Reclaiming Toyota Production System: My Lean TPS Basic Thinking
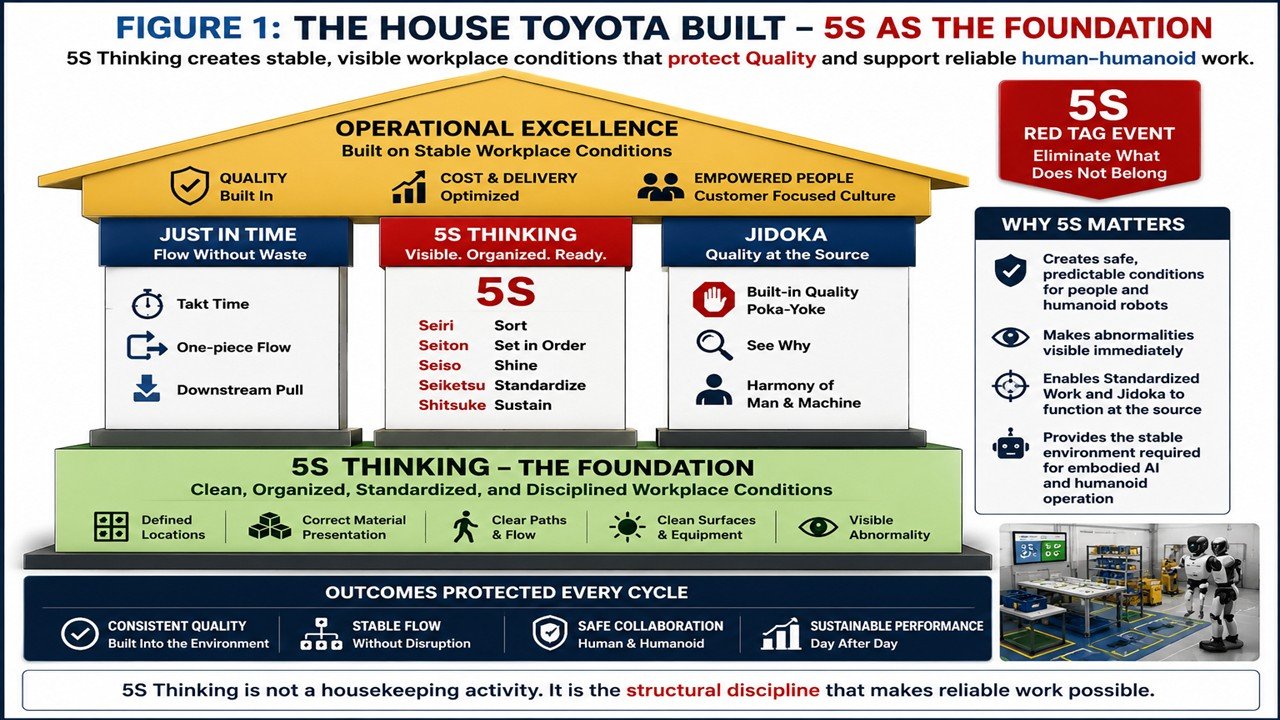
Takt time defines the heartbeat of production. It represents the maximum allowable time to produce one unit in order to meet customer demand without delay or excess. This discipline is central to the Toyota Production System and ensures that production flow, staffing, and materials are synchronized with real demand.
A historical example of takt time in action can be seen at the Ford Willow Run plant during World War II. Facing the urgent need to produce B-24 bombers at scale, Ford applied production system logic to an unprecedented challenge—building a complete aircraft every sixty minutes.
The Challenge: Producing One Bomber Per Hour
Before Ford’s involvement, bomber assembly was slow and inconsistent. Each aircraft was built largely by hand. The War Department required a continuous flow of aircraft to sustain operations, but existing methods could not meet that rate.
Ford restructured the process using takt time as the guiding principle. Instead of seeing aircraft as unique projects, each was broken into smaller standardized units of work, all aligned to a one-hour takt.
Designing Flow Around Takt Time
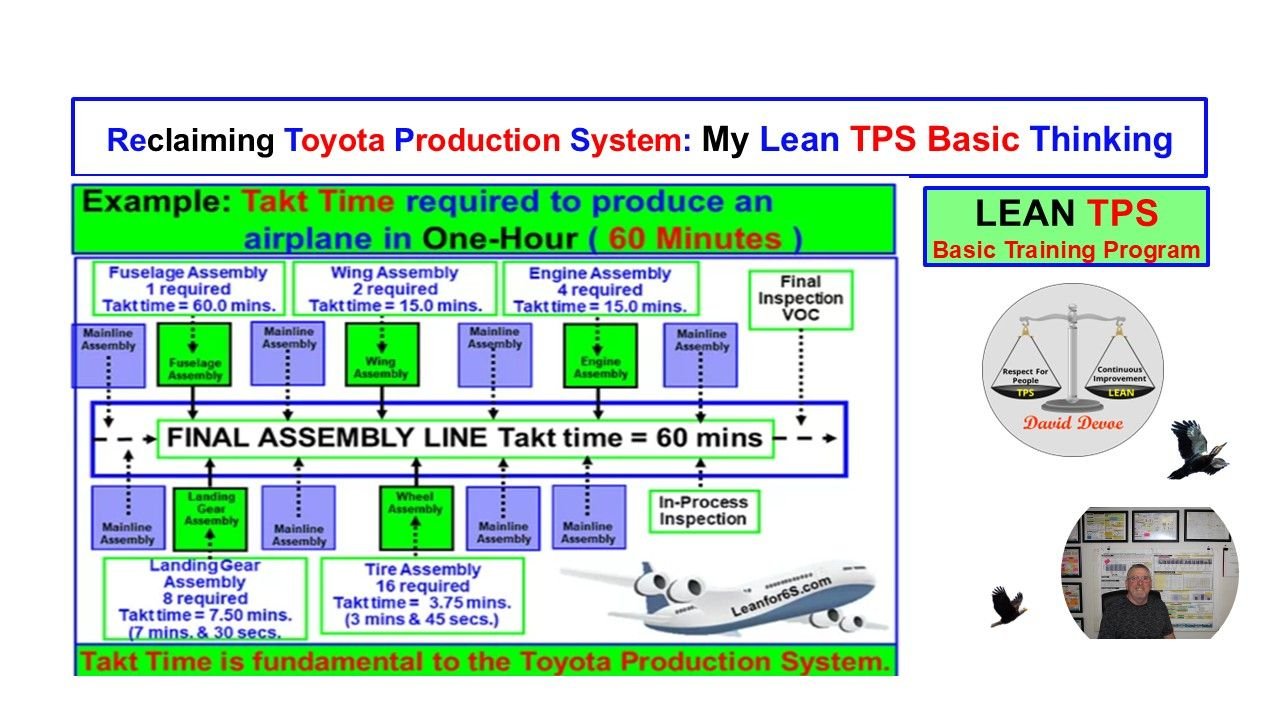
At Willow Run, each assembly station was designed to operate within a defined time limit. The sequence of subassemblies and inspections was carefully balanced to achieve a finished aircraft every sixty minutes.
- Fuselage Assembly: One required, takt time 60 minutes
- Wing Assembly: Two required, takt time 30 minutes each
- Engine Assembly: Four required, takt time 15 minutes each
- Landing Gear Assembly: Eight required, takt time 7 minutes 30 seconds each
- Tire Assembly: Sixteen required, takt time 3 minutes 45 seconds each
Each component flowed into the final assembly line, which maintained a takt time of 60 minutes. This alignment ensured steady progress, balanced workloads, and elimination of waiting or overproduction.
Lessons from Willow Run
The application of takt time at Willow Run proved that even highly complex products could be built through standardized, synchronized processes. It transformed aircraft production from craftsmanship to flow-based manufacturing while maintaining quality and reliability.
Key lessons from this example include:
- Flow and Synchronization: Subassemblies were paced to the final line’s takt time, preventing accumulation and shortages.
- Workload Balancing: Tasks were distributed based on takt calculations, ensuring even labor utilization.
- Continuous Improvement: The production system was refined through observation and problem solving to maintain consistent flow.
This experiment demonstrated that takt time is not simply a number. It is a management tool that connects customer demand to daily work, enabling system stability and visibility of abnormalities.
Beyond Manufacturing
Takt time is not limited to production environments. The same principle applies in healthcare, logistics, and service industries. Any process that aligns output with customer demand benefits from this approach. By identifying and maintaining takt time, organizations create rhythm, predictability, and opportunities for continuous improvement.
Takt time remains fundamental to the Toyota Production System. It transforms random activity into structured flow and forms the baseline for Standardized Work, Just-in-Time, and Kaizen improvement.