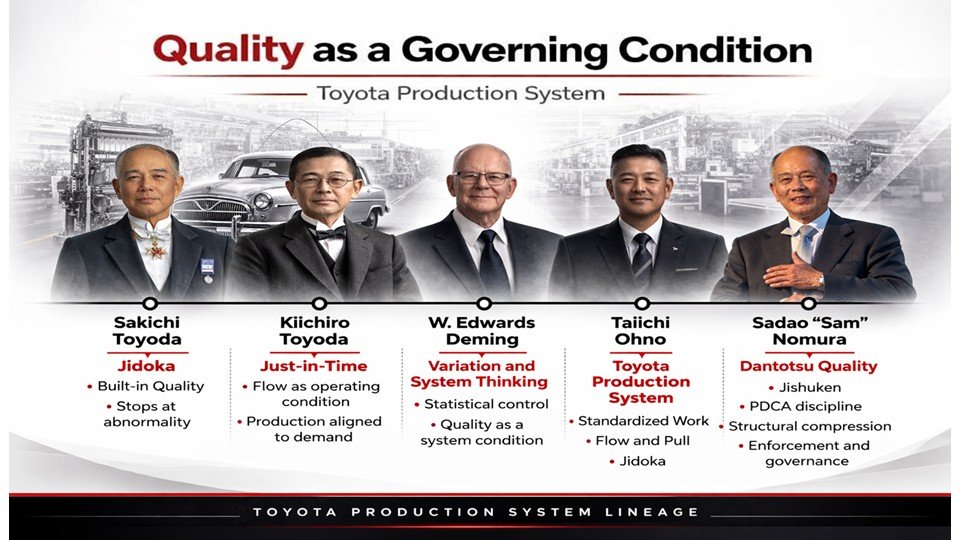
The contributions that form the Toyota Production System are not interchangeable. Each represents a distinct advance in resolving a specific gap. The sequence begins with the establishment of built-in Quality through the principle of stopping at abnormality. It extends to the regulation of flow based on actual demand. It is supported by a theoretical understanding of variation and system behavior. It is then integrated into a coherent production architecture that defines, exposes, and responds to deviation in real time. Finally, it is reinforced through disciplined governance to prevent degradation and sustain performance at a high level.
These contributions must be examined in order. Without this sequence, the system is often misunderstood as a collection of practices rather than a coordinated structure of control mechanisms. Tools are adopted without the conditions required for their function. Improvement activity is pursued without establishing stability. Results are expected without defining the system that produces them.
This paper presents the Toyota Production System as a layered development of system control. Each layer addresses a limitation that the previous layer could not fully resolve. Together, they establish a model in which Quality is not treated as an outcome to be measured, but as a condition to be maintained through the structure and governance of the system.
1.0.1 Sakichi Toyoda
Sakichi Toyoda established the first operational mechanism that made Quality a controlled condition within a production system. His work addressed a fundamental problem in textile manufacturing. When a thread broke on a loom, the machine continued to operate. Defective material was produced continuously until the condition was discovered, often after significant loss had already occurred. Inspection identified the defect, but only after the system had already failed to prevent it.
The solution was not additional supervision or improved inspection. It was a change in the structure of the process itself.
Sakichi Toyoda designed the loom to detect the condition of a broken thread and stop automatically. Production could not continue under abnormal conditions. This introduced a direct relationship between process condition and system behavior. When the condition was normal, production continued. When the condition was abnormal, production stopped.
This mechanism established a clear boundary between normal and abnormal operation. Without this boundary, variation remains embedded within production and defects accumulate unnoticed. With this boundary, abnormality is immediately exposed and cannot remain hidden within the flow of work.
The stop is not a signal. It is an enforced condition.
When the loom stops, the problem must be addressed before production resumes. The system does not permit output to continue while the defect condition exists. This prevents the propagation of defects and shifts attention to the source of the problem at the moment it occurs. Cause and effect remain connected, and the response is directed at the actual condition rather than its downstream impact.
This principle later became known as autonomation, or Jidoka. It represents the first instance of built-in Quality as a system requirement. Quality is no longer dependent on inspection or effort. It is governed by the structure of the process.
Sakichi Toyoda’s contribution defines the foundation of control. Abnormal conditions must be detected, and production must not continue when they occur. Without this mechanism, variation remains embedded within the system, and Quality cannot be governed.
1.0.2 Kiichiro Toyoda
Kiichiro Toyoda extended the foundation established by Sakichi Toyoda by addressing a different but equally critical problem. While Jidoka prevents the continuation of production under abnormal conditions, it does not regulate how production should flow under normal conditions. Without control of flow, even a system capable of stopping at abnormality can accumulate excess inventory, create uneven workloads, and mask instability within its operations.
Kiichiro Toyoda focused on this problem of alignment. Production must correspond to actual demand. When production is driven by forecast, batch logic, or local efficiency targets, the system produces more than is needed, earlier than it is needed, or in a sequence that does not reflect real consumption. This creates overproduction, which in turn generates inventory, delays feedback, and conceals variation within the system.
The response was not to improve scheduling accuracy or increase planning sophistication. It was to redefine the condition under which production is allowed to occur.
This led to the development of Just-in-Time. Production is authorized only in the quantity required, at the time required, and in the sequence required by downstream demand. Work is not pushed based on upstream capability. It is pulled based on downstream consumption. This establishes a regulated flow condition that constrains production rather than accelerating it.
Takt time provides the reference for this regulation. It defines the rate at which the system must produce to meet demand. This rate is not a target for performance improvement. It is a condition that aligns production with customer requirement. When production deviates from this condition, the deviation becomes visible as either delay or overproduction.
By constraining production to actual demand, Just-in-Time exposes imbalance within the system. Delays, capacity mismatches, and instability can no longer be absorbed by inventory. The system is forced to operate within tighter conditions where variation becomes visible and must be addressed.
Kiichiro Toyoda’s contribution establishes flow as a controlled condition. Production is no longer governed by the desire to maximize output. It is governed by the requirement to match demand. This shifts the system from accumulation to synchronization.
Together with Jidoka, Just-in-Time forms the second foundational mechanism of the Toyota Production System. Jidoka defines when production must stop. Just-in-Time defines when production is allowed to occur. Both operate as constraints that prevent the system from producing under uncontrolled conditions.
1.0.3 W. Edwards Deming
W. Edwards Deming did not design a production system. His contribution was to explain how systems behave and why performance cannot be understood or improved through local observation alone. He established that variation exists in all processes and that the majority of that variation is inherent to the system rather than attributable to individual actions. This shifted the focus of responsibility from the worker to the design and management of the system itself.
Deming distinguished between common cause and special cause variation. Common cause variation arises from the structure of the system and is present even when the process is operating as designed. Special cause variation results from identifiable disruptions or changes in conditions. This distinction is critical because it determines the appropriate response. Treating common cause variation as a series of isolated events leads to unnecessary adjustments that increase instability. Failing to address special cause variation allows abnormal conditions to persist. Without this understanding, management actions become inconsistent and often counterproductive.
He further established that performance is the result of interaction within the system. Individual effort cannot compensate for a poorly designed system. When outcomes fall short of expectation, the cause resides in the conditions under which work is performed. This defines management responsibility. Management must design, maintain, and improve the system. Workers operate within that system and cannot be expected to overcome its limitations through effort alone.
Deming’s work also clarified the role of knowledge in improvement. Through the concept of the System of Profound Knowledge, he defined the need to understand systems, variation, theory of knowledge, and psychology. These elements provide the basis for learning and decision-making. They explain why actions taken without understanding often lead to unintended consequences and why improvement efforts frequently fail to produce sustained results.
Despite this, Deming did not define how control is established within daily production. His work explains why systems produce the results they do and where responsibility resides, but it does not specify the operational mechanisms required to define conditions, expose deviation in real time, and enforce response within the flow of work. Organizations can understand variation and still lack the ability to control it.
This defines the limitation.
Deming provides the theoretical foundation for understanding system behavior and management responsibility. He clarifies why instability occurs and why inspection and targets do not produce Quality. However, understanding alone does not create control. It must be translated into a system that governs production conditions.
The Toyota Production System can be understood as that translation.
1.0.4 Taiichi Ohno
Taiichi Ohno transformed the principles established by Sakichi Toyoda and Kiichiro Toyoda into a coherent and executable production system. While Jidoka defines the requirement to stop at abnormality and Just-in-Time defines the condition under which production is permitted, these principles alone do not create a functioning system. They must be integrated into a structure that defines how work is performed, how deviation is recognized, and how response is carried out in real time.
Ohno’s contribution was to establish that structure.
He introduced Standardized Work as the definition of the normal condition. Work is specified in terms of sequence, timing, and expected outcome. This creates a consistent reference against which actual performance can be evaluated. Without this definition, variation cannot be distinguished from normal operation, and abnormality cannot be identified with precision.
He then embedded mechanisms that make deviation visible within the process. Visual control, line stop systems, and signal-based communication ensure that abnormal conditions are not hidden within production. When deviation occurs, it is exposed immediately at the point of occurrence. This preserves the relationship between cause and effect and allows response to be directed at the actual condition rather than its downstream impact.
Ohno also operationalized Just-in-Time through pull systems and takt-based production. Work is released and advanced only in response to downstream demand. This constrains the system and prevents overproduction, which would otherwise conceal instability. By limiting work-in-process and aligning production to a defined rate, the system is forced to reveal imbalance, delay, and inconsistency.
These elements are not independent practices. They function together as a coordinated system.
Standardized Work defines the expected condition. Jidoka exposes abnormality. Just-in-Time regulates flow. Visual control connects information to action. Each element supports the others, creating a structure in which deviation becomes visible and cannot remain unaddressed within the system.
Ohno’s contribution establishes the Toyota Production System as an operational architecture. It translates the principles of built-in Quality and demand-aligned flow into a system that can be executed consistently in daily production. The system does not rely on inspection or supervision to maintain performance. It is designed so that abnormality is revealed and must be addressed as part of normal operation.
This integration marks the transition from principle to system.
1.0.5 Sadao Nomura
Sadao Nomura addressed a limitation that remains even after a production system has been correctly designed and implemented. A system capable of defining conditions, exposing abnormality, and regulating flow can still degrade over time. Standards drift, response weakens, and abnormal conditions are tolerated rather than corrected. The mechanisms remain in place, but their enforcement diminishes. As this occurs, the system gradually returns to instability while appearing to function.
Nomura’s contribution was to establish a method for restoring and sustaining system discipline.
He introduced structured Jishuken as a mechanism for direct, system-level intervention. Jishuken is not a training exercise or an improvement workshop. It is a disciplined evaluation of the production system under actual operating conditions. The purpose is to expose the gap between defined conditions and actual performance, and to force that gap to be addressed through measurable change.
Central to this approach is quantitative exposure. Rather than relying on observation alone, Nomura applied arithmetic analysis to production. Man-hours per unit, station count, and workload distribution are examined to determine whether the system operates within a stable condition. When excess capacity or imbalance is identified, it is not treated as an efficiency opportunity. It is treated as evidence that the system is not properly constrained.
This leads to structural compression.
Capacity is reduced to a level that forces the system to operate within defined conditions. Excess buffers, hidden allowances, and local adjustments are removed. As the system is compressed, instability becomes immediately visible. Problems that were previously absorbed by excess capacity are exposed at the point of occurrence. This creates a condition where deviation can no longer be masked and must be addressed directly.
Nomura’s method also defines a clear leadership requirement. When abnormality is exposed under compressed conditions, response is mandatory. Responsibility is explicit, and action must occur in real time. The system is not allowed to continue while instability remains unresolved. This reinforces the enforcement layer that is required to sustain control.
Through this approach, the concept of Dantotsu Quality emerges. It is not defined as a target or benchmark. It is the condition achieved when the system operates without hidden instability, where deviation is exposed immediately, and where response is consistently enforced. Quality becomes a property of the system rather than an outcome of effort.
Nomura’s contribution completes the progression. Deming explains how systems behave. Toyoda establishes built-in Quality. Kiichiro defines regulated flow. Ohno integrates these elements into a functioning system. Nomura ensures that the system maintains its integrity through disciplined enforcement and structural exposure.
Without this final layer, the system is designed but not sustained.
2.0 Deming Foundation: Understanding How Systems Behave
The contribution of W. Edwards Deming establishes the intellectual foundation for understanding how systems behave, but it does not provide the operational mechanism required to control them. Deming’s work shifts the focus of performance away from the individual and toward the system within which the individual operates. This distinction is fundamental. Performance variation is not primarily the result of effort, motivation, or skill at the individual level. It is the predictable outcome of the conditions defined by the system.
At the center of this understanding is variation. Every process produces variation. Output fluctuates because conditions fluctuate. Materials differ, methods vary, equipment behaves inconsistently, and human actions are influenced by these surrounding conditions. Deming demonstrated that variation is not an anomaly to be removed after the fact. It is an inherent property of any system. The role of management is not to react to variation as if it were an exception. The role of management is to understand, predict, and design the system in a way that stabilizes and controls variation at its source.
This leads directly to the principle of management responsibility. If the system determines performance, then management owns the system. Quality, productivity, and delivery outcomes are not delegated to the workforce. They are produced by the structure within which the workforce operates. When defects occur, when delays accumulate, or when output becomes unstable, these are not isolated failures of execution. They are signals that the system has not been designed or governed to produce consistent results. Responsibility therefore resides with leadership to define, maintain, and improve the conditions under which work is performed.
However, a critical limitation exists within Deming’s framework. While Deming clearly defines how systems behave and assigns responsibility for their performance, he does not provide a concrete operational method for controlling system conditions in real time. His work establishes the need for systemic thinking, statistical understanding, and management accountability, but it stops short of defining how abnormal conditions are made visible, how response is enforced at the moment of occurrence, and how control is sustained within daily operations.
This limitation is not a weakness of Deming’s contribution. It defines its boundary. Deming provides the theory of system behavior and the obligation of management to act. What remains unresolved is the mechanism by which control is executed. That unresolved requirement establishes the transition point from understanding to control and prepares the ground for the emergence of the Toyota Production System, where system conditions are not only understood but actively governed to ensure consistent Quality.
2.1 System Behavior: Variation Exists in All Systems
Variation exists in every system without exception. No process produces identical output across time because the conditions under which work is performed are never perfectly constant. Materials change from batch to batch, equipment performance shifts with use and environment, methods are executed with slight differences, and human interaction introduces additional fluctuation. These sources of variation are inherent to the system itself. They do not originate as isolated events. They are continuously generated by the structure and conditions of the system.
W. Edwards Deming established that variation must be understood as a normal characteristic of system behavior rather than treated as an abnormal occurrence. The distinction between common cause variation and special cause variation clarifies this point. Common cause variation is built into the system. It reflects the natural limits of performance given the current design of materials, methods, equipment, and working conditions. Special cause variation arises from identifiable disruptions or changes that are not part of the normal system behavior. Management error occurs when these two types of variation are not distinguished. Reacting to common cause variation as if it were special cause leads to instability, while ignoring true special causes allows defects and failures to propagate.
The implication is direct. If variation is inherent, then performance cannot be managed through inspection, correction, or individual effort alone. Attempting to correct outcomes after they occur does not address the source of variation. It only responds to its effects. Stable performance requires control of the conditions that generate variation before output is produced. Without that control, variation will continue to express itself in defects, delays, and inconsistency regardless of effort or intent.
This establishes a critical boundary in Deming’s work. Variation can be measured, categorized, and analyzed, but it is not controlled through analysis alone. Understanding variation explains why systems behave the way they do. It does not yet define how to prevent variation from degrading Quality during execution. That gap between understanding and control remains unresolved at this stage and becomes the defining requirement for the operational system that follows.
2.1.1 The System Determines Performance
Performance is the direct output of the system, not the isolated result of individual effort. Every outcome observed in production, whether measured as Quality, delivery, cost, or safety, is generated by the interaction of materials, methods, equipment, and human activity within defined conditions. Individuals operate inside these conditions. They do not control them. As a result, the range of performance that any individual can achieve is bounded by the structure of the system.
W. Edwards Deming emphasized that the majority of performance variation is attributable to the system rather than the individual. When output is unstable, when defects occur, or when productivity fluctuates, these outcomes reflect the capability and limitations of the system as designed. Assigning responsibility to individuals for results produced by the system leads to misdirected action. Effort increases, supervision intensifies, and corrective activity expands, yet the underlying performance does not change because the conditions generating that performance remain intact.
The system determines performance through the way work is defined and executed. If methods are unclear, variation increases. If timing is inconsistent, flow is disrupted. If equipment reliability is unstable, output becomes unpredictable. If material conditions are not controlled, defects are introduced before work begins. Each of these conditions establishes the boundaries within which performance occurs. Improvement at the level of the individual cannot overcome these structural constraints.
This principle establishes a necessary shift in management focus. The objective is not to drive individuals to perform better within an unstable system. The objective is to design and maintain a system that produces stable performance by controlling the conditions of work. Without that control, performance remains variable regardless of training, motivation, or supervision.
At this stage, the implication is clear but incomplete. If the system determines performance, then management must act on the system. However, the method for doing so has not yet been defined. The relationship between system design and system control remains unresolved, reinforcing the limitation identified in Deming’s framework. Understanding that the system determines performance defines responsibility, but it does not yet provide the mechanism required to govern performance in real time.
2.1.2 Management Owns the System
If the system determines performance, then ownership of that performance resides with management. This is not a philosophical position. It is a structural reality. The system is defined through decisions made by leadership regarding methods, standards, resources, sequencing, and conditions of work. These decisions establish how work is performed and what outcomes are possible. The workforce operates within those boundaries. Management defines them.
W. Edwards Deming made this responsibility explicit. When variation exists and when the system governs performance, the majority of outcomes are attributable to the system itself. Therefore, management owns the results produced by that system. Defects, delays, rework, and instability are not isolated execution failures. They are indicators of system conditions that have not been properly defined or controlled.
Ownership of the system requires more than awareness. It requires active responsibility for the design, maintenance, and improvement of the conditions under which work is performed. This includes the definition of standard methods, the control of material and equipment conditions, the establishment of expected timing and sequence, and the alignment of work with demand. When these elements are not clearly defined, variation increases. When they are not maintained, instability emerges. When they are not improved, performance stagnates.
A common management error is the displacement of responsibility from system to individual. When performance declines, attention shifts to training, supervision, or discipline at the operator level. These actions may produce temporary changes in behavior, but they do not alter the system conditions that generate the outcomes. As a result, the same problems reappear. This cycle reinforces the false belief that performance is driven by effort rather than by structure.
The implication is direct. Management cannot delegate responsibility for system performance. It cannot be transferred to operators, supervisors, or support functions. The role of management is to ensure that the system produces consistent Quality through controlled conditions. When the system fails to do so, the failure is a reflection of management’s responsibility to define and govern the system more effectively.
At this point, the boundary of Deming’s contribution becomes fully visible. Responsibility is clearly assigned, and the source of performance is correctly identified. What remains unresolved is how management fulfills that responsibility in practice. The mechanism by which system conditions are controlled, variation is exposed, and response is enforced during execution has not yet been defined. That unresolved requirement establishes the need for an operational system that moves beyond understanding into control.
2.2 System of Profound Knowledge: Overview
The System of Profound Knowledge defined by W. Edwards Deming provides a structured framework for understanding how systems function and how management should think about performance, variation, and improvement. It integrates four interdependent domains: appreciation for a system, knowledge of variation, theory of knowledge, and psychology. These domains are not independent tools or methods. They are components of a unified way of thinking that enables management to interpret system behavior correctly and avoid common errors in decision-making.
Appreciation for a system establishes that all work occurs within an interconnected set of processes. No activity operates in isolation. Outputs from one process become inputs to another, and performance is determined by the interaction of these elements rather than by any single component. This reinforces the earlier principle that performance must be understood at the system level, not at the level of individual tasks or functions.
Knowledge of variation defines the need to distinguish between inherent system behavior and exceptional disruption. Without this distinction, management reacts incorrectly to normal fluctuation and fails to respond appropriately to true abnormalities. Understanding variation provides the ability to interpret data and behavior without introducing additional instability into the system.
Theory of knowledge addresses how learning occurs. It establishes that improvement is not the result of trial and error alone but requires a structured approach to prediction, testing, and validation. Knowledge must be built through disciplined learning cycles, not assumed from observation or experience without verification.
Psychology introduces the human dimension of system performance. It recognizes that behavior is influenced by the conditions within which people work, including incentives, expectations, fear, and trust. Management actions shape these conditions and therefore influence how individuals respond to the system.
While the System of Profound Knowledge provides a comprehensive framework for understanding system behavior, it does not define how system conditions are controlled during execution. It explains how to think about systems, how to interpret variation, and how to approach learning, but it does not establish the mechanisms required to define normal conditions, expose abnormality at the point of occurrence, or enforce immediate response. As a result, it remains a framework for understanding rather than a system for operational control.
This distinction is essential. The System of Profound Knowledge defines what management must understand and why responsibility resides at the system level. It does not yet provide the method by which management fulfills that responsibility in daily operation. That gap continues to build the case for a system that translates understanding into controlled execution, where Quality is not analyzed after the fact but governed as a condition of the system.
2.2.1 Appreciation for a System
Appreciation for a system establishes that performance is the result of interaction, not isolation. Every outcome is produced through a network of interconnected processes where the output of one activity becomes the input to another. No function, department, or individual operates independently. The behavior of the system emerges from the way these elements are connected and how they influence one another over time.
W. Edwards Deming emphasized that managing individual components without understanding their relationship to the whole leads to suboptimization. Local improvements may increase efficiency within a specific area while degrading overall system performance. For example, maximizing utilization in one process can create excess inventory, delay downstream flow, and increase the likelihood of defects accumulating before detection. The system may appear to improve in parts while deteriorating as a whole.
Appreciation for a system requires management to shift from isolated decision-making to coordinated system design. This includes understanding how demand is translated into work, how materials move through processes, how timing and sequencing are established, and how information flows across functions. Each of these elements must be aligned to support stable and predictable performance. When alignment is absent, variation propagates across the system, and problems are transferred rather than resolved.
A system perspective also changes how problems are interpreted. Issues are not treated as isolated failures to be corrected within a single area. They are viewed as indicators of misalignment within the broader system. Corrective action therefore requires examining how upstream and downstream conditions contribute to the observed outcome. Without this perspective, organizations repeatedly address symptoms while the underlying causes remain embedded in the system structure.
However, appreciation for a system remains a conceptual understanding. It defines how management should view performance and interaction, but it does not provide a method for controlling those interactions during execution. It does not define how normal conditions are established across interconnected processes, how deviations are made visible at the point of occurrence, or how response is enforced to prevent propagation. The system can be understood in theory while remaining uncontrolled in practice.
This limitation reinforces the boundary of Deming’s contribution. Appreciation for a system clarifies that performance must be managed at the system level and that alignment across processes is essential. It does not yet establish how that alignment is achieved and maintained in daily operation. The need for operational control remains unresolved.
2.2.2 Knowledge of Variation
Knowledge of variation establishes the ability to interpret system behavior without introducing additional instability. Every system produces variation, but not all variation requires the same response. The distinction between types of variation determines whether management action stabilizes the system or disrupts it further.
W. Edwards Deming defined two primary forms of variation: common cause and special cause. Common cause variation is inherent to the system. It reflects the natural performance limits created by materials, methods, equipment, and working conditions as they currently exist. This form of variation is predictable within a defined range and can only be reduced by changing the system itself. Special cause variation arises from identifiable disruptions that are not part of normal system behavior. These may include equipment failure, incorrect material, deviation from method, or external disturbance. Special causes require immediate identification and correction at the point of occurrence.
The failure to distinguish between these two forms of variation leads to incorrect management action. Treating common cause variation as if it were special cause results in unnecessary adjustment, increased instability, and erosion of system consistency. Operators are directed to react to normal fluctuation, processes are altered without understanding, and performance becomes less predictable. Conversely, treating special cause variation as if it were common cause allows abnormalities to persist, leading to defect propagation, delay accumulation, and degradation of Quality.
Understanding variation requires the ability to observe patterns over time, interpret data correctly, and recognize when performance is operating within expected limits or deviating beyond them. This understanding supports better decision-making, but it does not in itself control variation. Analysis can identify what is happening and why, but it does not prevent variation from occurring during execution.
The limitation is clear. Knowledge of variation improves interpretation but does not establish control. It does not define how variation is prevented at the source, how abnormal conditions are immediately exposed, or how response is enforced to protect Quality in real time. Without these mechanisms, variation continues to express itself in system output, even when it is fully understood.
This reinforces the boundary within Deming’s framework. Knowledge of variation is necessary for understanding system behavior, but it is insufficient for governing system performance. The requirement for operational control remains unresolved, and the gap between analysis and execution persists.
2.2.3 Theory of Knowledge
Theory of knowledge defines how learning occurs within a system and how management distinguishes between assumption and verified understanding. Knowledge is not derived from observation alone. It is developed through a structured process of prediction, testing, and validation. Without this structure, organizations accumulate opinions and experiences that appear credible but do not reliably improve system performance.
W. Edwards Deming emphasized that learning requires a disciplined approach. A prediction must be made about how a change will affect the system. That prediction must be tested through controlled application. The results must then be compared to the original expectation. Only through this sequence can knowledge be established. Without prediction, there is no basis for learning. Without testing, there is no verification. Without comparison, there is no refinement.
This principle directly challenges common approaches to improvement. Organizations often implement changes based on past experience, external benchmarks, or perceived best practices without defining expected outcomes or validating results. When performance improves, the cause is assumed. When performance declines, the response is reactive. In both cases, the absence of structured learning prevents the development of reliable knowledge. Actions are repeated or abandoned without understanding why they succeeded or failed.
Theory of knowledge also establishes that knowledge is provisional. What is understood today is subject to revision as conditions change or as deeper understanding is achieved. This requires a continuous cycle of learning rather than a static application of methods. Management must therefore create conditions where learning is ongoing, structured, and tied to system performance.
However, as with the other elements of the System of Profound Knowledge, theory of knowledge defines how learning should occur but does not establish how system conditions are controlled during execution. It provides the framework for understanding improvement but does not define how abnormalities are prevented, detected, or responded to in real time. Learning may occur after the fact while the system continues to produce unstable outcomes.
This limitation reinforces the boundary within Deming’s contribution. Theory of knowledge explains how to build understanding, but it does not define how to govern the system to ensure consistent Quality during operation. The gap between learning and control remains unresolved, maintaining the need for an operational system that enforces conditions rather than relying solely on post hoc learning.
2.2.4 Psychology
Psychology addresses the human dimension of system performance and defines how behavior is shaped by the conditions created by management. Individual actions do not occur in isolation. They are influenced by expectations, incentives, fear, trust, and the structure of the work environment. The system establishes these conditions, and behavior follows accordingly.
W. Edwards Deming emphasized that people respond rationally to the environment in which they operate. When performance is measured through targets without stable system conditions, individuals adapt by prioritizing output over Quality. When errors are penalized without understanding their origin, problems are hidden rather than exposed. When competition is encouraged within a system that requires cooperation, local optimization replaces system performance. In each case, behavior aligns with the conditions defined by management, not with the intended objectives of the organization.
Fear plays a central role in this dynamic. When individuals believe that exposing problems will result in blame or negative consequences, they avoid visibility. Abnormal conditions remain unreported, defects move downstream, and opportunities for learning are lost. The system appears stable while underlying instability grows. Removing fear is not a matter of encouragement or communication alone. It requires a system where exposing problems is expected, supported, and necessary for maintaining Quality.
Psychology also influences how learning occurs. When individuals are expected to improve without clear standards or without the ability to control their work conditions, improvement becomes inconsistent. Effort increases, but results vary because the system does not support stable execution. Conversely, when expectations are clearly defined and conditions are controlled, individuals can focus on maintaining and improving the system rather than compensating for its instability.
Despite its importance, psychology does not provide a mechanism for controlling system performance. It explains how people respond to system conditions but does not define how those conditions are established, monitored, or enforced during execution. Behavior can be influenced, but without control of the underlying system, variation and instability persist.
This reinforces the boundary within Deming’s framework. Psychology clarifies the relationship between system conditions and human behavior, but it does not resolve how management governs those conditions in real time. Understanding behavior is necessary, but it is insufficient to ensure consistent Quality. The requirement for operational control remains, linking human response to the need for a system that defines, exposes, and enforces the conditions of work.
2.2.5 Integration and Structural Limitation
The System of Profound Knowledge is not a collection of independent concepts. Its effectiveness depends on the integration of its four components into a coherent understanding of system behavior. Appreciation for a system defines the interconnected nature of work. Knowledge of variation explains how performance fluctuates within that system. Theory of knowledge establishes how learning occurs. Psychology clarifies how human behavior responds to system conditions. When these elements are considered together, management gains a comprehensive view of how systems function and why outcomes occur.
W. Edwards Deming emphasized that these domains must be applied simultaneously rather than sequentially. Focusing on one element in isolation leads to incomplete understanding and incorrect action. For example, analyzing variation without appreciating system interaction results in local adjustments that do not improve overall performance. Applying theory of knowledge without understanding psychology leads to learning processes that are not adopted or sustained. Recognizing system interdependence without addressing variation results in coordination without stability. Integration is required to interpret system behavior accurately.
However, even when fully integrated, the System of Profound Knowledge remains bounded by a structural limitation. It defines how management should think about systems, but it does not establish how systems are controlled during execution. It does not specify how normal conditions are defined in operational terms, how deviation is made immediately visible at the point of occurrence, or how response is enforced to prevent the propagation of defects and instability. The framework enables correct interpretation, but it does not provide the mechanism for real-time control.
This limitation becomes critical when moving from understanding to action. Management may recognize that performance is system-driven, that variation must be understood, that learning requires structured validation, and that behavior is shaped by conditions. Yet without a method to govern those conditions in daily operation, the system continues to produce variation and inconsistency. Improvement efforts become reactive, dependent on analysis after the fact rather than prevention at the source.
The boundary is therefore clear. The System of Profound Knowledge provides the intellectual foundation required to understand system behavior and management responsibility. It does not resolve how that responsibility is executed. The absence of an operational control mechanism defines the transition point to the next stage, where system conditions are not only understood but actively defined, monitored, exposed, and enforced to ensure consistent Quality.
2.3 Management Doctrine: The 14 Points for Management
The 14 Points for Management defined by W. Edwards Deming establish a doctrine for how organizations must be led if system performance is to improve. These points are not recommendations or best practices. They are requirements that redefine the role of management from supervision of results to responsibility for the system that produces those results. Each point addresses a failure mode commonly found in organizations where performance is unstable, Quality is inconsistent, and improvement efforts do not sustain.
The doctrine begins with constancy of purpose. Management must define a long-term commitment to improving products and services rather than reacting to short-term pressures. Without this stability of intent, systems are continuously altered in ways that introduce variation and disrupt performance. Improvement cannot be sustained when direction changes in response to immediate results rather than being guided by a consistent objective.
The 14 Points also eliminate reliance on inspection as a method of ensuring Quality. Inspection occurs after output is produced. It does not prevent defects. It only separates acceptable from unacceptable results after the system has already failed to control conditions. Deming’s position is clear. Quality must be built into the process, not verified at the end. This principle directly challenges traditional management approaches that depend on detection rather than prevention.
Another critical element of the doctrine is the removal of fear. When individuals are afraid to report problems, abnormalities remain hidden. Defects move forward in the system, delays accumulate, and instability becomes embedded. Management must create conditions where problems are exposed without consequence to the individual. This is not a cultural preference. It is a system requirement. Without visibility, control is not possible.
The doctrine also addresses the elimination of barriers between departments. Functional separation without coordination leads to local optimization and system degradation. Each function attempts to achieve its own targets, often at the expense of overall performance. Integration across the system is required to ensure that decisions support total system stability rather than isolated efficiency.
Deming further rejects the use of slogans, targets, and numerical quotas as substitutes for system control. These mechanisms attempt to influence behavior without addressing the conditions that produce performance. They increase pressure on individuals while leaving the system unchanged. The result is increased variation, reduced Quality, and the concealment of problems rather than their resolution.
Training, leadership, and continuous learning are also embedded within the 14 Points. Management must ensure that individuals understand their work, that leaders are capable of supporting system stability, and that improvement is driven through structured learning rather than assumption. These elements reinforce the need for a disciplined approach to managing the system.
Despite their breadth and clarity, the 14 Points remain a doctrine rather than an operational system. They define what management must do but do not specify how it is done within daily execution. They do not establish how normal conditions are defined, how abnormality is exposed at the point of occurrence, or how response is enforced in real time. As a result, organizations may adopt the language of the 14 Points while continuing to operate without control of system conditions.
This limitation is consistent with the broader boundary of Deming’s work. The doctrine defines the responsibilities and behaviors required of management, but it does not provide the mechanism for executing those responsibilities within the system. The need for operational control remains unresolved, reinforcing the transition toward a system where Quality is governed through defined conditions, immediate exposure, and enforced response rather than through guidance and intent alone.
2.3.1 Full List
- Edwards Deming defined the 14 Points for Management as a complete doctrine for transforming how organizations are led and how systems are governed. The points must be understood as an integrated set of requirements rather than isolated recommendations. Each point addresses a specific failure in traditional management practice that contributes to instability, poor Quality, and ineffective improvement.
The full list is as follows:
- Create constancy of purpose for improvement of product and service, with the aim to become competitive, stay in business, and provide jobs.
- Adopt the new philosophy. Management must awaken to the challenge, take responsibility, and lead the transformation.
- Cease dependence on inspection to achieve Quality. Eliminate the need for inspection by building Quality into the product in the first place.
- End the practice of awarding business on the basis of price tag alone. Instead, minimize total cost by working with a single supplier for any one item.
- Improve constantly and forever the system of production and service to improve Quality and productivity, and thus decrease costs.
- Institute training on the job so that people understand the work and can perform it consistently.
- Institute leadership. The aim of supervision should be to help people and machines perform better, not to judge or control individuals.
- Drive out fear so that everyone may work effectively for the organization.
- Break down barriers between departments so that people can work as a system rather than as isolated functions.
- Eliminate slogans, exhortations, and targets for the workforce asking for zero defects or new levels of productivity without providing methods.
- Eliminate numerical quotas for the workforce and numerical goals for management that substitute targets for system control.
- Remove barriers that rob people of pride of workmanship, including systems of evaluation that focus on ranking individuals rather than improving the system.
- Institute a vigorous program of education and self-improvement so that learning supports system performance.
- Put everybody in the organization to work to accomplish the transformation, recognizing that change requires participation across the system.
These points collectively redefine the role of management from directing output to governing the system that produces output. They shift the focus from results to conditions, from inspection to prevention, and from individual accountability to system responsibility. When taken together, they describe an organization that operates as an integrated system with a commitment to continuous improvement and consistent Quality.
However, even when fully articulated, the 14 Points remain a statement of intent rather than a method of execution. They define what must change in management thinking and behavior, but they do not establish how system conditions are defined, monitored, or enforced in real time. The doctrine clarifies direction, but it does not yet provide the operational mechanism required to achieve and sustain control of system performance.
2.3.2 Interpretation as System Requirements
The 14 Points for Management are often presented as philosophical guidance, but their practical significance lies in how they translate into system requirements. Each point defines a condition that must exist within the system if stable performance and consistent Quality are to be achieved. When interpreted in this way, the doctrine moves from abstract direction to concrete expectation. Management is no longer guided by principles alone. It is required to establish and maintain specific system conditions.
W. Edwards Deming established constancy of purpose as a foundational requirement. In system terms, this means that objectives must be stable and aligned across the organization so that processes are not continuously disrupted by shifting priorities. Without this stability, methods change, variation increases, and system performance becomes unpredictable. Constancy of purpose therefore translates into the requirement for consistent system direction and alignment over time.
The elimination of dependence on inspection defines another system requirement. Quality must be built into the process through controlled conditions rather than verified after output is produced. This requires methods that ensure correct execution, materials that meet defined specifications, and equipment that operates within stable limits. Inspection does not fulfill this requirement because it occurs after variation has already affected the outcome. The system must therefore be designed to prevent defects rather than detect them.
Driving out fear establishes a condition for visibility within the system. Problems must be exposed at the point of occurrence without resistance or concealment. When fear is present, abnormalities are hidden, and the system operates without accurate information. The requirement is not simply a change in behavior. It is the creation of conditions where exposing problems is expected and supported as part of normal operation.
Breaking down barriers between departments translates into the requirement for system integration. Processes must be coordinated so that flow is maintained and information moves without distortion. Functional separation must not interfere with system performance. This requires alignment of objectives, methods, and communication across all parts of the system.
The elimination of slogans, quotas, and numerical targets establishes the requirement that performance must be governed through system conditions rather than through pressure on individuals. Targets without control of conditions increase variation and degrade Quality. The system must therefore define how work is performed rather than relying on expectations of output.
Training, leadership, and education define the requirement for capability within the system. Individuals must understand their work, leaders must support system stability, and learning must be structured and continuous. These requirements ensure that the system can be executed and improved consistently.
When interpreted collectively, the 14 Points define a set of system conditions that management must establish. They describe what the system must provide in order to produce stable performance. However, they still do not define how these conditions are operationalized. The doctrine identifies the requirements but does not specify the mechanisms for defining normal conditions, exposing abnormality in real time, or enforcing response at the moment of deviation.
This distinction is critical. The 14 Points, when interpreted as system requirements, clarify what must exist. They do not yet define how it is created, monitored, or sustained during execution. The transition from requirement to mechanism remains unresolved, maintaining the boundary between understanding and control.
2.3.3 Relationship to Control
The 14 Points for Management establish the conditions required for effective system performance, but their relationship to control remains indirect. They define what must exist within an organization for Quality to be achieved, yet they do not specify how those conditions are enforced during execution. Control requires more than intent, alignment, and understanding. It requires mechanisms that operate within the system to ensure that defined conditions are maintained in real time.
W. Edwards Deming rejected inspection, quotas, and target-driven management because they attempt to influence results without controlling the conditions that produce those results. This position aligns with the concept of control but does not complete it. Eliminating ineffective practices does not automatically establish an effective control system. The absence of inspection does not create built-in Quality. The removal of quotas does not stabilize performance. These actions remove barriers, but they do not define the operational structure required to govern the system.
Control requires the definition of a normal condition, the ability to detect deviation at the moment it occurs, and the enforcement of an immediate response to prevent the propagation of error. None of these elements are explicitly defined within the 14 Points. The doctrine assumes that management will act on the system, but it does not provide the method by which that action is carried out within daily operations. As a result, organizations may adopt the principles of the 14 Points while continuing to operate without effective control.
The relationship is therefore one of dependency without completion. The 14 Points create the environment in which control can exist. They remove practices that interfere with stability, promote alignment across the system, and establish management responsibility for performance. However, they stop short of defining how control is executed. Without an operational mechanism, the system remains vulnerable to variation, and Quality continues to depend on detection and correction rather than prevention.
This distinction reinforces the structural limitation identified throughout Deming’s work. Understanding what is required for control does not produce control. The doctrine establishes direction and removes barriers, but it does not define the operational system that governs conditions during execution. That gap remains and must be resolved by a system that translates these requirements into defined methods, immediate visibility of abnormality, and enforced response to maintain stable and consistent Quality.
2.3.4 Limitation Without Operational Mechanism
The 14 Points for Management define what must change in how organizations are led, but they do not provide the operational mechanism required to execute that change within the system. This limitation is structural, not conceptual. The doctrine establishes responsibility, direction, and required conditions, yet it does not define how those conditions are created, maintained, and enforced during daily operation.
W. Edwards Deming removed reliance on inspection, rejected quotas, emphasized system responsibility, and called for the elimination of fear and barriers between functions. These actions clear the path for a stable system, but they do not build the system itself. Without a defined method for controlling work conditions, the organization remains dependent on interpretation and intent. Management understands what must be done but lacks the means to ensure that it is done consistently.
The absence of an operational mechanism creates a gap between principle and execution. Constancy of purpose may be declared, but priorities continue to shift without a system to anchor decision-making. Inspection may be reduced, yet defects persist because the process itself has not been structured to prevent them. Fear may be addressed, but problems remain hidden if there is no requirement or method for exposing abnormality at the point of occurrence. In each case, the doctrine is accepted while system behavior remains unchanged.
This gap leads to a predictable pattern. Organizations adopt the language of the 14 Points, implement isolated initiatives, and pursue improvement activities without establishing control of system conditions. Results may improve temporarily, but variation remains embedded in the system. Without mechanisms to define normal conditions, detect deviation immediately, and enforce response, the system continues to produce instability. Improvement becomes episodic rather than sustained.
The limitation is therefore not a failure of understanding. It is the absence of structure. The doctrine identifies what must exist but does not specify how it is operationalized. Management is responsible for the system, yet no defined method exists within the doctrine to govern that system in real time. The requirement for control remains unresolved.
This establishes the transition point. To move from doctrine to execution, the system must include mechanisms that define work conditions explicitly, make abnormality visible at the moment it occurs, and require immediate response to protect Quality. Without these elements, the principles remain aspirational, and the system continues to operate without control.
2.3.5 Transition to Control
The progression from system understanding to system control is defined by the unresolved requirement identified throughout Deming’s work. The behavior of systems is understood. Variation is recognized as inherent. Management responsibility is clearly assigned. The conditions required for effective performance are defined through the 14 Points. Yet the system remains without a mechanism to ensure that these conditions are maintained during execution. This gap marks the transition point from knowledge to control.
W. Edwards Deming established that Quality cannot be achieved through inspection and that performance is determined by the system. These conclusions eliminate ineffective approaches and clarify responsibility, but they do not establish how control is exercised in real time. Without a defined method, management must rely on observation, analysis, and delayed response. Problems are identified after they occur, and corrective actions are applied after variation has already affected output.
Control requires a different structure. It requires that the system define a normal condition for how work is performed, including sequence, timing, and expected outcome. It requires that any deviation from this condition be made immediately visible at the point of occurrence. It requires that response to that deviation be enforced without delay to prevent the propagation of defects and instability. These elements transform the system from one that reacts to outcomes into one that governs conditions.
The transition to control is not incremental. It is a shift in how the system operates. Instead of relying on management interpretation after the fact, the system itself must provide visibility and require response. Instead of treating problems as exceptions, the system must be designed to expose them as part of normal operation. Instead of depending on individual judgment, the system must define expectations and enforce adherence to them.
This transition establishes the boundary between Deming’s contribution and the system that follows. Deming provides the theory, the responsibility, and the doctrine. What remains is the operational system that fulfills these requirements. The Toyota Production System addresses this need by defining conditions, exposing abnormality, and enforcing response within daily execution. It converts understanding into control and ensures that Quality is governed as a condition of the system rather than evaluated as an outcome.
2.4 Demonstration of System Failure: The Red Bead Experiment
The Red Bead Experiment developed by W. Edwards Deming provides a direct demonstration of how system conditions determine performance and how management action fails when it targets individuals instead of the system. The experiment is intentionally simple, yet it exposes a fundamental error in how organizations interpret results and assign responsibility.
Participants are instructed to produce white beads using a fixed process. The system includes a container filled with a mixture of white and red beads, a paddle that draws a consistent sample, and a defined method for extracting beads. Red beads represent defects. White beads represent acceptable output. Each participant follows the same method, uses the same equipment, and operates under the same conditions. Despite this consistency, the number of red beads produced varies from one attempt to another.
Management in the experiment responds as it often does in real organizations. Performance is measured, individuals are praised or criticized based on results, and targets are established for reducing defects. Incentives and pressure are applied in an attempt to improve outcomes. However, no change is made to the system itself. The proportion of red beads in the container remains constant. The method of extraction does not change. The conditions that generate variation are left untouched.
The result is predictable. Performance does not improve. Variation continues within the limits defined by the system. Individuals who are praised for low defect counts are not performing better. They are experiencing variation within the system. Individuals who are criticized for higher defect counts are not performing worse. They are subject to the same conditions. Management action has no effect on system performance because it does not address the system.
The experiment demonstrates that effort, motivation, and supervision cannot overcome system constraints. When defects are built into the process, they will be produced regardless of intent. Managing outcomes without changing conditions leads to frustration, misinterpretation, and ineffective action. The system produces the result it is designed to produce.
This demonstration reinforces the principles established in earlier sections. Variation exists in all systems. The system determines performance. Management owns the system. However, it also exposes the limitation of understanding without control. Even when the behavior of the system is clear, there is no mechanism within the experiment to eliminate defects at the source, expose abnormality in real time, or enforce response. The system remains unchanged, and the results persist.
The Red Bead Experiment therefore illustrates both the necessity and the limitation of Deming’s framework. It proves that performance must be managed at the system level, but it does not provide the method for controlling the system. The need for an operational mechanism remains. Without it, understanding does not translate into improved Quality, and the system continues to produce the same outcomes regardless of management intent.
2.5 Limitation of Understanding: Why Improvement Fails Without System Control
Understanding how systems behave does not, by itself, improve system performance. The principles established by W. Edwards Deming clarify the nature of variation, assign responsibility to management, and define the conditions required for stable performance. Organizations that adopt this understanding often begin improvement efforts with strong intent. However, without a mechanism to control system conditions during execution, these efforts fail to produce sustained results.
The failure occurs because understanding does not alter the system. Knowledge of variation does not prevent variation from occurring. Recognition of system responsibility does not change how work is performed. The 14 Points define what management must do, but they do not establish how the system enforces those requirements in real time. As a result, improvement activity operates alongside an unchanged system that continues to generate instability.
Improvement efforts typically focus on analysis, training, and corrective action after outcomes are observed. Data is reviewed, root causes are identified, and countermeasures are implemented. While these activities may produce temporary gains, they do not address the absence of control within the system. Abnormal conditions are not consistently exposed at the point of occurrence. Response is not enforced as a requirement of the system. The same sources of variation remain, and the system gradually returns to its previous state.
This pattern leads to cycles of improvement followed by regression. Organizations initiate projects, achieve localized success, and then experience a decline in performance as conditions drift. Without defined standards, controlled execution, and enforced response, improvements are not embedded into the system. They remain dependent on attention, effort, and follow-up rather than on stable operating conditions.
The limitation is structural. Improvement requires control. Without control, the system continues to produce variation, and improvement becomes an external activity rather than an inherent property of the system. The absence of control also reinforces reliance on inspection and correction. Defects are detected after they occur, and action is taken after the system has already failed to maintain Quality.
This reinforces the central boundary identified throughout this section. Understanding is necessary but insufficient. It defines what must be addressed but does not provide the means to address it during execution. The gap between understanding and control prevents improvement from becoming stable and repeatable.
The conclusion is direct. Sustainable improvement requires a system that defines normal conditions, exposes deviation immediately, and enforces response to maintain those conditions. Without these elements, improvement efforts will continue to fail, regardless of the depth of understanding or the strength of management intent.
2.6 Transition to TPS: The Missing Element: Operational Control
The preceding sections establish a complete understanding of how systems behave, why performance varies, and where management responsibility resides. The contribution of W. Edwards Deming defines the intellectual foundation required to interpret system performance correctly. However, a critical element remains absent. The system lacks an operational mechanism that governs conditions during execution. This absence defines the gap between understanding and control.
Operational control requires more than analysis, doctrine, or intent. It requires that the system itself define how work is performed, make any deviation from that definition immediately visible, and enforce a response at the moment of occurrence. Without these elements, the system operates reactively. Problems are identified after they occur, variation propagates through the process, and Quality is evaluated as an outcome rather than maintained as a condition.
The missing element can be defined through three essential requirements. First, the system must establish a clear and repeatable normal condition. This includes the sequence of work, the timing of each step, and the expected outcome. Without this definition, variation cannot be distinguished from normal performance. Second, the system must provide immediate visibility of abnormality. Deviation must be detected at the point where it occurs, not after the fact. Without visibility, problems remain hidden and continue to affect downstream processes. Third, the system must enforce response. When abnormality is detected, action must be required to restore the defined condition before work continues. Without enforcement, deviation becomes accepted and variation increases.
These requirements are not fulfilled within Deming’s framework. The theory defines the need for control but does not establish how control is executed. The absence of operational mechanisms leaves management dependent on observation and delayed intervention. The system continues to produce instability despite a correct understanding of its behavior.
The Toyota Production System resolves this gap by embedding control within the system itself. It defines normal conditions through Standardized Work, exposes abnormality through Jidoka, and enforces response through structured escalation and leadership intervention. Flow and pull systems regulate production against demand, and leveling stabilizes workload to reduce variation at the source. These elements operate together to ensure that system conditions are continuously governed rather than periodically corrected.
The transition to the Toyota Production System is therefore not a shift in philosophy. It is the introduction of operational control. It converts understanding into execution by embedding mechanisms that define, expose, and enforce system conditions in real time. Through this structure, Quality is no longer treated as an outcome to be measured. It becomes a condition of the system that is actively maintained.
This transition marks the break point. Everything above defines how systems behave and why management must act. Everything that follows defines how that action is executed within the system to ensure consistent and controlled performance.
3.0 The Toyota Production System: Operational Control of Conditions: TPS Defined
The Toyota Production System is not a collection of tools, nor is it an improvement program applied to existing processes. It is a system of operational control that governs the conditions under which work is performed to ensure consistent Quality. Where prior sections establish how systems behave and why management is responsible, the Toyota Production System defines how that responsibility is executed in real time through structured control of work conditions.
The system must be understood as a control architecture rather than a toolkit. Tools such as kanban, andon, or standardized work documents are not the system itself. They are instruments used within a defined structure that governs how work is performed, how variation is exposed, and how response is enforced. When these tools are applied without the underlying control logic, they become isolated techniques that do not produce stable performance. The system is defined by how these elements function together to control conditions, not by their individual application.
The Toyota Production System also cannot be reduced to improvement activity. Improvement is an outcome of the system, not its primary function. When conditions are defined and controlled, abnormality becomes visible. When abnormality is visible, response is required. When response is structured and repeated, learning occurs. Improvement therefore emerges from controlled execution rather than from separate initiatives or projects. Without control, improvement remains episodic and unsustained.
At the center of the system is the concept of Quality as a governing condition. Quality is not treated as a result to be inspected or measured after production. It is defined as the state of the system when work is performed under controlled conditions. When those conditions are maintained, the system produces consistent outcomes. When those conditions are not maintained, variation increases and defects emerge. Quality is therefore not evaluated after the fact. It is governed during execution.
This governance is achieved through three essential elements. The first is definition. The system must clearly define the normal condition for work, including sequence, timing, and expected outcome. Without this definition, variation cannot be distinguished from acceptable performance. The second element is exposure. Any deviation from the defined condition must be made immediately visible at the point where it occurs. Without visibility, abnormality remains hidden and propagates through the system. The third element is enforcement. When deviation is detected, response must be required to restore the defined condition before work continues. Without enforcement, deviation becomes normalized and system performance degrades.
The sequence of definition, exposure, and enforcement transforms the system from reactive to controlled. Instead of responding to outcomes after they occur, the system governs conditions during execution. Instead of relying on management interpretation, the system itself provides visibility and requires response. This structure ensures that variation is addressed at its source and that Quality is maintained as a condition of the system.
The Toyota Production System therefore represents the resolution of the limitation identified in the preceding sections. It converts the understanding of system behavior into an operational method that defines, monitors, exposes, and enforces system conditions. Through this structure, management responsibility is no longer abstract. It is executed through a system that ensures consistent and controlled performance.
3.1 Quality as an Operating Condition
Quality within the Toyota Production System is not defined as an outcome to be measured after production. It is defined as an operating condition that must exist during execution. This distinction is fundamental. When Quality is treated as a result, it is evaluated after variation has already occurred. When Quality is treated as a condition, it is governed in real time through the control of work.
The system establishes that Quality exists only when work is performed under defined and controlled conditions. These conditions include the correct sequence of tasks, the specified timing of each element, the use of proper materials, and the stable operation of equipment. When these conditions are maintained, the system produces consistent output. When they are not maintained, variation is introduced and defects emerge. Quality is therefore not created at the end of the process. It is maintained throughout the process by controlling the conditions under which work is performed.
This definition removes the need to rely on inspection as a primary means of ensuring Quality. Inspection does not create Quality. It identifies defects after they have been produced. A system that depends on inspection accepts that variation will occur and attempts to separate acceptable from unacceptable output after the fact. In contrast, a system that treats Quality as an operating condition prevents defects by maintaining control of the process during execution.
The concept also establishes a direct relationship between Quality and system control. If the system cannot define the normal condition, it cannot determine whether work is being performed correctly. If it cannot detect deviation at the moment it occurs, it cannot prevent defects from propagating. If it cannot enforce response, it cannot restore the condition required for stable performance. Quality therefore depends on the system’s ability to define, expose, and enforce conditions continuously.
This approach changes the role of management and leadership. Responsibility is no longer limited to reviewing results or initiating improvement activity. It includes ensuring that the conditions required for Quality are clearly defined, consistently maintained, and immediately restored when deviation occurs. Leadership must ensure that the system operates within these conditions at all times.
Quality as an operating condition also establishes the foundation for learning within the system. When deviation is exposed and response is enforced, the system generates information about where conditions are not adequately defined or maintained. This information supports structured improvement. However, improvement is not the primary function of the system. It is a consequence of maintaining control.
The definition of Quality as a system condition therefore aligns directly with the control logic introduced in the previous section. Quality is not an attribute of the product alone. It is a state of the system. Maintaining that state requires continuous control of work conditions, ensuring that variation is addressed at its source and that performance remains stable and predictable.
3.2 Definition of the Normal Condition
Operational control requires a clearly defined normal condition. Without a defined state of how work is expected to be performed, there is no reference point against which deviation can be identified. The system cannot distinguish between acceptable performance and abnormality if the conditions of work are not explicitly established. Definition is therefore the first requirement of control.
Within the Toyota Production System, this definition is achieved through Standardized Work. Standardized Work specifies the precise method by which work is performed under current conditions. It is not a general guideline or a best practice description. It is a detailed definition of the sequence of tasks, the timing associated with each element, and the expected outcome of the process. These three elements establish the boundaries of normal performance.
Sequence defines the order in which work is performed. Each step is arranged to support flow, minimize variation, and ensure that conditions are consistent from one cycle to the next. Deviation from the defined sequence introduces variation and increases the likelihood of defects or delay. The sequence must therefore be clear, repeatable, and aligned with the overall system.
Timing defines the duration required for each element of work. This includes the cycle time necessary to meet demand as well as the allocation of time across tasks. Timing establishes the pace of production and ensures that work is synchronized across processes. When timing is not defined or not maintained, flow is disrupted, and variation increases.
Outcome defines the expected result of the work. This includes the Quality characteristics that must be achieved at each step. The outcome provides the standard against which the result of the process is evaluated. Without a defined outcome, it is not possible to determine whether the process has produced the required result.
Standardized Work integrates sequence, timing, and outcome into a single definition of the normal condition. This definition represents the current best method for performing the work under existing conditions. It is not static. It evolves as improvements are made. However, at any given point in time, it provides the reference against which all work is performed and evaluated.
The existence of a defined normal condition enables the next element of control. Once the system establishes how work is supposed to be performed, any deviation from that condition can be identified as abnormal. Without definition, exposure is not possible. Variation remains hidden because there is no standard against which it can be compared.
This section establishes the first element of the control sequence introduced earlier. Definition provides the structure required for control. It translates management responsibility into a specific, observable condition within the system. The subsequent elements of exposure and enforcement depend on this definition to function effectively.
3.3 Exposure of Abnormality (Jidoka System)
Once the normal condition is defined, the system must make any deviation from that condition immediately visible. Exposure is the second element of operational control. Without it, variation remains hidden within the process, and defects are allowed to propagate through subsequent operations. The system cannot respond to what it cannot see. Exposure therefore converts deviation into observable fact at the point where it occurs.
Within the Toyota Production System, exposure is not dependent on inspection or periodic review. It is built into the execution of work. The system is designed so that abnormality interrupts normal flow and becomes evident without interpretation. This may occur through visual signals, process interruption, or the inability to continue work when conditions are not met. The objective is not to detect defects after they are produced. The objective is to reveal deviation at the moment it occurs so that the system cannot proceed under uncontrolled conditions.
Exposure requires a direct relationship between the defined normal condition and the execution of work. If sequence, timing, or outcome deviate from what has been defined, the system must make that deviation apparent. A missed step in the sequence, a delay beyond the expected timing, or a result that does not meet the defined outcome must trigger visibility. Without this linkage, abnormality remains embedded within the process and is only discovered after it has affected downstream operations.
This mechanism removes reliance on human judgment as the primary means of detecting problems. Individuals are not expected to interpret whether conditions are acceptable. The system itself provides the signal. This reduces variation in detection and ensures that abnormality is consistently identified regardless of who is performing the work.
Exposure also establishes the point at which responsibility is activated. When abnormality becomes visible, the system requires that it be addressed. The purpose of exposure is not to inform. It is to trigger response. Without this connection, visibility alone does not improve system performance. Problems may be seen but not acted upon, allowing variation to persist.
At this stage, the system has defined how work should be performed and established a method for identifying when it is not performed as defined. The next requirement is enforcement. The system must ensure that when abnormality is exposed, action is taken to restore the defined condition before work continues. Without enforcement, exposure becomes observation without consequence, and control is not achieved.
Exposure therefore represents the transition from defined expectation to active system behavior. It ensures that deviation is not hidden, delayed, or transferred. It makes abnormality a visible and immediate condition that the system must address to maintain Quality.
3.3.1 Jidoka as Built-in Quality Control
Jidoka establishes the mechanism by which Quality is controlled within the process rather than verified after the fact. It embeds the ability to detect abnormality and stop production when conditions deviate from the defined normal state. This function converts exposure into immediate action and ensures that defects are not passed forward. Quality is therefore built into the process through control of conditions, not achieved through inspection at the end of production.
The origin of Jidoka traces to Sakichi Toyoda and the development of looms that stopped automatically when a thread broke. This design prevented defective fabric from being produced continuously. The principle is direct. When an abnormal condition occurs, the process must not continue. Production must stop until the condition is corrected. This prevents the accumulation and transfer of defects through the system.
Jidoka operates by linking detection of abnormality to process interruption. The system must be capable of identifying when sequence, timing, or outcome deviate from the defined condition. Once detected, the system must either stop automatically or provide a clear signal that requires intervention. This may be implemented through mechanical devices, sensors, or visual controls, but the mechanism itself is not the defining feature. The defining feature is that abnormality cannot be ignored or bypassed. The system requires a response.
This approach eliminates reliance on inspection as the primary means of ensuring Quality. Inspection identifies defects after they are produced. Jidoka prevents defects from being produced in the first place by stopping the process when abnormal conditions occur. It shifts the focus from detection to prevention and ensures that Quality is maintained during execution.
Jidoka also establishes a direct connection between process control and leadership responsibility. When a stop occurs, it signals that the system has deviated from its defined condition. The response is not limited to correcting the immediate issue. It includes understanding why the condition occurred and restoring the system to a state where the abnormality cannot recur under normal operation. This connects Jidoka to learning and continuous improvement, but the primary function remains control.
The presence of Jidoka ensures that abnormality is not allowed to propagate through the system. Each process is responsible for the Quality of its output, and no process accepts defects from upstream. This creates a chain of controlled conditions where Quality is maintained at each step rather than inspected at the end.
Jidoka therefore represents a critical element of operational control. It transforms exposure into enforced action and ensures that the system does not continue under abnormal conditions. By embedding detection and response within the process, it establishes Quality as a condition that must be maintained continuously rather than a result to be evaluated after production.
3.3.2 Sakichi Toyoda and the Loom
The origin of Jidoka is rooted in the work of Sakichi Toyoda, whose development of the automatic loom introduced a fundamental shift in how Quality is controlled within a process. Prior to this innovation, looms required continuous human monitoring to detect thread breakage. When a thread broke and was not immediately identified, defective fabric was produced continuously until the issue was discovered. Quality was therefore dependent on inspection and reaction after the defect had already been created.
Sakichi Toyoda’s solution was to embed detection and response directly into the machine. The loom was designed to stop automatically when a thread broke. This eliminated the need for constant human observation and prevented the continued production of defective material. The process could not proceed under abnormal conditions. Production was halted until the condition was corrected and the normal state restored.
This innovation introduced a new principle. Machines and processes must be capable of distinguishing between normal and abnormal conditions and must respond to abnormality by stopping. The objective is not to maximize continuous operation. The objective is to ensure that operation only occurs under controlled conditions. When those conditions are not met, continuation becomes a source of defect propagation.
The loom also demonstrated the separation between monitoring and control. Monitoring alone requires human attention and is subject to delay, inconsistency, and error. Control embeds the ability to detect and respond within the system itself. This ensures that abnormality is addressed immediately and consistently, independent of individual observation. The system enforces the condition rather than relying on interpretation.
The significance of this development extends beyond the specific application of textile production. It establishes a generalizable principle for all production systems. Quality must be built into the process by preventing the continuation of work under abnormal conditions. Detection must be immediate, and response must be enforced. Without these elements, defects are allowed to accumulate and propagate.
This principle becomes a foundational element of the Toyota Production System. Jidoka, as derived from the loom, defines how abnormality is exposed and how the system responds to protect Quality. It ensures that each process operates only under defined conditions and that deviation is not tolerated. The loom therefore represents the first practical implementation of operational control, where Quality is governed through the structure of the system rather than through inspection after the fact.
3.3.3 Jidoka as Detection of Variation
Jidoka functions as the system mechanism for detecting variation at the moment it occurs. While variation is inherent in all systems, as established by W. Edwards Deming, it must not be allowed to remain unobserved within the process. Detection transforms variation from a hidden condition into an explicit signal that the system has deviated from its defined normal state.
The relationship between variation and Jidoka is direct. Standardized Work defines the normal condition through sequence, timing, and expected outcome. Any deviation from this definition represents variation. Jidoka provides the means to detect that deviation immediately. If a task is performed out of sequence, if timing exceeds the defined cycle, or if the outcome does not meet the required condition, the system must identify this as abnormal. Detection is not delayed until inspection or review. It occurs at the point where the deviation arises.
This capability eliminates the reliance on post-process evaluation. When variation is detected after work is completed, the system has already produced potential defects or introduced instability into downstream processes. Jidoka prevents this by ensuring that variation is identified during execution. The system does not proceed under conditions that fall outside the defined normal state.
Detection under Jidoka is not dependent on subjective judgment. The system establishes clear criteria for what constitutes normal and abnormal conditions. These criteria are embedded within the process through physical design, visual controls, or automated sensing. As a result, detection becomes consistent and repeatable. The system signals deviation in the same way regardless of who is performing the work.
The detection of variation also establishes the trigger for response. Jidoka does not treat variation as information to be analyzed later. It treats variation as a condition that must be addressed immediately. Once detected, the system requires action to restore the defined condition before work continues. This prevents the accumulation of variation and protects the integrity of the process.
Jidoka therefore converts the theoretical understanding of variation into an operational capability. It ensures that variation is not only understood but actively identified during execution. By making deviation visible at the point of occurrence, it provides the necessary link between definition and enforcement. Variation becomes a controlled condition within the system rather than an uncontrolled source of instability.
Quality is the outcome of a controlled process, not the result of inspection, sorting, or correction after production. When the system defines the normal condition, exposes deviation through Jidoka, and enforces response to restore that condition, the process operates within controlled limits. Under these conditions, the system produces consistent results. Quality emerges as a consequence of control.
This relationship clarifies the role of each element within the system. Standardized Work defines how work must be performed. Jidoka detects when that definition is not followed. Enforcement ensures that deviation is corrected before work continues. Together, these elements establish a closed control loop. The process does not rely on external verification. It maintains its own conditions during execution.
W. Edwards Deming established that inspection does not improve Quality. It only identifies defects after they have been produced. A system that depends on inspection accepts variation as a normal part of production and attempts to separate acceptable from unacceptable output. In contrast, a controlled process prevents defects by ensuring that work is performed under defined conditions at all times.
Quality, in this context, is not an attribute that is added to the product. It is a state of the system. When the system operates within its defined conditions, the output reflects that stability. When conditions are not controlled, variation increases and defects appear. The outcome is therefore determined by the degree of control maintained within the process.
This principle also explains why improvement cannot be sustained without control. Improvements that are introduced without being incorporated into the defined normal condition do not persist. The system gradually returns to its previous state because there is no mechanism to maintain the new condition. Control ensures that improvements become part of the system by redefining the normal condition and enforcing adherence to it.
The concept of Quality as an outcome of a controlled process completes the logic established in this section. Definition provides the standard. Exposure identifies deviation. Enforcement restores the condition. When these elements function together, the process remains within controlled limits, and Quality is consistently produced.
Quality is therefore not something to be inspected, measured, or achieved after the fact. It is the direct result of a system that governs its conditions during execution.
3.4 Enforcement of Response
Enforcement is the element that completes operational control. Definition establishes the normal condition. Exposure makes deviation visible. Enforcement ensures that when deviation occurs, action is taken to restore the defined condition before work continues. Without enforcement, exposure becomes observation without consequence, and the system remains uncontrolled.
Within the Toyota Production System, enforcement is expressed through the principle of stopping the process when abnormality is detected. This is commonly referred to as stop-the-line. The purpose of stopping is not to interrupt production arbitrarily. It is to prevent the continuation of work under conditions that have deviated from the defined normal state. When the process continues despite abnormality, defects are produced and propagated. Stopping ensures that the system does not operate outside of controlled conditions.
The requirement to stop establishes a non-negotiable condition within the system. When deviation is detected through Jidoka, the process must not proceed until the cause of the deviation is addressed. This creates a direct link between detection and response. The system enforces the need for action. It does not rely on discretion or delayed decision-making.
Enforcement also defines the role of leadership within the system. Responsibility for restoring the normal condition does not rest solely with the individual performing the work. It extends through the leadership structure. When a stop occurs, it triggers a response that includes support, problem identification, and correction of the underlying condition. Leadership must ensure that the system is returned to a state where the abnormality cannot recur under normal operation.
This obligation differentiates enforcement from simple reaction. The objective is not to restart production as quickly as possible. The objective is to restore the conditions required for stable performance. Restarting the process without addressing the cause of deviation reintroduces variation and undermines control. Enforcement therefore requires that resolution is achieved before continuation.
The presence of enforcement transforms the system from one that tolerates deviation to one that prevents it. It ensures that abnormal conditions are not accepted as part of normal operation. Each occurrence of deviation becomes a point of intervention where the system is corrected and stabilized.
Enforcement also supports the integration of learning into the system. When response is required, the cause of deviation must be understood, and the defined normal condition must be updated if necessary. This ensures that improvements are embedded into the system rather than remaining as temporary adjustments.
Enforcement of response completes the control loop established in this chapter. It ensures that defined conditions are maintained, that deviation is addressed immediately, and that Quality is protected during execution. Without enforcement, the system cannot sustain control, and variation will continue to degrade performance.
3.5 Flow and Pull as Control Mechanisms
Flow and pull establish control over how work moves through the system in relation to demand. While definition, exposure, and enforcement govern how work is performed at the process level, flow and pull govern how work is released, sequenced, and limited across the system. Together, they prevent overproduction, reduce accumulation of inventory, and ensure that production occurs in alignment with actual demand rather than forecast or local decision-making.
Flow defines the continuous movement of work through processes without interruption, delay, or batching. When flow is achieved, work progresses from one step to the next in a predictable and stable manner. This stability reduces variation by minimizing waiting, handling, and accumulation between processes. Interruptions to flow indicate that the system is not operating within its defined conditions. Delays, congestion, or uneven movement of work expose underlying instability that must be addressed to maintain control.
Pull establishes the mechanism by which work is authorized to enter the system. Instead of pushing work forward based on schedules or forecasts, each process produces only what is required by the next process. Demand signals from downstream operations trigger production upstream. This limits the amount of work in process and prevents the system from producing beyond its capacity to maintain controlled conditions.
The combination of flow and pull creates a controlled production environment. Work is neither overproduced nor allowed to accumulate beyond defined limits. This directly supports Quality as a system condition. Excess work in process hides problems, delays detection of abnormality, and increases the impact of variation when it occurs. By limiting work to what is needed and maintaining continuous movement, the system ensures that problems are exposed quickly and addressed before they propagate.
Flow and pull also establish synchronization across processes. Timing and sequence are aligned so that each step operates in coordination with the overall system. This reduces the need for adjustment and minimizes variation introduced by mismatched pacing between processes. The system operates within defined limits rather than relying on correction after imbalance occurs.
Taiichi Ohno developed these mechanisms to replace traditional production control methods that relied on centralized scheduling and push systems. In those systems, work is released based on forecast or local targets, leading to overproduction, excess inventory, and delayed detection of problems. Flow and pull remove these conditions by tying production directly to demand and limiting work within the system.
As control mechanisms, flow and pull do not function independently of the other elements of the system. They rely on defined normal conditions, immediate exposure of abnormality, and enforced response to maintain stability. When integrated with these elements, they ensure that the system operates within controlled limits across all processes.
Flow and pull therefore extend operational control from individual processes to the entire production system. They regulate how work enters, moves through, and exits the system, ensuring that production remains aligned with demand and that variation is minimized at the system level.
3.6 Heijunka (Leveling) and Stability
Heijunka establishes control over how demand enters the production system. Without this control, variation is transmitted directly into operations, and the system is forced into continuous reaction. Stable operation cannot be achieved under reactive conditions.
Heijunka levels both volume and mix. Production is not driven by fluctuating orders or batch logic. It is distributed according to a defined and repeatable pattern. This creates a consistent workload across processes and prevents disruption caused by irregular demand signals.
Leveling is applied at the system entry point. It does not attempt to correct instability after it appears. It prevents instability by regulating how work is introduced. Demand is translated into a controlled production sequence that the system can execute within defined limits.
This control is required for all other system elements to function.
Standardized Work depends on consistent timing and sequence. Without leveling, timing fluctuates and standards lose validity.
Jidoka depends on a stable baseline to detect abnormality. Without leveling, deviation cannot be clearly identified.
Flow and pull depend on predictable pacing. Without leveling, signals distort and inventory accumulates or starves downstream processes.
Heijunka therefore establishes the operating conditions required for system control. It ensures that workload remains within manageable limits and that processes are not forced into irregular or excessive demand patterns.
Stability is not achieved by absorbing variation within the system. It is achieved by preventing variation from entering in an uncontrolled form. Heijunka provides this control by defining how demand is sequenced and released.
When leveling is present, the system can operate within defined conditions. When leveling is absent, instability is introduced at the source and propagates through all processes.
Heijunka is therefore not a scheduling technique. It is a control mechanism that protects system stability and enables the consistent production of Quality.
3.6.1 Muri (Overburden)
Muri is the condition where people, equipment, or processes are required to operate beyond their stable and defined limits. It occurs when workload exceeds the capacity that can be sustained under normal conditions.
Muri is not an isolated event. It is a structural outcome of how demand is introduced and how work is distributed. When the system is not leveled, periods of high demand force processes into overload. During these periods, standard conditions cannot be maintained.
Overburden disrupts Standardized Work. Sequence is compressed or skipped. Timing becomes inconsistent. Work is performed under pressure rather than according to defined method. As this condition persists, variation increases and control is lost.
Equipment under Muri operates outside designed parameters. This increases wear, creates instability in performance, and raises the probability of failure. Preventive maintenance intervals are compromised, and breakdown risk increases.
Human performance is also affected. Sustained overburden leads to fatigue, reduced attention, and inconsistent execution. The ability to detect abnormality declines. Errors increase not because of lack of effort, but because the system is operating beyond stable limits.
Muri directly impacts Quality. When work is performed under excessive load, deviation becomes more likely and less visible. Problems are passed forward instead of being contained at the point of occurrence.
Muri cannot be corrected through effort or supervision. Increasing oversight does not restore stability. The condition must be addressed at the system level by reducing overload and restoring work to within defined limits.
Heijunka prevents Muri by controlling how demand enters the system. By leveling workload, it ensures that no process is required to operate beyond its capacity. When leveling is absent, Muri becomes unavoidable.
Muri therefore represents a failure of system control. It is the first indicator that the system is operating outside its defined conditions and that stability cannot be sustained.
3.6.2 Mura (Unevenness)
Mura is the condition of unevenness in demand, workload, or process execution. It is the variation in how work arrives, how it is distributed, and how it is performed over time.
Mura originates at the system entry point when demand is released without control. Fluctuating order patterns, batch scheduling, and irregular release of work create inconsistent workloads across processes. This unevenness forces the system into alternating periods of overload and underutilization.
When Mura is present, processes cannot operate within stable conditions. Standardized Work loses consistency because timing and sequence are continually disrupted. The system shifts from controlled execution to reactive adjustment.
Mura is the primary driver of instability. It creates conditions where capacity is either exceeded or idle. During peaks, processes are pushed into overburden. During troughs, resources remain underutilized. This oscillation prevents the system from maintaining a steady operating rhythm.
Unevenness also distorts system signals. Pull systems rely on predictable consumption patterns. When demand fluctuates, signals become unreliable, leading to overproduction in some areas and shortages in others. Flow is interrupted as processes wait, accelerate, or compensate for inconsistency.
Quality is directly affected. When work arrives unevenly, attention shifts from controlled execution to recovery. Problems are either rushed through during peaks or hidden during low-demand periods. The ability to detect and respond to abnormality is reduced.
Mura cannot be eliminated within individual processes. Local adjustments do not correct system-level unevenness. The condition must be addressed by controlling how demand is introduced and distributed across the system.
Heijunka is the mechanism that removes Mura. By leveling volume and mix, it establishes a consistent workload and stabilizes process execution. When Mura is removed, the system can operate within defined conditions.
Mura therefore represents the source of instability. It is the condition that disrupts consistency, drives overburden, and prevents the system from maintaining control.
3.6.2 Mura (Unevenness)
Mura is the condition of unevenness in demand, workload, or process execution. It is the variation in how work arrives, how it is distributed, and how it is performed over time.
Mura originates at the system entry point when demand is released without control. Fluctuating order patterns, batch scheduling, and irregular release of work create inconsistent workloads across processes. This unevenness forces the system into alternating periods of overload and underutilization.
When Mura is present, processes cannot operate within stable conditions. Standardized Work loses consistency because timing and sequence are continually disrupted. The system shifts from controlled execution to reactive adjustment.
Mura is the primary driver of instability. It creates conditions where capacity is either exceeded or idle. During peaks, processes are pushed into overburden. During troughs, resources remain underutilized. This oscillation prevents the system from maintaining a steady operating rhythm.
Unevenness also distorts system signals. Pull systems rely on predictable consumption patterns. When demand fluctuates, signals become unreliable, leading to overproduction in some areas and shortages in others. Flow is interrupted as processes wait, accelerate, or compensate for inconsistency.
Quality is directly affected. When work arrives unevenly, attention shifts from controlled execution to recovery. Problems are either rushed through during peaks or hidden during low-demand periods. The ability to detect and respond to abnormality is reduced.
Mura cannot be eliminated within individual processes. Local adjustments do not correct system-level unevenness. The condition must be addressed by controlling how demand is introduced and distributed across the system.
Heijunka is the mechanism that removes Mura. By leveling volume and mix, it establishes a consistent workload and stabilizes process execution. When Mura is removed, the system can operate within defined conditions.
Mura therefore represents the source of instability. It is the condition that disrupts consistency, drives overburden, and prevents the system from maintaining control.
3.7 Integration of System Elements: TPS as a Coordinated Control System
The Toyota Production System operates as a coordinated control system. Each element defined in this chapter functions as part of an integrated structure that governs how work is performed, how abnormalities are exposed, and how response is enforced. No single element operates independently. System performance is determined by how these elements function together under defined conditions.
Definition establishes the normal condition through Standardized Work. This provides the baseline for sequence, timing, and expected outcome. Without a defined condition, there is no reference for identifying deviation. Exposure, through Jidoka, ensures that any deviation from this condition becomes immediately visible. Detection alone does not create control. Enforcement ensures that once abnormality is exposed, action is taken to restore the defined condition before work continues.
Flow and pull extend this control beyond individual processes to the movement of work across the system. They regulate how work is released and how it progresses, preventing overproduction and limiting accumulation. Leveling stabilizes the system by controlling variation at the point of entry. It ensures that demand is translated into a consistent and manageable production pattern.
Each element addresses a specific aspect of system control. Definition governs how work should be performed. Exposure reveals when the system deviates from that condition. Enforcement ensures that deviation is corrected. Flow and pull regulate the movement of work. Leveling stabilizes the system against variation. Together, they form a complete control structure.
The integration of these elements creates a closed-loop system. Conditions are defined, monitored, and maintained continuously. Deviation triggers immediate response, and corrective action is embedded into the system. This prevents the accumulation of variation and protects Quality during execution.
Quality is not an outcome produced at the end of the process. It is the result of maintaining controlled conditions throughout the system. Each element contributes to this objective. When the elements are integrated, the system operates within defined limits, and performance remains stable.
The absence or degradation of any element disrupts system control. If Standardized Work is not defined, deviation cannot be identified. If exposure is delayed, problems propagate. If enforcement is not applied, abnormal conditions become accepted. If flow and pull are not maintained, work accumulates and hides instability. If leveling is not present, variation enters the system unchecked.
The Toyota Production System therefore cannot be reduced to a set of tools or isolated practices. It is a coordinated system of control mechanisms that must operate together. The effectiveness of the system depends on the integrity of this integration.
Integration establishes the foundation for sustained performance. It ensures that all elements function in alignment, that conditions remain controlled, and that Quality is maintained across the entire system.
3.8 TPS as Governance System
The Toyota Production System functions as a governance system that maintains control over operating conditions. Governance defines how conditions are established, how they are observed, how deviation is handled, and how learning is embedded. It is not a management overlay. It is the mechanism through which the system sustains Quality during execution.
The governance model is structured through five interdependent elements: definition, monitoring, exposure, response, and revision. These elements form a continuous control cycle that ensures conditions remain stable and that deviation is addressed at the point of occurrence.
Definition establishes the normal condition. Standardized Work specifies the required sequence, timing, and expected outcome for each process. This creates a precise reference against which performance can be evaluated. Without definition, there is no basis for control.
Monitoring ensures that the system condition is continuously observed against the defined standard. This is not periodic review. It is real-time awareness of whether the process is operating within its required limits. Monitoring creates the visibility necessary to identify deviation as it occurs.
Exposure makes deviation immediately visible when the system moves outside of the defined condition. Jidoka provides the mechanism for this exposure by detecting abnormality and signaling that the process is no longer operating as required. Exposure converts variation into a condition that requires action.
Response enforces the obligation to act when abnormality is detected. The system must not continue operating under uncontrolled conditions. Stopping the process ensures that deviation is addressed before it propagates. Leadership is responsible for restoring the normal condition and ensuring that the cause of deviation is understood and eliminated.
Revision embeds the learning generated through response back into the system. When a deviation is corrected, the defined condition is updated if necessary to prevent recurrence. This ensures that improvement is not temporary. It becomes part of the operating system.
These five elements operate as a closed governance loop. Definition sets the condition. Monitoring observes the condition. Exposure identifies deviation. Response corrects deviation. Revision strengthens the system. The cycle repeats continuously, maintaining control over system performance.
Governance ensures that Quality is protected as an operating condition. It prevents the system from drifting into instability by enforcing adherence to defined conditions and embedding learning into execution. Without governance, the system reverts to reactive management, where problems are addressed after they have already affected performance.
The Toyota Production System therefore functions as a governance structure that controls how work is performed, how deviation is handled, and how learning is sustained. This governance model ensures that system conditions remain stable, that variation is minimized, and that Quality is maintained through disciplined execution.
3.9 Limitation of TPS Without Enforcement
The Toyota Production System cannot sustain control without enforcement. Definition, monitoring, and exposure establish system structure, but without enforced response, conditions are not maintained and deviation persists.
The first consequence is drift. Standardized Work remains defined, but execution no longer follows sequence, timing, or outcome. Deviation is observed but not corrected. The gap between defined condition and actual practice expands and becomes normalized.
As drift progresses, monitoring becomes passive. Exposure mechanisms continue to signal abnormality, but signals no longer trigger consistent action. The requirement to stop and restore conditions is replaced by continuation under deviation.
Leadership shifts from enforcing conditions to managing results. Problems are addressed after impact rather than at the point of occurrence. Actions become temporary adjustments instead of structural correction.
System control begins to break down. Flow and pull lose integrity as limits are bypassed. Work accumulates or starves across processes. Leveling is undermined as variation enters without restriction. The system no longer operates as an integrated structure.
Quality is degraded as a result. Abnormal conditions are allowed to continue, defects are produced and passed forward, and correction is delayed. The system no longer protects Quality during execution.
When enforcement is absent, the system cannot restore itself. Deviation accumulates beyond the capacity of normal response. At this point, re-establishing control requires deliberate intervention to redefine conditions, re-expose abnormality, and enforce response.
This defines the boundary of TPS effectiveness. The system maintains control only when response to abnormality is immediate and consistent. When enforcement is not sustained, the system transitions from controlled operation to reactive management.
3.10 Toyota Precepts as Behavioral Foundation
The Toyota Precepts define the behavioral expectations that govern how individuals act within the system. They do not describe tools, processes, or methods. They establish the conditions under which a system can function with discipline and integrity.
The Precepts are not separate from the Toyota Production System. They are the behavioral foundation that allows the system to operate as intended. Without them, defined conditions degrade, response becomes inconsistent, and Quality cannot be sustained.
The Precepts are stated directly:
- Be contributive to the development and welfare of the country
- Be ahead of the times through endless creativity, inquisitiveness, and pursuit of improvement
- Be practical and avoid frivolity
- Create a warm, homelike atmosphere
- Respect spiritual matters and be grateful at all times
These statements are often interpreted as cultural values. In practice, they define leadership behavior under operating conditions.
Being contributive establishes responsibility beyond local performance. Decisions are made with consideration of system impact, not individual optimization.
Endless creativity and pursuit of improvement do not refer to activity. They require disciplined problem solving grounded in actual conditions. Improvement must align with system stability and defined standards.
Practicality constrains behavior to what can be executed reliably. It rejects theoretical solutions that cannot be sustained in daily operation.
A warm, homelike atmosphere is not a social objective. It reflects the requirement for psychological safety so that abnormality can be exposed without hesitation. Without exposure, no system can maintain control.
Respect for spiritual matters and gratitude establish humility in leadership. Authority does not replace responsibility. Leaders remain accountable to conditions, outcomes, and the people who operate the system.
The Precepts therefore define how individuals must behave within a governed system. They support consistency, reinforce discipline, and enable the exposure and response mechanisms required to maintain Quality.
They do not replace system design. They ensure that system design is followed.
This foundation connects directly to the transition from philosophy to architecture. Deming establishes the need for constancy, learning, and removal of fear. The Toyota Precepts translate these ideas into expected behavior. The Toyota Production System then defines the structure through which that behavior is applied.
Without the Precepts, the system becomes mechanical. Without the system, the Precepts cannot produce consistent outcomes.
Together, they establish the conditions required for sustained Quality.
4.0 Ohno System Architecture: Designing the Production System
The Toyota Production System is not a collection of practices developed over time. It is a deliberately designed system architecture established to control production conditions under constraint. Taiichi Ohno did not begin with improvement activity. He began with the problem of how to produce under limited resources while maintaining Quality, cost, and delivery requirements simultaneously.
The starting condition was not stability. It was restriction. Limited capital, limited space, limited inventory tolerance, and variable demand created an environment where traditional mass production methods could not function. Large batch production, high inventory buffers, and centralized scheduling introduced delay, hid defects, and required resources that were not available. The system had to be designed to operate without these conditions.
Ohno’s response was architectural. He defined production as a controlled system where every element was constrained to expose and respond to abnormality. The objective was not efficiency in isolated processes. The objective was system-wide control of conditions that would prevent instability from propagating.
The architecture begins with the definition of normal condition. Work is specified through Standardized Work, establishing sequence, timing, and expected outcome. This creates a fixed reference point for all activity. Without this definition, no control is possible.
The next element is the exposure of abnormality. Processes are designed so that deviation from the defined condition becomes immediately visible. This is achieved through Jidoka, where detection is built into the process. Abnormality is not allowed to remain hidden within the system.
Control is enforced through the requirement to stop. When deviation is detected, the process must not continue. This establishes a direct relationship between detection and response. The system does not permit continuation under uncontrolled conditions.
Flow and pull define how work moves through the system. Production is tied to actual demand, and work is limited to what the system can process under controlled conditions. This removes overproduction and prevents accumulation that would otherwise conceal instability.
Leveling stabilizes the system by regulating variation at the point of entry. Demand is distributed in a consistent pattern, ensuring that processes operate within manageable limits. This prevents unevenness from introducing overburden and waste.
These elements are not independent. They are integrated into a single control architecture. Each element reinforces the others. Definition enables exposure. Exposure triggers enforcement. Flow and pull regulate movement. Leveling stabilizes input. Together, they create a system that operates within defined limits.
Ohno’s design does not rely on corrective action after failure. It prevents failure by controlling the conditions under which work is performed. Quality is maintained because the system does not allow deviation to persist. Problems are addressed at the point of occurrence, and learning is embedded into the system.
The architecture is therefore constraint-based. It limits freedom of action in order to maintain control. Processes cannot operate outside defined conditions. Work cannot proceed without authorization from downstream demand. Abnormality cannot be ignored. These constraints create the environment where stable performance is possible.
Ohno System Architecture establishes the foundation for all subsequent development within the Toyota Production System. It defines how control is achieved, how stability is maintained, and how Quality is protected during execution.
4.1 Core Architecture Elements: Standardized Work as Definition
Within Ohno’s system architecture, control begins with definition. Standardized Work establishes the required sequence, timing, and outcome for each operation. It is not reference documentation. It defines how work must be performed under normal conditions.
This definition creates a fixed relationship between method, time, and result. Sequence determines order of execution. Timing aligns work to system demand. Outcome defines the required Quality condition. These elements are interdependent. Changing one without adjusting the others introduces instability.
Ohno uses Standardized Work to anchor the system. It establishes the reference condition against which all execution is judged. Without this reference, deviation cannot be consistently identified and control cannot be maintained.
The definition also establishes the boundary of acceptable variation. Work that falls outside sequence, timing, or outcome is no longer operating under controlled conditions. Deviation becomes visible because the condition is fixed.
This enables the rest of the architecture. Jidoka depends on a defined condition to detect abnormality. Flow and pull depend on consistent timing to maintain coordination across processes. Without Standardized Work, these mechanisms lose reliability.
Standardized Work is maintained through revision. Changes are introduced only when a method is verified to sustain or improve system stability and Quality. Adjustment is not based on preference. It is based on controlled evaluation of system impact.
Leadership is responsible for maintaining this condition. Deviation is treated as a system problem requiring correction, not as individual error.
Standardized Work therefore anchors Ohno’s architecture. It defines the conditions required for control, enables consistent detection of abnormality, and supports coordinated system operation.
4.1.1 Flow and Pull Systems
Flow and pull define how work is authorized and moved through Ohno’s architecture. While Standardized Work fixes how each process operates, flow and pull control the relationship between processes.
Flow establishes continuous progression of work across sequential operations. Each step is directly connected, and work advances at a pace aligned to demand. Interruptions, batching, and accumulation are minimized so that deviation is exposed near the point of occurrence.
Pull defines production authorization. No process produces without a specific request from downstream. Quantity and timing are controlled by actual consumption, preventing upstream processes from operating independently of demand.
Together, flow and pull create a constrained system of movement. Work is limited, sequenced, and synchronized across processes. Excess work in process cannot accumulate, and instability cannot be concealed between operations.
Flow without pull allows production to continue without demand, leading to accumulation and distortion. Pull without flow creates uneven movement, introducing delay and disrupting coordination. Both are required to maintain system control.
Ohno uses flow and pull as constraint mechanisms. They restrict when work can be performed and how it advances through the system. This maintains alignment between demand and production capability.
These constraints also support enforcement. When flow is interrupted or pull conditions are not met, deviation becomes visible. The system condition has changed and requires response.
Flow and pull extend control beyond individual operations to the full production system. They regulate the entry, movement, and exit of work so that all processes operate in coordination under defined conditions.
4.1.2 Exposure of Abnormality
Exposure of abnormality ensures that deviation from the defined condition becomes immediately visible and cannot remain within the process. It is not observational. It is designed into the system.
Within Ohno’s architecture, exposure depends on a fixed reference condition. Standardized Work defines sequence, timing, and outcome. Deviation is identified when execution moves outside these limits.
Jidoka provides the mechanism. Detection is built into the process so that defects, sequence disruption, and timing variation are identified at the point of occurrence. The system does not rely on downstream inspection. Abnormality is exposed where it is created.
This eliminates delay between occurrence and recognition. When deviation is not immediately visible, it propagates. Defects move forward, variation accumulates, and source identification becomes more difficult. Exposure confines the problem to its origin.
Ohno’s design removes conditions that conceal deviation. Excess inventory, batching, and delayed inspection allow abnormality to remain hidden. By limiting work in process and integrating detection into execution, exposure becomes immediate and unavoidable.
Exposure defines the boundary of control. When deviation is visible, response can occur and conditions can be restored. When deviation is hidden, the system operates outside defined limits without correction.
Exposure alone is not sufficient. It must trigger response. Visibility creates the requirement for action and connects directly to enforcement within the system.
Exposure of abnormality therefore functions as a structural element of control. It ensures that deviation is seen at the point of occurrence and cannot persist within the system.
4.1.3 Integration of Controls
Integration of controls establishes the system as a unified architecture. Standardized Work, flow and pull, exposure, and enforcement must operate together. When these elements function independently, control is fragmented and stability cannot be maintained.
Ohno’s design aligns these elements around a single objective: maintaining defined operating conditions during execution. Standardized Work fixes the condition. Flow and pull regulate movement. Exposure makes deviation visible. Enforcement restores the condition. Integration ensures these elements operate without conflict.
Failure occurs when alignment is lost. Defined work without controlled flow creates timing instability. Controlled movement without exposure allows abnormality to pass forward. Exposure without enforcement leaves deviation uncorrected. Each condition represents partial control and leads to system instability.
Integration requires synchronization. Sequence and timing must align with system pacing. Detection must occur at the point of deviation. Response must be immediate and capable of restoring conditions. These elements operate within the same time frame and with the same level of precision.
Control must extend across all processes. A single uncontrolled point introduces variation that propagates through the system. Integration ensures that each process operates under the same constraints and that no part of the system functions independently.
Leadership maintains this alignment. Adjustments to one element must be evaluated in relation to the others to prevent disruption. Changes are applied across the system, not in isolation.
The result is a coherent control architecture. Work progresses under defined conditions, deviation is exposed at the point of occurrence, and response restores stability without delay.
Integration of controls ensures that the system functions as a single structure rather than a set of mechanisms. It maintains alignment, prevents fragmentation, and sustains the conditions required for stable performance and consistent Quality.
5.0 Jishuken Overview: Developing Leadership Capability
Jishuken develops leadership capability within the existing system architecture. It does not introduce new methods or parallel systems. It reinforces the control structure defined in Section 3 and the architectural design established in Section 4. Its purpose is to ensure that leadership can see, enforce, and sustain system conditions in operation.
Jishuken is not classroom training. It is direct engagement at the point of work. Leaders observe actual conditions, identify deviation from defined standards, and take responsibility for restoring control. Learning occurs through application under real conditions.
The focus is the ability to manage system conditions. Leaders must distinguish between normal and abnormal operation based on Standardized Work. They must recognize breakdown in flow and pull, failure of exposure mechanisms, and absence of response. Deviation is treated as a condition requiring correction, not as an isolated problem.
Capability is developed through structured practice. Leaders define the current condition, compare it to the required condition, and identify the gap. The gap represents deviation from a defined operating state and must be corrected through restoration of conditions.
The process requires precision and discipline. Observation is based on actual conditions. Conclusions are grounded in evidence. Response restores the defined condition. Temporary adjustments are not accepted.
Jishuken extends beyond individual areas. System control requires coordination across processes. Leaders must understand the interaction between upstream and downstream conditions and ensure that correction in one area does not introduce instability in another.
Leadership responsibility is direct. Conditions are not delegated. Leaders are accountable for maintaining control, enforcing response, and sustaining system performance.
Jishuken reinforces that Quality is governed through conditions. Deviation must be addressed at the point of occurrence and corrected structurally to prevent recurrence. This prevents drift and sustains stability.
5.1 Meaning of Jishuken
Jishuken means self-study through direct engagement with the system. It is the disciplined practice of learning by examining actual conditions, identifying deviation, and restoring control. The term does not refer to independent or informal learning. It refers to structured development of leadership capability within the operating system.
Jishuken is conducted at the point of work. Leaders observe the process as it is performed, not as it is described. They compare actual conditions to Standardized Work, evaluate whether flow and pull are functioning as defined, and determine whether abnormality is being exposed and addressed. This direct observation is required to understand system performance.
The purpose of Jishuken is to develop the ability to see the system. Leaders must recognize the difference between normal and abnormal conditions without relying on reports or summary data. They must identify where the system is not operating as defined and understand the implications of that deviation on Quality, timing, and flow.
Jishuken also establishes responsibility for action. Observation alone does not create learning. Leaders are required to respond to the conditions they observe. When deviation is identified, they must determine the cause and restore the system to its defined condition. This reinforces the connection between knowledge and action.
The structure of Jishuken is intentional. It follows a defined sequence of observation, comparison, analysis, and response. Each step is grounded in the system architecture. The defined condition provides the reference. Exposure mechanisms reveal deviation. Enforcement ensures that response occurs. Learning is embedded through revision of the defined condition when required.
Jishuken differs from improvement activity that focuses on isolated problems or tools. It does not begin with a project. It begins with the system. The objective is not to implement change. The objective is to understand and maintain the conditions required for stable operation.
Participation in Jishuken is collective. Leaders work together to examine the system and align their understanding of conditions. This creates consistency in how the system is evaluated and how response is applied. It also ensures that knowledge is shared and that capability is developed across the organization.
Jishuken reinforces the principle that Quality is maintained through control of conditions. It requires leaders to engage directly with those conditions and to take responsibility for sustaining them. Learning is achieved through disciplined practice within the system, not through external instruction or isolated analysis.
5.2 Cross-Plant Learning
Cross-plant learning extends Jishuken beyond a single environment to develop capability across multiple systems. It exposes leaders to different executions of the same architecture, allowing variation in conditions to be seen and understood.
The purpose is not benchmarking. It is to deepen understanding of how defined conditions are applied, maintained, or degraded. Standardized Work, flow and pull, exposure, and response are examined across plants using a common reference.
This removes normalization of local practice. Conditions accepted as normal in one environment become visible as deviation when compared to another operating under stricter control. The system definition is re-established as the standard.
Differences in performance are traced to system conditions rather than individual effort. Leaders learn to connect outcomes to the presence or absence of control mechanisms.
Observation is disciplined and consistent. Each plant is evaluated against the same criteria, ensuring that comparison reflects system behavior rather than local interpretation. Sequence, timing, flow, exposure, and response are assessed as integrated conditions.
Findings are consolidated into a shared understanding. This aligns interpretation of normal and abnormal conditions across locations and establishes consistency in how the system is evaluated.
Learning is transferred across environments through application of system principles, not replication of practices. Conditions are adapted within local constraints while maintaining alignment with the architecture.
Cross-plant learning extends accountability beyond individual operations. System performance reflects the consistency of conditions across all locations. Alignment is required to maintain control.
Cross-plant learning therefore strengthens Jishuken by expanding perspective, removing local bias, and reinforcing consistent application of system conditions.
5.3 Exposure as Learning
Exposure is the mechanism through which learning occurs within Jishuken. Learning is not derived from discussion, instruction, or analysis removed from the process. It is created when abnormality is made visible and requires response. Without exposure, there is no reliable basis for understanding system conditions.
Jishuken places leaders in direct contact with actual operations so that deviation from the defined condition can be seen in real time. Standardized Work provides the reference. Exposure reveals where sequence, timing, or outcome do not meet that reference. This moment of deviation is the starting point for learning.
Exposure creates clarity. It removes assumption and replaces it with observable fact. When abnormality is visible, the condition of the system is no longer subject to interpretation. Leaders can identify the exact point where the process has moved outside of control. This precision is required to understand cause and effect.
Learning occurs through the requirement to respond. When abnormality is exposed, leaders must determine why the condition occurred and restore the system to its defined state. This process connects observation to action. It reinforces the relationship between system conditions and outcomes.
Exposure also prevents delayed or indirect learning. When deviation is not visible at the point of occurrence, it is often discovered later through aggregated data or downstream effects. At that point, the connection to the original condition is weakened. Immediate exposure preserves that connection and enables accurate analysis.
The role of Jidoka within Jishuken is central. Detection mechanisms ensure that abnormality cannot pass unnoticed. The system signals when conditions are not met, forcing attention to the point of deviation. This ensures that learning is grounded in actual system behavior.
Exposure as learning also reinforces discipline. Leaders must consistently observe, recognize, and respond to abnormality. This repetition develops the capability to see the system and to act within it. Learning is not a one-time event. It is a continuous process embedded in daily operation.
The effectiveness of exposure depends on enforcement. If abnormality is visible but does not require response, learning is not completed. The system must require action to restore conditions. This ensures that each exposure leads to correction and reinforces system control.
Exposure as learning defines how leadership capability is developed within Jishuken. It establishes that understanding is created through direct engagement with system conditions, immediate recognition of deviation, and disciplined response to restore control.
5.4 Leadership Responsibility
Leadership responsibility within Jishuken is defined by ownership of system conditions. Leaders are accountable for establishing, maintaining, and restoring the defined operating condition. This responsibility cannot be delegated.
Standardized Work must be clearly defined and followed. Sequence, timing, and expected outcomes establish the reference for execution. Deviation from this condition is treated as a system issue requiring immediate response.
Awareness of conditions is maintained through direct observation at the point of work. Reliance on reports or summaries is insufficient. Actual operation must be seen to determine whether flow is maintained, pull is functioning, and abnormality is exposed.
When abnormality occurs, response is mandatory. The process must not continue under uncontrolled conditions. Production is stopped when required, cause is identified, and conditions are restored before continuation.
System conditions are interconnected. Deviation in one area affects upstream and downstream processes. Response must therefore be coordinated to prevent the introduction of new instability.
Responsibility includes revision of the defined condition. When a better method is confirmed, it is incorporated into Standardized Work. This embeds learning into the system and maintains alignment with operating requirements.
Capability development is part of leadership responsibility. Others must be able to observe, understand, and respond to system conditions. This builds the collective ability to maintain control.
Accountability for Quality rests with leadership. Quality is maintained through control of conditions during execution. Deviation must be addressed immediately to prevent degradation of system performance.
Leadership responsibility within Jishuken defines leaders as active agents of system control. Conditions are established, monitored, enforced, and revised to sustain stable operation and protect Quality.
6.0 Nomura Overview: Enforcing System Discipline
Nomura represents the enforcement layer required when system discipline has degraded beyond the capability of normal leadership response. Jishuken develops the ability to see and respond to conditions. Nomura establishes the conditions under which response becomes unavoidable.
Sadao Nomura did not introduce new principles or tools. His role was to restore adherence to the existing system architecture. The focus is not improvement activity. The focus is re-establishing control where drift and discipline loss have allowed the system to operate outside defined conditions.
Nomura’s approach is structured around exposure and constraint. System conditions are made explicit through quantitative and visual definition. Current performance is compared directly against required conditions. The gap is not discussed abstractly. It is measured, displayed, and made visible to leadership.
This exposure is followed by enforced response. The system is not allowed to continue operating under deviation. Leadership is required to act to restore conditions. The requirement is immediate and non-negotiable. This creates a condition where continuation without correction is no longer possible.
Nomura introduces compression as a mechanism to force exposure. Capacity, resources, or time are deliberately constrained to remove the system’s ability to absorb variation. When excess capacity is removed, underlying instability becomes visible. This reveals conditions that were previously hidden by buffers or over-resourcing.
The purpose of compression is not reduction for its own sake. It is to expose the true operating condition of the system. When the system cannot meet demand under constrained conditions, the causes of instability become visible. This creates the basis for structural correction.
Nomura’s method also redefines leadership accountability. Responsibility is not limited to observation or coordination. Leaders are required to restore system conditions within defined constraints. Failure to do so is visible and cannot be deferred. This establishes discipline across all levels of the organization.
The relationship between Nomura and Jishuken is sequential. Jishuken develops capability under controlled conditions. Nomura applies that capability under constraint. When discipline is present, Jishuken is sufficient to maintain control. When discipline is lost, Nomura is required to re-establish it.
Nomura Overview establishes the role of enforcement within the broader system. It defines how discipline is restored when internal governance is no longer sufficient. It prepares the foundation for the detailed mechanisms of exposure, compression, and enforced response that follow.
6.1 Why Systems Drift
System drift occurs when defined operating conditions are no longer enforced. The system does not fail suddenly. It moves gradually away from its defined state as deviations are accepted and incorporated into daily execution. This progression is structural and predictable.
The initial condition of drift is minor deviation. Sequence is adjusted, timing is extended, or outcome tolerances are relaxed to accommodate immediate pressures. These adjustments are often made to maintain output or respond to local constraints. Because the impact appears small, the deviation is not corrected.
When deviation is not corrected, it becomes normalized. Standardized Work remains documented, but actual execution reflects the adjusted condition. The defined standard loses authority as the reference for operation. The system begins to operate based on local practice rather than defined condition.
Monitoring continues, but its function changes. Observation becomes passive. Deviation is seen but not acted upon. Exposure mechanisms may still signal abnormality, but response is inconsistent. The connection between detection and enforcement is weakened.
As drift progresses, buffers are introduced to compensate for instability. Additional time, inventory, or resources are used to absorb variation. These buffers reduce the immediate impact of deviation but conceal the underlying condition. The system appears to function while operating outside of control.
Leadership behavior shifts with the system condition. Instead of enforcing defined conditions, leadership manages outcomes. Attention is directed toward meeting targets rather than maintaining control. Problems are addressed after they occur, and corrective actions focus on recovery rather than prevention.
This shift accelerates drift. When outcome replaces condition as the primary focus, deviation is tolerated as long as results are achieved. The system moves further from its defined state, and variation becomes embedded in daily operation.
Drift also reduces the effectiveness of system mechanisms. Flow becomes inconsistent as timing varies. Pull signals lose accuracy as work is produced outside defined limits. Exposure is delayed as buffers conceal abnormality. Enforcement becomes reactive rather than immediate.
Quality is affected as a result. When the system operates outside defined conditions, defects are produced and passed downstream. Detection occurs later, and the cost of correction increases. The system no longer protects Quality during execution.
System drift therefore reflects the loss of discipline in maintaining defined conditions. It is not caused by complexity or external factors. It is the result of allowing deviation to persist without enforced response.
Understanding why systems drift establishes the need for the enforcement mechanisms introduced in this section. When drift reaches a structural level, normal governance is insufficient to restore control. The system requires deliberate intervention to re-establish defined conditions and rebuild discipline.
6.2 Structural Exposure
Structural exposure is the deliberate design of conditions that force the true state of the system to become visible. It is applied when normal exposure mechanisms are no longer sufficient due to accumulated drift, buffers, and compensation. The objective is to remove the system’s ability to conceal instability.
In a controlled system, abnormality is exposed through Standardized Work and Jidoka. When drift has occurred, these mechanisms remain in place but lose effectiveness. Deviation is absorbed by additional time, excess inventory, or overcapacity. The system continues to operate while instability remains hidden. Structural exposure removes these compensating conditions.
The method is not observational. It is architectural. Conditions are changed so that the system must operate within tighter constraints. When buffers are reduced, variation that was previously absorbed becomes visible. When capacity is aligned more closely with actual demand, timing deviations and sequence disruptions are exposed. The system is forced to reveal its true operating condition.
Structural exposure converts hidden variation into visible abnormality. It does not create problems. It reveals problems that already exist but are concealed by the system’s ability to compensate. This distinction is critical. The objective is not to destabilize the system. It is to remove the illusion of stability created by excess resources and delayed response.
The application of structural exposure requires precision. Constraints must be applied in a way that maintains the ability to observe and respond. If the system is restricted without the ability to detect and correct deviation, instability increases without learning. Exposure must be paired with immediate enforcement of response.
Leadership responsibility intensifies under structural exposure. When conditions are constrained, deviation becomes more frequent and more visible. Leaders must respond immediately to restore control. This requires a disciplined approach to identifying cause and correcting conditions rather than relying on temporary adjustments.
Structural exposure also establishes a clear boundary between controlled and uncontrolled operation. When the system is operating within defined conditions, it will perform under constraint. When it cannot, the points of failure become explicit. This clarity enables targeted correction of the underlying causes of instability.
The role of structural exposure within Nomura’s method is foundational. It prepares the system for compression by revealing the conditions that must be corrected before sustained reduction can occur. Without exposure, compression would reduce capacity without addressing instability, resulting in degraded performance.
Structural exposure therefore functions as a mechanism to restore visibility within the system. It removes the conditions that hide deviation, forces abnormality to surface, and creates the environment where disciplined response can re-establish control and protect Quality.
6.3 Arithmetic Compression
Arithmetic compression is the deliberate reduction of system capacity to expose and correct structural instability through measurable constraint. It is not an optimization technique. It is an enforcement mechanism that forces the system to operate within defined limits where deviation becomes unavoidable and visible.
Compression is applied after structural exposure has revealed the true operating condition. Once buffers and compensating resources are removed, the system’s ability to meet demand under controlled conditions is evaluated. Arithmetic compression reduces available capacity in quantifiable terms, such as man-hours, stations, or time, to align the system with its required performance level.
The purpose of compression is to remove the margin that allows instability to remain hidden. When excess capacity exists, variation can be absorbed without immediate consequence. This delays exposure and allows deviation to persist. By reducing capacity, the system must perform within tighter constraints. Any deviation from the defined condition becomes immediately evident.
Arithmetic compression is precise. Reductions are calculated based on current performance and required output. The system is not reduced arbitrarily. It is reduced to a level where it must operate correctly to meet demand. This creates a direct relationship between system condition and performance outcome.
When compression is applied, the system reveals its structural limitations. Delays in sequence, variation in timing, and defects in outcome become visible as the system fails to meet demand under reduced capacity. These failures identify the exact points where the system is not operating within defined conditions.
The response to compression is not to restore capacity. It is to restore control. Leaders must identify the causes of deviation and correct them so that the system can operate within the compressed condition. This requires adherence to Standardized Work, restoration of flow and pull, and enforcement of response when abnormality occurs.
Arithmetic compression also establishes accountability. Performance under constraint cannot be achieved through adjustment or compensation. It requires correct operation of the system. When the system fails to meet demand, the cause is visible and must be addressed directly.
The method reinforces the relationship between system design and performance. Output is not determined by effort or local efficiency. It is determined by the system’s ability to operate within defined conditions. Compression makes this relationship explicit.
Arithmetic compression therefore functions as a mechanism to enforce discipline at a structural level. It removes the system’s ability to hide instability, forces deviation to surface, and requires correction of underlying conditions. When the system can operate under compressed conditions, control has been re-established and Quality is protected.
6.4 Dantotsu Quality
Dantotsu Quality defines the condition where the system operates with a level of control that prevents defect generation rather than detecting and correcting defects after occurrence. It is not a target or performance metric. It is the result of sustained enforcement of system conditions under constraint.
Dantotsu is achieved when the system consistently operates within its defined condition. Standardized Work is followed without deviation. Flow and pull regulate movement without accumulation or delay. Abnormality is exposed immediately through Jidoka. Response is enforced at the point of occurrence. These conditions prevent variation from propagating and eliminate the opportunity for defects to develop.
The role of Nomura’s method is to create the conditions where Dantotsu becomes necessary rather than optional. Structural exposure reveals instability. Arithmetic compression removes the system’s ability to absorb that instability. Under these conditions, the system must operate correctly to meet demand. There is no capacity to compensate for deviation.
Dantotsu Quality therefore emerges when the system can meet required output under constrained conditions without producing defects. This demonstrates that variation has been reduced to a level where it does not disrupt operation. Stability is not assumed. It is proven through performance under constraint.
The concept extends beyond defect reduction. It includes the elimination of conditions that allow defects to occur. This requires control of sequence, timing, and outcome at every step of the process. It also requires immediate response to any deviation that threatens these conditions.
Leadership accountability is central to achieving Dantotsu. Leaders must enforce system conditions consistently. They must ensure that deviation is not tolerated and that corrective action restores the defined state. This discipline must be maintained continuously. Dantotsu cannot be achieved through intermittent effort.
Dantotsu also establishes a new standard for system performance. Once the system operates at this level of control, previous conditions are no longer acceptable. The expectation shifts from managing defects to preventing their occurrence through system design and enforcement.
The relationship between compression and Dantotsu is direct. Compression creates the conditions where only a controlled system can succeed. When the system performs under these conditions, it demonstrates that Quality is inherent in the operation, not dependent on inspection or correction.
Dantotsu Quality therefore represents the outcome of enforced system discipline. It confirms that the system operates within defined conditions, that variation is controlled at the source, and that Quality is maintained throughout execution.
6.5 Leadership Accountability
Leadership accountability within Nomura’s method is defined by the obligation to restore and sustain system conditions under constraint. It is not responsibility for outcomes alone. It is responsibility for maintaining the conditions that produce those outcomes.
Under normal operation, leadership is expected to monitor, respond, and revise system conditions through established governance. When drift has occurred and Nomura intervention is applied, this responsibility becomes explicit and measurable. The system is constrained, deviation is exposed, and leadership response is no longer discretionary.
Accountability is established through visibility. Performance under compressed conditions reveals whether the system is operating within its defined state. When the system fails to meet demand or produces defects, the point of failure is visible. This visibility removes ambiguity. The condition of the system can be directly observed.
Leaders are required to respond immediately to this condition. Response is not limited to restoring output. It requires identification and correction of the underlying cause of deviation. Temporary adjustments that allow continuation without restoring control are not acceptable.
Leadership accountability also includes adherence to defined standards. Standardized Work must be maintained without deviation. Flow and pull must regulate production. Exposure mechanisms must function without delay. Leaders must ensure that these conditions are present and effective.
The structure of accountability extends across levels of leadership. Responsibility is not isolated to a single role. Each level must ensure that conditions within its scope are controlled and that deviations are addressed. Escalation occurs when the condition cannot be restored at the local level.
Nomura’s method reinforces accountability by removing the system’s ability to compensate for failure. Under compression, performance cannot be maintained through additional resources or delayed response. The only path to meeting demand is correct operation of the system. This makes leadership responsibility explicit.
Accountability is also tied to learning. When deviation is corrected, leaders must ensure that the system is revised to prevent recurrence. This embeds learning into the operating condition and strengthens system control.
Leadership accountability within this context defines the role of leaders as enforcers of system discipline. They are responsible for maintaining defined conditions, responding to deviation, and ensuring that the system operates within its required limits. This accountability sustains control and protects Quality under all operating conditions.
6.6 Codification and Global Transmission of TPS: Toyota Way (2001) as System Codification (Fujio Cho)
The Toyota Way (2001) represents the formal codification of the Toyota Production System for global transmission. It does not introduce new system elements. It translates the existing architecture, developed through Ohno and enforced through leaders such as Sadao Nomura, into a form that can be communicated, taught, and sustained across diverse operations.
Fujio Cho defined the Toyota Way to preserve the integrity of the system as it expanded beyond its original environment. The challenge was not conceptual understanding. It was maintaining system discipline across multiple plants, cultures, and leadership structures. Codification provided a common reference for expected behavior and decision-making.
The Toyota Way organizes the system into two primary pillars: continuous improvement and respect for people. These pillars are not independent themes. They reflect the requirements of the system architecture. Continuous improvement corresponds to the revision element of governance, where learning is embedded into Standardized Work. Respect for people corresponds to the requirement that individuals operate within and support defined system conditions.
Within these pillars, principles such as challenge, Kaizen, Genchi Genbutsu, respect, and teamwork are defined. These principles describe expected behaviors that support system control. They do not replace the architectural elements of definition, exposure, flow, pull, leveling, and enforcement. They provide the behavioral context required to sustain those elements.
Codification introduces a limitation. Principles and values do not enforce conditions. Without operational mechanisms, they rely on interpretation and individual application. This creates variability in how the system is implemented. The effectiveness of the Toyota Way depends on the presence of the underlying control architecture.
Nomura’s method addresses this limitation by re-establishing enforcement when codified principles are insufficient to maintain discipline. Codification enables transmission. Enforcement ensures adherence. Both are required to sustain the system across global operations.
Global transmission requires consistency in how system conditions are defined and maintained. The Toyota Way provides a common language for this purpose. It ensures that leadership across locations shares an understanding of system expectations and responsibilities.
The relationship between codification and execution is critical. The Toyota Way defines what must be sustained. The production system defines how it is sustained. When these elements are aligned, the system can be replicated without losing control of conditions.
Codification therefore functions as a mechanism for preserving system intent during expansion. It ensures that the principles underlying the system are communicated consistently, while the operational architecture ensures that those principles are realized in practice.
6.6.1 Toyota Business Practices as Execution Discipline
Toyota Business Practices define the execution discipline required to apply the system under codified principles. While the Toyota Way establishes intent and behavioral expectations, Toyota Business Practices provide the structured method through which problems are understood, addressed, and embedded into the system.
Toyota Business Practices are not a separate system. They operate within the existing architecture of definition, exposure, enforcement, and revision. Their purpose is to ensure that response to abnormality follows a consistent, disciplined process that restores system conditions and strengthens control.
The structure follows a defined sequence. The problem is clarified based on actual conditions. The current condition is analyzed against the defined standard. The target condition is established within system constraints. Root cause is identified through direct examination of the process. Countermeasures are developed to restore the defined condition. Results are verified, and the learning is incorporated into Standardized Work.
This sequence aligns directly with governance. Clarification and analysis correspond to monitoring and exposure. Countermeasure development and implementation correspond to response. Verification and standardization correspond to revision. Toyota Business Practices provide the method that connects these elements into a repeatable process.
Execution discipline is critical. The steps must be followed in sequence without omission. Skipping analysis leads to incorrect identification of cause. Implementing countermeasures without verification introduces new variation. Failing to revise Standardized Work prevents learning from being embedded into the system.
Toyota Business Practices also reinforce Genchi Genbutsu. Problems must be understood at the point of occurrence. Data alone is insufficient. Leaders must observe the actual process, confirm conditions, and base conclusions on direct evidence. This ensures that actions address the true cause of deviation.
The practices prevent reliance on intuition or assumption. Each step requires evidence and confirmation. This creates consistency in how problems are addressed and reduces variability in decision-making across the organization.
Toyota Business Practices support cross-functional alignment. When the same method is used across areas, leaders can coordinate responses and ensure that actions taken in one part of the system do not create instability in another. This maintains integration of control.
The relationship between Toyota Business Practices and Nomura’s method is complementary. Nomura enforces the need to act by exposing deviation under constraint. Toyota Business Practices provide the structured method to respond effectively. Together, they ensure that exposure leads to correct and sustained restoration of system conditions.
Toyota Business Practices therefore function as the execution discipline within the codified system. They ensure that problems are addressed systematically, that learning is embedded into operation, and that system control is maintained through consistent application of method.
6.6.2 Expansion Through Susumu Toyoda
Expansion through Susumu Toyoda represents the transfer of system discipline from its origin environment into North American operations. This expansion did not rely on translation of principles alone. It required the establishment of operating conditions, leadership capability, and enforcement mechanisms consistent with the original system architecture.
The challenge of expansion was not technical understanding. It was maintaining control of conditions in a different operating context. Variability in workforce experience, supplier base, and production environment created conditions where drift could occur rapidly if discipline was not established.
Susumu Toyoda’s role focused on creating alignment between plants and ensuring that system conditions were defined and enforced consistently. This included the introduction of structured Jishuken activities across multiple facilities. Leaders were required to observe actual conditions, compare them to defined standards, and take responsibility for restoring control.
Expansion required more than observation. It required the ability to expose and correct structural deviation. As system drift became visible across plants, enforcement mechanisms were introduced to restore discipline. This included the application of constraint and the requirement for immediate response to abnormality.
Cross-plant Jishuken became a central mechanism for expansion. Leaders from different facilities examined system conditions collectively. This removed local interpretation and established a consistent understanding of what constituted normal operation. It also enabled the transfer of knowledge across plants, ensuring that system capability developed in alignment.
The expansion also required integration of leadership accountability. Responsibility for system conditions was established at all levels. Leaders were expected to maintain defined conditions, enforce response, and embed learning into Standardized Work. This accountability ensured that system control was sustained beyond initial implementation.
The introduction of Nomura’s enforcement methods within this expansion created the conditions necessary to re-establish control where drift had occurred. Structural exposure and arithmetic compression revealed instability that could not be addressed through observation alone. This reinforced the requirement for disciplined response and restored system integrity.
Expansion through Susumu Toyoda therefore represents the transition from localized system application to coordinated global operation. It demonstrates that transmission of the Toyota Production System requires both codification and enforcement. Principles provide direction, but control of conditions ensures consistent execution.
This expansion established the foundation for sustained system performance across multiple plants. It ensured that the architecture defined by Ohno and reinforced through Jishuken was maintained under varying conditions, preserving Quality through disciplined control.
6.6.3 Respect for People as System Support Condition
Respect for people functions as a support condition that enables the system to operate as designed. It is not an independent value separate from system control. It exists to ensure that individuals can participate in maintaining defined conditions, exposing abnormality, and enforcing response.
Within the system architecture, people are required to follow Standardized Work, identify deviation, and stop the process when abnormality occurs. These actions require clarity of expectation, psychological safety to act, and confidence that response will be supported. Respect establishes these conditions.
Respect begins with clear definition of work. Individuals must understand the required sequence, timing, and outcome. Ambiguity creates variation and prevents effective participation in system control. Providing clear definition is a form of respect because it enables correct execution.
Respect also requires that individuals are not placed under conditions that force deviation. Overburden and unevenness undermine the ability to follow Standardized Work and maintain flow. By controlling Mura and Muri through leveling, the system creates conditions where people can perform work within stable limits.
The ability to expose abnormality is central to respect. Individuals must be able to signal deviation without hesitation. This includes stopping the process when required. If individuals are discouraged from exposing problems or if response is delayed or inconsistent, the system cannot maintain control.
Leadership behavior defines whether respect is present. When abnormality is exposed, leaders must respond immediately and support the individual. The focus is on restoring system conditions, not assigning blame. This reinforces the expectation that exposing deviation is required and valued.
Respect also includes development of capability. Through Jishuken, individuals learn to see system conditions, identify deviation, and participate in restoring control. This development enables consistent application of system principles across the organization.
The relationship between respect and enforcement is direct. Enforcement requires individuals to act when conditions are not met. Respect ensures that they have the ability and support to do so. Without respect, enforcement becomes inconsistent and dependent on individual discretion.
Respect for people therefore supports the functioning of the system. It ensures that individuals can operate within defined conditions, that abnormality is exposed without delay, and that response is carried out effectively. This support is necessary to maintain system control and protect Quality during execution.
6.6.4 Continuous Improvement as Structured Behavior
Continuous improvement operates as structured behavior within the system. It is not an independent activity or a separate initiative. It is the disciplined revision of defined conditions based on observed deviation and verified learning.
Within the governance model, improvement corresponds to revision. When abnormality is exposed and response restores the system to its defined condition, the underlying cause is understood. If a better method is identified, the defined condition is updated through Standardized Work. This embeds the improvement into the system.
Continuous improvement therefore follows a defined sequence. Deviation is observed at the point of occurrence. The condition is analyzed against the defined standard. The cause of deviation is identified. A corrected method is established. The new method is verified under actual operating conditions. Once confirmed, it becomes the new standard.
This structure prevents uncontrolled change. Improvements are not introduced based on preference or isolated success. They are evaluated based on their ability to maintain or strengthen system control. If a change disrupts flow, weakens exposure, or reduces the effectiveness of enforcement, it is not adopted.
Continuous improvement also requires consistency in application. The same disciplined process must be followed across all areas of the system. This ensures that changes are aligned and that the system remains integrated. Isolated improvements that do not consider system impact introduce instability.
The relationship between continuous improvement and Jishuken is direct. Jishuken develops the capability to observe, analyze, and respond to system conditions. Continuous improvement applies that capability to revise the system. Learning is not theoretical. It is embedded into the operating condition.
Continuous improvement is also constrained by system requirements. Changes must align with demand, maintain flow and pull, and operate within leveled conditions. This ensures that improvements support overall system performance rather than optimizing individual processes at the expense of stability.
The role of leadership is to enforce this discipline. Leaders must ensure that improvements are based on actual conditions, that they are verified before adoption, and that they are incorporated into Standardized Work. This maintains control and prevents drift.
Continuous improvement as structured behavior ensures that the system evolves without losing stability. It integrates learning into operation, maintains alignment across processes, and sustains Quality through controlled revision of system conditions.
7.0 Reframing Deming Through TPS: Deming → TPS Connection
The connection between Deming and the Toyota Production System is structural, not interpretive. Deming defined the principles required to understand system behavior. TPS defines the mechanisms required to control that behavior during execution.
W. Edwards Deming established that performance is determined by the system, that variation must be understood, that learning follows a defined theory of knowledge, and that human behavior must be considered in system design. These elements form the System of Profound Knowledge. They describe how systems function and why outcomes occur.
TPS operationalizes these principles. It converts understanding into control. Standardized Work defines the system condition. Jidoka exposes variation at the point of occurrence. Flow and pull regulate system behavior in relation to demand. Leveling stabilizes input conditions. Enforcement ensures that deviation is corrected immediately. These mechanisms translate Deming’s principles into executable system design.
The relationship is sequential. Deming provides the theoretical foundation. TPS provides the operational architecture. Without Deming, the system lacks conceptual clarity. Without TPS, the principles remain unimplemented.
Deming identified that management is responsible for the system. TPS defines how that responsibility is executed. Leaders establish conditions, monitor performance, enforce response, and embed learning. This aligns with the governance model of definition, monitoring, exposure, response, and revision.
Variation is central to both. Deming emphasized the need to understand variation and distinguish between common and special causes. TPS creates conditions where variation is immediately visible and must be addressed. Jidoka detects deviation. Flow and pull prevent accumulation that would conceal variation. Leveling reduces variation at the source.
Deming’s theory of knowledge is reflected in the structured learning cycle within TPS. Observation of actual conditions, analysis of deviation, implementation of countermeasures, and revision of standards align with disciplined learning. This is practiced through Jishuken and formalized through Toyota Business Practices.
Psychology, as defined by Deming, is addressed through respect for people within TPS. Individuals are enabled to participate in system control by following defined work, exposing abnormality, and contributing to problem resolution. Leadership creates the conditions where this participation is possible.
The connection also defines a limitation. Deming’s principles do not enforce conditions. They require interpretation and application. TPS provides the enforcement mechanisms that ensure adherence. This includes stop-the-line, pull control, and structural constraint.
Reframing Deming through TPS establishes that understanding alone is insufficient to maintain system performance. Control must be embedded into the system architecture. Deming defines why systems behave as they do. TPS defines how to govern that behavior to maintain stability and protect Quality.
7.1 Constancy of Purpose
Constancy of purpose establishes the long-term commitment to maintaining and improving system conditions that protect Quality. It defines the direction of the organization and ensures that decisions are aligned with sustaining controlled operation rather than responding to short-term pressures.
W. Edwards Deming defined constancy of purpose as the obligation of management to focus on long-term system performance. Within TPS, this is translated into maintaining defined conditions consistently over time. The objective is not periodic improvement. It is continuous control of the system.
Constancy of purpose requires that Quality is treated as the governing condition. Decisions regarding cost, output, and delivery are made within the constraint of maintaining system control. When short-term objectives conflict with defined conditions, the system must not be compromised.
This principle is expressed operationally through adherence to Standardized Work. The defined condition must be maintained regardless of immediate pressure. Deviation cannot be accepted to achieve short-term output. Allowing deviation introduces instability and undermines long-term performance.
Flow and pull reinforce constancy of purpose by limiting production to actual demand. This prevents overproduction driven by short-term targets. Leveling stabilizes demand, ensuring that the system operates within manageable conditions over time.
Enforcement is critical to sustaining constancy of purpose. When abnormality occurs, response must restore the system to its defined condition before work continues. This prevents the system from drifting in response to immediate pressures.
Leadership responsibility is central. Leaders must ensure that actions taken at all levels align with maintaining system conditions. This includes resisting decisions that prioritize short-term results over system stability. Constancy of purpose requires consistent application of system principles across all operations.
Constancy of purpose also supports learning. Continuous improvement is directed toward strengthening system control rather than achieving isolated gains. Improvements are evaluated based on their ability to maintain or enhance defined conditions.
The absence of constancy of purpose leads to drift. When focus shifts to short-term outcomes, deviation is tolerated, enforcement weakens, and system stability degrades. This creates the conditions that require intervention to restore control.
Constancy of purpose therefore functions as the governing direction for the system. It ensures that all actions support the maintenance of defined conditions, that Quality is protected over time, and that the system remains stable under changing demands.
7.2 Cease Dependence on Inspection
Ceasing dependence on inspection requires a shift from detecting defects after production to preventing defects through control of system conditions. Inspection does not create Quality. It identifies outcomes after deviation has already occurred.
W. Edwards Deming defined inspection as a compensatory activity. It attempts to sort good from bad after the process has produced variation. This approach does not address the cause of defects. It accepts that the system will generate errors and relies on detection to manage the result.
Within TPS, Quality is maintained during execution. Standardized Work defines the required condition for sequence, timing, and outcome. Jidoka ensures that deviation from this condition is detected immediately. The process is stopped when abnormality occurs, preventing defects from continuing through the system.
This approach eliminates the need for inspection as a primary control mechanism. When the system operates within defined conditions, defects are prevented rather than detected. Any deviation is addressed at the point of occurrence, restoring the system before work continues.
Inspection introduces delay between cause and detection. Defects may be identified downstream, separated from the conditions that created them. This delay complicates analysis and increases the cost of correction. Immediate exposure through Jidoka maintains the connection between cause and effect.
Dependence on inspection also allows the system to operate outside of control. Processes continue to produce under unstable conditions because defects are expected to be caught later. This undermines enforcement and allows variation to accumulate.
Ceasing dependence on inspection requires that the system is designed to reveal and respond to abnormality in real time. Flow and pull limit work in process, reducing the distance between production and detection. Leveling stabilizes input conditions, reducing variation that leads to defects.
Leadership must enforce this shift. When defects are detected, the response must focus on restoring system conditions rather than increasing inspection. Adding inspection does not correct the underlying cause. It reinforces dependence on detection rather than prevention.
Ceasing dependence on inspection aligns with the principle that Quality is an operating condition. It requires that the system prevents defects through controlled execution, immediate exposure of deviation, and enforced response. This approach ensures that Quality is maintained throughout the process rather than evaluated after completion.
7.3 Drive Out Fear
Driving out fear establishes the condition where abnormality can be exposed and acted upon without hesitation. Fear suppresses visibility. When individuals are uncertain about the consequences of exposing problems, deviation remains hidden and the system operates outside of control.
W. Edwards Deming identified fear as a barrier to understanding system conditions. Within TPS, this is operationalized as a failure of exposure. If abnormality is not surfaced, the system cannot respond. Control is lost at the point where deviation is concealed.
Driving out fear is not a cultural initiative. It is a system requirement. Individuals must be able to signal abnormality, stop the process, and identify deviation from Standardized Work without delay. These actions are necessary to maintain control of conditions and protect Quality.
Jidoka depends on this condition. Detection mechanisms identify abnormality, but the system requires human action to respond. If individuals hesitate to act, the connection between detection and enforcement is broken. The process continues under deviation, and defects propagate.
Leadership behavior determines whether fear is present. When abnormality is exposed, the response must focus on restoring system conditions. Assigning blame or penalizing individuals for exposing problems discourages future exposure. This shifts the system toward concealment and undermines control.
Driving out fear also requires clarity of expectation. Individuals must understand the defined condition and the requirement to act when deviation occurs. Uncertainty creates hesitation, which delays response and allows variation to accumulate.
The condition also supports learning. When abnormality is exposed consistently, the system generates accurate information about its performance. This enables identification of root causes and supports effective revision of Standardized Work. Without exposure, learning is based on incomplete or delayed information.
Fear introduces hidden buffers into the system. Individuals compensate for instability by avoiding exposure, adjusting work methods, or delaying escalation. These actions conceal deviation and prevent the system from recognizing its true condition.
Driving out fear therefore functions as a prerequisite for effective exposure and enforcement. It ensures that abnormality is visible, that response is immediate, and that the system operates within defined conditions. This maintains control and protects Quality during execution.
8.0 System Evolution Model: Layer Model
The system evolution model defines how the Toyota Production System develops from initial understanding to sustained control under constraint. It is structured as a progression of layers, where each layer establishes the conditions required for the next. Advancement is not based on time or maturity. It is based on the presence of defined system conditions.
The first layer is conceptual understanding. Principles such as system thinking, variation, and management responsibility establish why performance occurs. This layer aligns with the System of Profound Knowledge. It provides the foundation for recognizing that outcomes are determined by system conditions.
The second layer is architectural definition. The system is designed through Standardized Work, flow and pull, Jidoka, and leveling. These elements define how work is performed, how it moves, and how abnormality is exposed. This layer establishes the structure required for control.
The third layer is governance. Conditions are maintained through definition, monitoring, exposure, response, and revision. Leadership ensures that the system operates within defined limits. This layer sustains stability and prevents drift.
The fourth layer is capability development through Jishuken. Leaders develop the ability to observe actual conditions, identify deviation, and restore control. This layer ensures that governance is applied consistently across the system.
The fifth layer is enforcement through constraint. When drift has occurred, structural exposure and arithmetic compression are applied to restore discipline. This layer forces the system to operate within defined conditions and reveals underlying instability.
The sixth layer is Dantotsu Quality. The system operates under constraint without producing defects, demonstrating that variation is controlled at the source. This confirms that system conditions are stable and that control is sustained.
Each layer depends on the integrity of the previous layers. Capability cannot be developed without defined architecture. Governance cannot be sustained without capability. Enforcement cannot restore control without clear definition. Dantotsu cannot be achieved without disciplined enforcement.
The model is not linear in application. Systems may regress if conditions are not maintained. Drift can move the system back to earlier layers, requiring re-establishment of control. The model provides a reference for diagnosing system condition and determining the required action.
The layer model therefore defines the progression from understanding to sustained control. It integrates principles, architecture, governance, capability, enforcement, and performance into a single structure. This ensures that system development is aligned with maintaining controlled conditions and protecting Quality.
8.1.0 Philosophy (Deming)
The first layer of system evolution is philosophical understanding. It establishes the conceptual foundation required to recognize how system conditions determine performance. This layer does not create control. It defines the principles that explain why control is necessary.
W. Edwards Deming defined this foundation through the System of Profound Knowledge. It includes appreciation for a system, knowledge of variation, theory of knowledge, and psychology. These elements describe how systems behave, how variation affects outcomes, how learning occurs, and how people interact within the system.
Appreciation for a system establishes that performance is not the result of isolated actions. It is the result of interactions between processes, resources, and conditions. This shifts focus from individual performance to system design.
Knowledge of variation defines the difference between common and special causes. It establishes that variation is inherent in the system and must be understood before it can be controlled. Without this understanding, responses to problems are inconsistent and often ineffective.
Theory of knowledge defines how learning occurs. It requires that conclusions are based on observation, hypothesis, and verification. This establishes a disciplined approach to understanding system behavior.
Psychology addresses how people operate within the system. It recognizes that behavior is influenced by conditions, expectations, and leadership actions. This is critical for establishing environments where individuals can participate in maintaining system control.
This philosophical layer provides clarity. It explains why systems drift, why inspection fails to create Quality, and why leadership is responsible for system performance. It aligns understanding across the organization and establishes a common framework for interpreting system conditions.
However, philosophy alone does not create control. It does not define how work is performed, how abnormality is exposed, or how response is enforced. Without operational mechanisms, these principles remain interpretive.
The transition from philosophy to architecture is required to operationalize these concepts. Understanding must be translated into defined conditions and control mechanisms that govern execution.
Philosophy therefore functions as the foundation of system evolution. It establishes the principles that explain system behavior and prepares the organization to implement the architectural and governance layers that follow.
8.2.0 Architecture (Ohno)
The second layer of system evolution is architecture. It defines how the system operates through controlled conditions rather than conceptual understanding. This layer translates philosophical principles into executable structure.
Taiichi Ohno established this architecture by designing production as a system governed by defined conditions, immediate exposure of abnormality, and enforced response. The objective is not to improve performance through isolated actions. The objective is to control the conditions that determine performance.
Architecture begins with Standardized Work. Sequence, timing, and outcome are defined to establish the normal condition. This creates a fixed reference for all activity and enables detection of deviation. Without this definition, the system cannot distinguish between normal and abnormal operation.
Flow and pull define how work is authorized and moves through the system. Production is limited to actual demand, and work progresses in a controlled sequence. This prevents overproduction, reduces accumulation, and maintains alignment between processes.
Jidoka establishes exposure of abnormality. Detection is built into the process so that deviation from the defined condition is immediately visible. This prevents defects from propagating and ensures that problems are identified at the point of occurrence.
Enforcement ensures that deviation is addressed before work continues. The system requires that the process is stopped when abnormality is detected. This establishes a direct connection between exposure and response, maintaining control of conditions.
Leveling stabilizes the system by regulating variation at the point of entry. Demand is distributed in a consistent pattern, reducing unevenness and preventing overburden. This allows the system to operate within manageable limits.
These elements form an integrated control architecture. Each element supports the others. Standardized Work enables exposure. Exposure triggers enforcement. Flow and pull regulate movement. Leveling stabilizes input. Together, they create a system that operates within defined limits.
Architecture transforms understanding into control. It defines how work must be performed, how deviation is identified, and how response is enforced. This layer establishes the conditions required for stable operation and protects Quality during execution.
Without architecture, philosophical understanding remains unimplemented. With architecture, the system operates as a controlled environment where performance is determined by defined conditions rather than by isolated actions or individual effort.
8.3.0 Enforcement (Nomura)
The third layer of system evolution is enforcement. It establishes the conditions under which the architectural design is applied without deviation. While architecture defines how the system must operate, enforcement ensures that it does operate in that manner under all conditions.
Sadao Nomura applied enforcement as a structural requirement when system discipline was not sustained through normal governance. The purpose is not to introduce new elements. It is to re-establish adherence to the defined architecture.
Enforcement begins with exposure. System conditions are made explicit through direct comparison between defined standards and actual performance. Deviation is not interpreted. It is made visible through measurable gaps in sequence, timing, and outcome.
Constraint is then applied to remove the system’s ability to compensate for deviation. Structural exposure reduces buffers that conceal instability. Arithmetic compression aligns capacity with required performance, forcing the system to operate within tighter limits. Under these conditions, deviation cannot remain hidden.
The system is required to respond. When abnormality is exposed under constraint, continuation without correction is not possible. Leadership must act to restore defined conditions. This establishes a direct relationship between exposure and response that cannot be deferred.
Enforcement also establishes accountability. Performance under constraint reveals whether the system is operating correctly. When it does not, the point of failure is visible and must be addressed. Responsibility for restoring conditions is explicit.
The role of enforcement is corrective and stabilizing. It is applied when drift has occurred and governance alone is insufficient to maintain control. Once conditions are restored and discipline is re-established, the system can return to normal governance and capability development.
Enforcement does not replace architecture. It reinforces it. The architectural elements remain the same. Enforcement ensures that they are applied consistently and without deviation.
This layer is critical for sustaining system evolution. Without enforcement, drift accumulates and the system moves away from its defined condition. With enforcement, discipline is restored, and the system can operate within controlled limits.
Enforcement (Nomura) therefore defines how system discipline is re-established when it has been lost. It ensures that the architecture is applied as designed and that Quality is maintained through strict adherence to defined conditions.
8.4.0 Integration
Integration connects philosophy, architecture, and enforcement into a single operating system. Each layer has a distinct role. Integration ensures they function together without contradiction or gap.
Philosophy defines intent. It establishes constancy of purpose and positions Quality as the governing condition. It does not prescribe execution. It defines why the system must operate under control.
Architecture translates intent into operating conditions. Standardized Work defines the normal condition. Flow and pull regulate movement. Jidoka exposes abnormality. Leveling stabilizes demand. These elements define how the system must operate to protect Quality.
Enforcement ensures adherence to architecture. When deviation occurs, exposure is made explicit. Constraint removes the ability to compensate. Response is required before continuation. This restores the defined condition and prevents drift.
Integration aligns these layers into a closed system. Philosophy guides architecture. Architecture defines execution. Enforcement protects architecture. The system operates as a continuous loop of definition, execution, exposure, response, and revision.
There is no separation between thinking and doing. Philosophy is not abstract. It is realized through architecture. Architecture is not optional. It is enforced through system conditions. Enforcement is not independent. It serves to restore and protect the architecture defined by philosophy.
Leadership operates across all layers. It defines purpose, maintains operating conditions, and responds to deviation. Responsibility is not delegated to tools or isolated roles. It is embedded in the system.
When integration is achieved, the system operates within controlled limits. Deviation is visible. Response is immediate. Learning is incorporated into revised standards. Quality is maintained as a function of system design.
Without integration, layers separate. Philosophy becomes disconnected from execution. Architecture degrades into isolated practices. Enforcement becomes reactive rather than structural. The system loses coherence.
Integration therefore defines system completeness. It ensures that intent, structure, and discipline operate as a unified system, maintaining control of conditions and protecting Quality through consistent application.
9.0 Conclusion: System Closure
The Toyota Production System operates as a governed system of defined conditions. Its effectiveness is not derived from isolated tools or improvement activity. It is determined by the consistency with which conditions are defined, monitored, exposed, responded to, and revised.
The progression from philosophy to architecture to enforcement establishes a complete system. Philosophy defines purpose and positions Quality as the governing condition. Architecture translates that purpose into executable design through Standardized Work, flow, pull, exposure, and control. Enforcement restores and protects that design when deviation occurs.
System performance is therefore not dependent on individual effort. It is a function of how well the system maintains its defined conditions. When conditions are stable, performance is predictable. When conditions are not maintained, instability emerges and performance degrades.
Jishuken develops the leadership capability required to operate this system. It trains leaders to see conditions, recognize deviation, and respond in a way that restores control. Learning is not abstract. It is developed through direct engagement with system conditions.
Nomura’s enforcement demonstrates the consequence of unmanaged drift. When discipline is lost, architecture alone cannot sustain performance. Structural exposure and constraint are required to re-establish control. This reinforces that governance is not optional. It is required to maintain system integrity.
The codification and global transmission of TPS preserve these principles while adapting them across environments. The underlying structure remains consistent. Philosophy, architecture, and enforcement continue to operate as a unified system.
Reframing Deming through TPS clarifies that management responsibility lies in designing and maintaining the system of work. Quality is achieved through controlled conditions, not through inspection or correction after the fact.
The system evolution model defines how these layers build and reinforce one another. Philosophy establishes direction. Architecture defines execution. Enforcement maintains discipline. Integration ensures coherence.
The conclusion is direct. TPS is a system of governance. It defines how work must be performed, how deviation is made visible, and how response is required. When applied consistently, it creates a stable operating condition where Quality is produced as a function of system design.
Where these conditions are not maintained, drift occurs. Improvement becomes reactive. Performance becomes inconsistent. The system loses its ability to control outcomes.
TPS therefore requires disciplined application across all layers. It is not implemented once. It is maintained through continuous definition, monitoring, exposure, response, and revision.
Quality is not the result of effort. It is the result of a system that operates within defined and controlled conditions.
9.1.0 What Each Layer Contributes
Each layer contributes a distinct function. The system operates correctly only when all contributions are present and aligned.
Philosophy establishes direction. It defines constancy of purpose and positions Quality as the governing condition. It sets the expectation that performance must be achieved through system design rather than inspection or correction.
Architecture defines execution. It establishes the operating conditions required to produce consistent outcomes. Standardized Work defines the normal condition. Flow and pull regulate movement. Jidoka exposes abnormality. Leveling stabilizes demand. These elements determine how work is performed.
Enforcement maintains discipline. It ensures that the defined conditions are applied without deviation. When drift occurs, exposure is intensified, constraints are applied, and response is required. This restores alignment between design and execution.
Integration connects the layers. It aligns intent, structure, and discipline into a single operating system. It ensures that philosophy guides architecture, architecture governs execution, and enforcement protects system conditions.
Leadership operates across all layers. It defines purpose, maintains conditions, enforces standards, and responds to deviation. Responsibility for system performance remains with leadership, not with tools or isolated functions.
The contributions are cumulative. Philosophy without architecture does not produce results. Architecture without enforcement degrades over time. Enforcement without philosophy becomes corrective rather than purposeful. Integration ensures that each layer supports the others.
The system functions as a closed loop. Conditions are defined. Performance is monitored. Abnormality is exposed. Response restores conditions. Learning is incorporated through revision. This cycle maintains control and protects Quality.
Each layer therefore contributes a necessary function. Together, they form a complete system that governs how work is performed and how performance is sustained.
9.2.0 Why Partial Systems Fail
Partial systems fail because they remove one or more governing layers while expecting full system performance. The remaining elements cannot compensate for the missing conditions.
When philosophy exists without architecture, intent is defined but not executed. Quality is stated as an objective, but no operating conditions exist to produce it. Performance depends on individual interpretation rather than system control.
When architecture exists without enforcement, conditions are defined but not sustained. Standardized Work degrades. Flow is bypassed. Abnormalities are observed but not acted upon. The system appears stable while drift accumulates beneath the surface.
When enforcement is applied without architecture, response becomes reactive. Problems are addressed without a defined condition to restore. Actions vary by situation. Consistency is lost. The system becomes dependent on intervention rather than design.
When integration is absent, layers operate independently. Philosophy does not guide execution. Architecture becomes fragmented into tools. Enforcement is inconsistent. The system loses coherence and cannot maintain control of conditions.
Partial systems also fail because they allow compensation to replace control. Buffers, expediting, inspection, and workarounds mask instability. Performance may appear acceptable in the short term, but underlying conditions continue to degrade.
Drift is the result. Defined conditions are no longer followed. Variation increases. Abnormality is no longer visible at the point of occurrence. Response is delayed or avoided. Learning is not incorporated into revised standards.
Leadership responsibility becomes unclear. Without a complete system, there is no consistent basis for decision-making or escalation. Accountability shifts from system design to individual effort.
The outcome is predictable. Quality becomes inconsistent. Delivery becomes unreliable. Cost increases due to rework, delay, and compensation. Improvement activity increases but does not stabilize performance.
A complete system prevents these conditions. Philosophy defines purpose. Architecture establishes control. Enforcement maintains discipline. Integration aligns all layers.
Partial application removes this structure. Without full alignment, the system cannot sustain controlled conditions, and failure emerges as a function of incomplete design rather than isolated error.
9.3 Quality as Governing Condition
Quality within the Toyota Production System is not treated as an outcome to be measured after production. It is the governing condition that defines how the system must operate. All elements of the system are designed to maintain Quality during execution, not to inspect it afterward.
Quality is established through definition. Standardized Work specifies the required sequence, timing, and outcome for each operation. This defines the condition under which work must be performed. Without this definition, Quality cannot be controlled.
Quality is maintained through exposure. Jidoka ensures that deviation from the defined condition is immediately visible. Defects, timing disruptions, and sequence breaks are detected at the point of occurrence. This prevents abnormality from continuing within the system.
Quality is enforced through response. When deviation is detected, the process must not continue under uncontrolled conditions. Production is stopped, the cause is identified, and the defined condition is restored. This establishes a direct relationship between detection and action.
Flow and pull support Quality by regulating how work moves through the system. Work is limited to actual demand and progresses in a controlled sequence. This prevents accumulation that would otherwise conceal defects and delay detection.
Leveling stabilizes Quality by controlling variation at the point of entry. Demand is distributed within defined limits so processes can operate under stable conditions. This reduces the introduction of unevenness that would degrade system performance.
Quality is therefore not a separate function within the system. It is embedded within the control architecture. Definition, exposure, enforcement, flow, and leveling operate together to maintain conditions that prevent defects.
Leadership accountability is central. Leaders are responsible for ensuring that these conditions are established, maintained, and restored. Allowing the system to operate outside defined conditions compromises Quality and introduces instability.
Quality as governing condition defines the purpose of the system. It ensures that performance is achieved through control of conditions rather than correction after failure. The system operates to prevent defects, sustain stability, and maintain alignment between process execution and required outcomes.
9.3 Quality as Governing Condition
Quality within the Toyota Production System is not treated as an outcome to be measured after production. It is the governing condition that defines how the system must operate. All elements of the system are designed to maintain Quality during execution, not to inspect it afterward.
Quality is established through definition. Standardized Work specifies the required sequence, timing, and outcome for each operation. This defines the condition under which work must be performed. Without this definition, Quality cannot be controlled.
Quality is maintained through exposure. Jidoka ensures that deviation from the defined condition is immediately visible. Defects, timing disruptions, and sequence breaks are detected at the point of occurrence. This prevents abnormality from continuing within the system.
Quality is enforced through response. When deviation is detected, the process must not continue under uncontrolled conditions. Production is stopped, the cause is identified, and the defined condition is restored. This establishes a direct relationship between detection and action.
Flow and pull support Quality by regulating how work moves through the system. Work is limited to actual demand and progresses in a controlled sequence. This prevents accumulation that would otherwise conceal defects and delay detection.
Leveling stabilizes Quality by controlling variation at the point of entry. Demand is distributed within defined limits so processes can operate under stable conditions. This reduces the introduction of unevenness that would degrade system performance.
Quality is therefore not a separate function within the system. It is embedded within the control architecture. Definition, exposure, enforcement, flow, and leveling operate together to maintain conditions that prevent defects.
Leadership accountability is central. Leaders are responsible for ensuring that these conditions are established, maintained, and restored. Allowing the system to operate outside defined conditions compromises Quality and introduces instability.
Quality as governing condition defines the purpose of the system. It ensures that performance is achieved through control of conditions rather than correction after failure. The system operates to prevent defects, sustain stability, and maintain alignment between process execution and required outcomes.





