A Real-Time Control System for Exposing Abnormality and Protecting Quality at the Source
The Takahama Line #2 Jidoka Andon Board shows how Toyota exposes abnormalities and triggers immediate response at the source. The system makes operating conditions visible so operators and leaders can act before defects move forward. Performance is not evaluated after the fact. The condition of the process is controlled during execution.
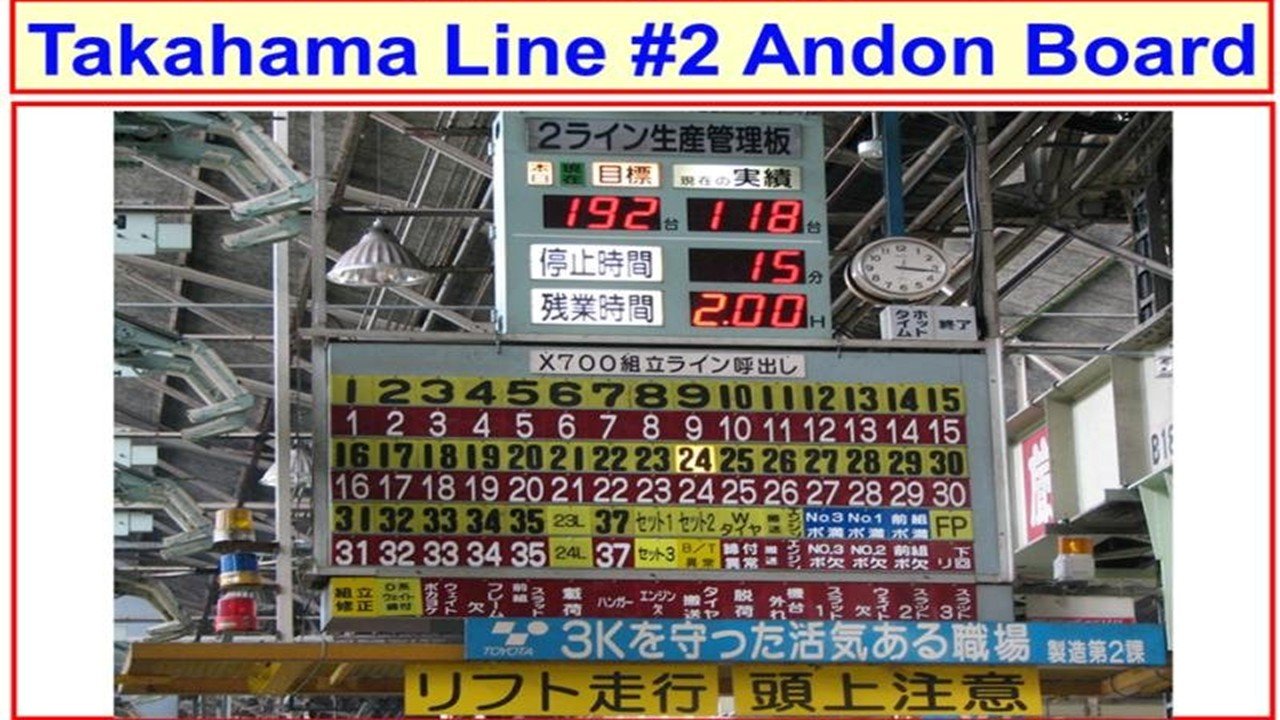
This image shows the actual Andon Board from Toyota L&F in Takahama, Japan. I studied this system during my Kaizen training. It is not a display or demonstration. It is a working production control system that connects people, machines, and flow in real time. Every signal corresponds to a condition in the process. Every change in status requires attention. The board reflects the current state of the line without delay or interpretation.
At Toyota, the Andon Board is not a performance scoreboard. It is a control system. It does not summarize results. It governs behavior. Every light, number, and signal serves a specific purpose. Together they define normal conditions, make abnormalities visible, and guide leadership response. Operators are not left to manage problems alone. Leaders are not removed from the work. The system connects detection, escalation, and response into a single mechanism.
Jidoka operates through this connection. When a condition deviates from standard, it is immediately exposed. When it is exposed, response is required. When response occurs at the source, the problem is contained before it can propagate. This is how the process is stabilized and how Quality is protected in real time.
1. Production Control on the Jidoka Andon Board
The upper section displays three critical indicators: target production, actual output, and accumulated downtime. These are not passive metrics. They define the expected condition of the line and reveal deviation as it occurs.
Target production establishes the required pace based on takt. Actual output shows what has been achieved. The comparison between the two makes any gap immediately visible. There is no need to calculate performance later. The condition is known in real time.
Accumulated downtime shows how much production time has been lost. The clock provides the current position within the shift. Together, these elements show not only that a problem has occurred, but its impact on the ability to meet demand.
This section of the board converts time into control. Every minute of delay is visible. Every gap between target and actual requires explanation. The system does not wait until the end of the shift to evaluate performance. It exposes loss as it is created.
Nothing is hidden. Operators, team leaders, and supervisors can immediately see whether the process is operating within the defined condition or falling behind. This visibility removes reliance on reports, summaries, or interpretation.
When the gap appears, the expectation is not to observe it. The expectation is to respond. The board creates a direct link between condition and action.
This is how production control is maintained. The system defines the pace, exposes deviation, and forces response before the loss accumulates.
2. The Team Call Light System
The middle section represents the production stations. Each numbered position corresponds to a workstation on the line. Color indicators show the status of each station and signal when an operator has requested assistance. This is not a communication tool. It is a response system tied directly to the condition of the work.
When an abnormal condition occurs, the operator activates the call signal. The signal is immediate. A light and tone identify the exact location and draw attention to the problem without delay. There is no filtering or interpretation. The system exposes the condition at the point of occurrence.
The team leader is required to respond at the site. This response is not discretionary. It is defined within Standardized Work for leadership. The expectation is immediate presence, direct observation, and support to restore the condition.
If the issue cannot be resolved within the defined response time, the system escalates. The condition does not remain active without consequence. Escalation may result in stopping the line. This prevents the abnormality from continuing through the process and creating additional loss.
The signal, response, and escalation form a closed control loop. Detection leads to visibility. Visibility leads to response. Response leads to containment.
This mechanism is the operational expression of Jidoka. The operator has the authority to surface the problem at the moment it occurs. The system ensures leadership engagement and support. Responsibility for Quality is not pushed forward or deferred.
No one is left to struggle alone, and no problem is allowed to remain hidden. Each abnormal condition is addressed at the source, before it can spread to the next process.
3. The Cultural Layer
Below the Andon board are banners referencing the 3K safety principles: Kiken (danger), Kitsui (strain), and Kitanai (dirt). These are not general reminders. They define specific conditions that must be recognized and controlled within the work.
Safety is treated as an operating condition, not an outcome. Risk is made visible in the same way production and abnormality are made visible. The environment reinforces what must be seen, understood, and acted upon.
Even the surrounding signage is intentional. It is placed where the work occurs and where decisions are made. It does not exist as messaging. It exists as part of the system.
Safety, respect for people, and continuous improvement are not separate initiatives. They are integrated into the design of the work. The system defines expectations, exposes risk, and requires response.
Culture is not created through communication. It is created through repeated behavior under defined conditions. The Andon system, the safety indicators, and the operating environment work together to shape that behavior.
Jidoka in Daily Operation
In Lean TPS, Jidoka means more than stopping to fix a defect. It is a structured method for protecting Quality, people, and process stability during execution. The system is designed to expose abnormal conditions immediately so they can be addressed at the source.
The logic follows a defined sequence:
• The operator detects an abnormal condition.
• The system makes the condition visible.
• The team leader responds at the site.
• The cause is corrected and reflected in the standard.
Each step is required. If any step is missing, the system breaks down. Detection without visibility delays response. Visibility without response allows deviation to continue. Correction without standardization allows recurrence.
This is autonomation. Machines support detection and signaling, but responsibility for Quality remains with people and the system. Judgment is applied at the point of occurrence, not after the fact.
When I observed this Andon board in operation, supervisors moved along the line in response to signals, not routine patrol. Their movement was directed by the condition of the process. Response occurred within seconds. The focus was not on speed, but on restoring the defined condition.
Operators worked with confidence because the system supported them. Problems could be raised immediately without hesitation. Assistance was expected and provided. Responsibility for Quality was shared and visible.
The Andon Board connects operator, leader, and process into a single system. It allows abnormal conditions to be surfaced, responded to, and corrected in real time.
Jidoka transforms the production floor into a controlled learning environment. Abnormalities are not suppressed. They are required. Each signal creates an opportunity to strengthen the process and reinforce the standard.
Lean TPS succeeds because it designs systems that reveal problems rather than hide them. The Andon Board at Toyota L&F Takahama remains a clear example of Jidoka functioning as a real-time control system.
4. What the Andon Board Does Not Do
The Andon Board does not measure performance for reporting. It does not exist to summarize results or present data after the fact. It is not a dashboard, and it is not a communication board used to inform others of what has already occurred.
It does not replace leadership judgment or problem solving. It does not analyze trends, calculate root cause, or generate improvement plans. Those activities occur separately and are triggered by what the system exposes.
Its purpose is to control the process during execution.
If a system only reports results, it is already too late. Defects have moved forward. Delay has already occurred. Cost has already been created. The opportunity to prevent loss has passed, and the system shifts from control to recovery.
The Andon Board prevents that condition by exposing abnormality at the moment it occurs. It does not wait for accumulation or confirmation. The signal is immediate and unambiguous. The location is known. The condition is visible.
This creates a direct connection between abnormality and response. The system does not allow observation without action. When a signal appears, response is required. When response is delayed, escalation occurs. The condition is either corrected or contained before it can propagate.
This distinction is critical. Monitoring systems observe performance. Control systems govern behavior.
The Andon Board governs behavior by defining when attention is required, where it is required, and how quickly response must occur. It establishes accountability within the system. It removes delay between detection and action.
Without this mechanism, visibility becomes passive. Problems can be seen but not addressed. Deviation becomes accepted, and instability increases over time.
The Andon Board prevents that drift. It ensures that abnormal conditions are not carried forward into the next cycle. It maintains process stability by forcing response at the point of occurrence.
This is why the Andon Board is not a monitoring tool. It is a real-time control system designed to protect Quality during execution.
5. Response Time as a Defined Condition
The effectiveness of the Andon system depends on defined response time. Without a defined interval, a signal has no consequence. It may be seen, but it does not require action.
Each call signal is not only a request for help. It establishes a timed condition within the system. From the moment the signal is activated, a response window begins.
The team leader is required to arrive within that defined interval. This expectation is not informal. It is specified within Standardized Work for leadership. The timing is known, practiced, and enforced.
If the response is delayed, the system escalates. The condition cannot remain active without consequence. Escalation increases visibility and pressure to respond. It may involve additional support or lead to stopping the line.
If the abnormal condition cannot be corrected within the cycle, the line will stop. This is not a failure of the system. It is the system functioning as designed. Stopping prevents the abnormality from continuing and creating additional loss.
This structure creates accountability within the system.
Response is not optional. It is required, and it is measured by time.
The timing element converts visibility into action. Without it, the signal is informational. With it, the signal becomes a trigger for behavior.
When response time is not defined, problems can be seen but not acted on. The system becomes passive. Delays are tolerated. Deviation is carried forward. Over time, instability increases and Quality degrades.
At Toyota, response time is built into the operating system. It is part of Standardized Work for team leaders and supervisors. Movement, attention, and decision-making are governed by these defined intervals.
This is how visibility becomes control.
The Andon signal defines where attention is required. Response time defines when it must occur. Together, they ensure that abnormal conditions are addressed at the point of occurrence, before they can propagate through the system.
6. Standardized Work and Jidoka Integration
The Andon Board does not operate independently. It is directly connected to Standardized Work. Without this connection, the signals on the board would have no meaning.
Standardized Work defines:
- the sequence of work
- the expected cycle time
- the normal operating condition
These elements establish the baseline for the process. They define how the work should be performed and what outcome is expected within a given time.
Jidoka depends on this definition.
Without a defined normal condition, abnormality cannot be recognized. Without recognition, there is no signal. Without a signal, there is no response. Without response, deviation becomes normal and Quality degrades.
The Andon Board makes deviation visible, but Standardized Work defines what deviation is.
Every signal on the Andon Board is a reflection of a gap between the defined condition and the actual condition. The board does not interpret the gap. It exposes it.
This creates a closed control loop within the system:
- Standard defines normal
- Andon exposes abnormal
- Leadership responds at the point of occurrence
- The condition is corrected
- Standardized Work is reviewed and updated if required
Each step is required to maintain control.
If the standard is unclear, signals will be inconsistent. If signals are ignored, response will not occur. If response does not lead to correction, the condition will repeat. If the standard is not updated, learning is lost.
This loop ensures that the system does not rely on memory or individual effort. It embeds learning into the process.
Standardized Work stabilizes the process. Jidoka protects that stability by exposing and correcting deviation. Together, they create a system that maintains and improves Quality through controlled conditions rather than inspection or rework.
This is how Quality is sustained and improved over time.
7. Leadership Behavior Under Jidoka
The Andon system shapes leadership behavior. It does not rely on individual initiative or preference. It defines when and where leadership must act.
Leaders do not wait for meetings, reports, or scheduled reviews. They respond in real time at the gemba. The system directs their attention to the exact point where the process is unstable.
Movement along the line is not random. It is triggered by signals. Each call light, tone, and display condition identifies a location where support is required. The leader’s role is to respond immediately, observe the condition directly, and restore the defined state.
This creates a different form of management.
Decisions are made at the point of occurrence. Information is direct, not interpreted through layers. The condition is seen as it exists. Response is immediate, and action is taken based on actual conditions rather than assumptions.
Leaders are not removed from the work. They are integrated into the operating system. Their presence at the gemba is not symbolic. It is required to maintain control.
This behavior is not dependent on personality, experience, or intent. It is created by the system. The Andon Board defines where leadership is needed, when response must occur, and how quickly it must be executed.
Response time, escalation, and follow-up are part of Standardized Work for leadership. The system defines expectations and enforces them through visibility and timing.
This eliminates delay between detection and action. It prevents problems from being deferred or reassigned. It ensures that responsibility for Quality remains within the process.
Over time, this structure develops consistent leadership behavior. Leaders learn to observe, respond, and support at the point of occurrence. The focus shifts from reviewing results to maintaining conditions.
The Andon system does not ask leaders to behave differently. It requires them to behave differently.
This is how leadership becomes part of the control system, and how Quality is protected through immediate and sustained response.





