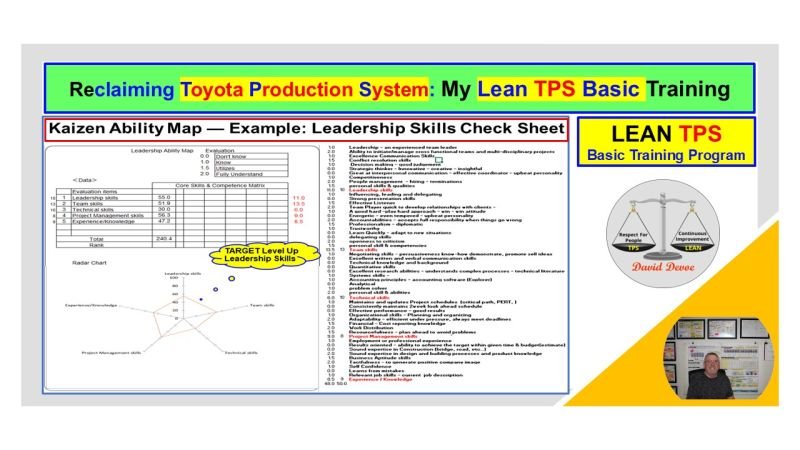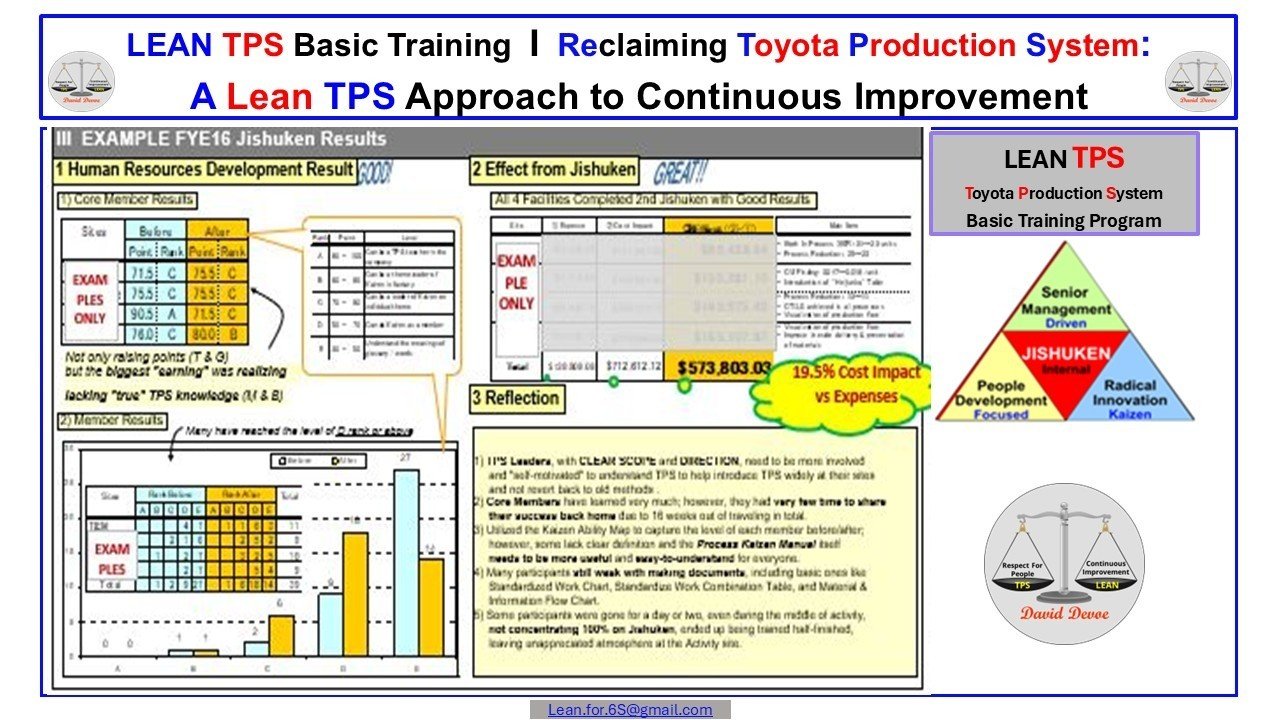
At Toyota, Kaizen was never measured by activity. It was measured by ability. The goal was not to run events or collect ideas but to build people who could see, improve, and teach. The Kaizen Ability Map was the system Toyota used to make this visible. It tracked each leader’s growth from knowledge to understanding, from understanding to application, and from application to teaching.
The Kaizen Ability Map made leadership development a structured process. Every person was evaluated not on position or seniority, but on demonstrated capability. Level 0 meant no knowledge. Level 1 meant understanding the concept and being able to explain it. Level 1.5 meant applying it at the Gemba. Level 2 meant teaching others to apply it. Advancement was earned only through proof of ability.
This discipline transformed how Toyota developed leaders. Respect for People meant giving every operator a capable coach. Continuous Improvement meant requiring every leader to grow in ability. The map connected both principles in one structure. A leader who could only talk about TPS but could not apply or teach it was not considered capable. Progress was proven in practice, not claimed through reports.
The Ability Map was built around seven categories that defined leadership in the Toyota Production System:
- Production System – The ability to design and sustain flow through MIF charts, Heijunka, and Kanban.
- Kaizen Control Tools – The discipline to measure and confirm facts with Standardized Work Sheets, Yamazumi Charts, and A3 Problem Solving.
- 4S – The foundation of visibility and workplace discipline through Sort, Set in Order, Shine, and Standardize.
- Job-Site Management – The practice of making reality visible through Andon, Control Boards, and QC Process Charts.
- Cycle Time Kaizen – The ability to balance work to takt and expose waste through direct measurement.
- Die Change Kaizen – The capability to build flexibility and reduce batch logic through quick change methods.
- Manufacturing Cycle Time – The system-level view that connected local improvement to total lead time.
Each category was tested the same way: could the leader teach it? A person who could teach had mastered the discipline. A person who could not teach had more development to do. This visibility built accountability into the culture. Weaknesses were not hidden. They were studied and addressed through Jishuken assignments.
Jishuken brought the Ability Map to life. It was Toyota’s method for leadership development in real production. Teams studied problems, applied countermeasures, and verified results. Each participant’s ability level was recorded before and after. Growth became visible. When a leader moved from “understand” to “apply,” it meant they could now stabilize a process. When they reached “teach,” it meant they could coach others to do the same.
This structure prevented collapse. Improvement no longer depended on a few experts. Every leader was expected to advance and to multiply ability across the team. The result was a system that could sustain improvement for generations.
The Kaizen Ability Map also revealed a deeper lesson. Systems fail when ability is assumed. Success depends on structure. Toyota built a structure that forced learning and measured it in ability. The result was stability, capability, and leadership at every level.
For modern organizations, the message is clear. Improvement cannot be sustained through activity alone. It requires the structured development of people who can apply and teach. The Kaizen Ability Map is proof that Respect for People and Continuous Improvement are not slogans. They are measurable disciplines.