A Real-Time Control System for Exposing Abnormality and Protecting Quality at the Source
Toyota Takahama Andon Board controls execution by defining operating conditions, exposing deviation, and enforcing immediate response. It does not evaluate performance after the fact but determines whether work is permitted to continue.
Each element on the board corresponds to a defined condition of execution. Target production establishes the required pace based on takt, while actual output reflects performance against that requirement. Accumulated downtime quantifies lost production time as it occurs, and station-level call signals identify the exact location of deviation. Together, these elements remove interpretation and make the process condition visible in real time.
The Toyota Takahama Andon Board operates as an integrated control mechanism within daily execution at Toyota L&F Takahama, connecting operators, team leaders, and process conditions into a single response structure in which every signal has consequence. Deviation triggers a time-bound response defined within leadership Standardized Work.
Operators surface abnormal conditions, and leadership responds at the point of occurrence, enforcing responsibility for Quality within the process.
Jidoka operates through this structure. When the defined condition is not met, continuation is not permitted, and restoration is required before work proceeds. If restoration cannot be achieved within the defined interval, escalation occurs, including stopping the line to prevent propagation and limit loss.
Process stability is maintained through control of conditions during execution. Quality is not inspected into the process but protected by enforcing the conditions under which work is performed. The Toyota Takahama Andon Board demonstrates Jidoka as a real-time control system governing execution.
Production Control on the Toyota Takahama Andon Board
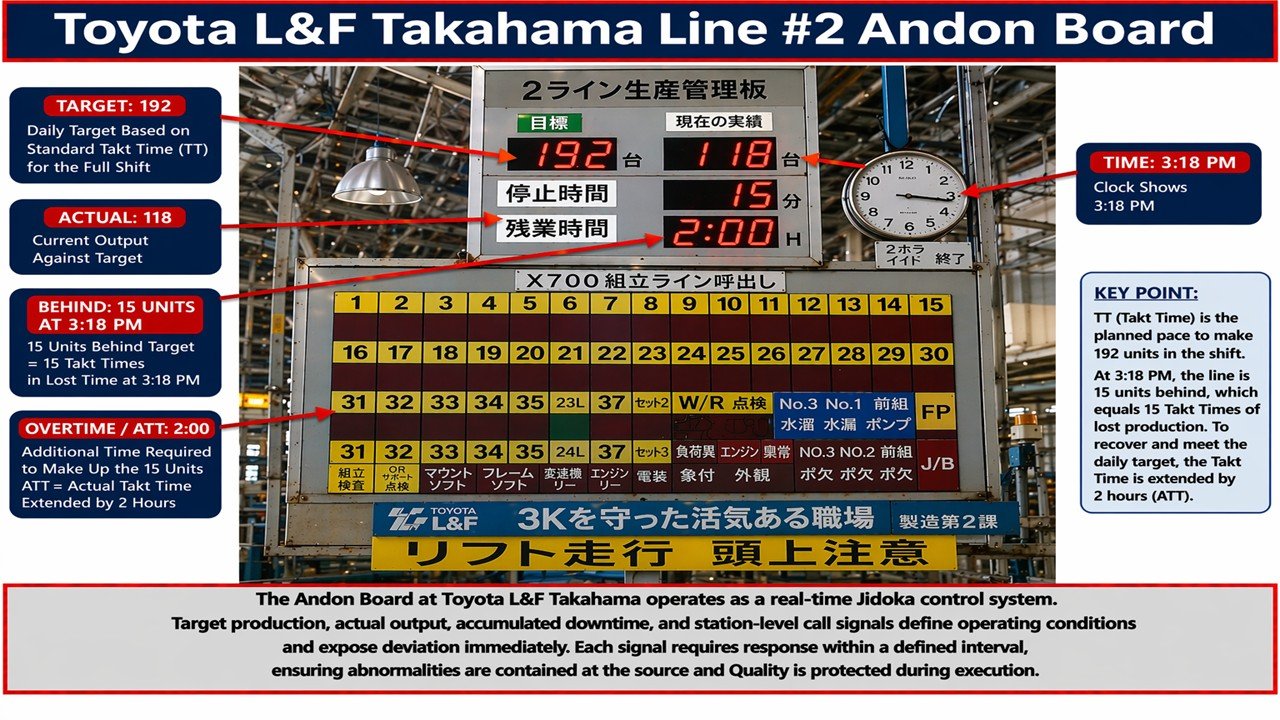
The upper section defines the operating condition of the line through three integrated indicators: target production, actual output, and accumulated downtime. These indicators establish the required state of execution and expose deviation as it occurs.
Target production sets the required pace based on takt, while actual output reflects performance against that requirement. The relationship between the two determines whether the process is operating within condition, with any gap immediately visible without calculation or interpretation.
Accumulated downtime quantifies lost production time at the moment it occurs, while the clock establishes position within the shift. Together, these elements convert time into a controlled variable, making loss visible as it is created along with its impact on the ability to meet demand.
This section governs execution by making deviation explicit. Every gap between target and actual represents a breach of condition, with visibility immediate and delay not concealed, removing reliance on reports or retrospective analysis.
The condition requires response, and the board creates a direct link between deviation and action.
Production control is maintained through this structure, where pace is defined, deviation is exposed without delay, and response is enforced before loss can accumulate or propagate.
The Team Call Light System
The middle section represents the production stations, where each numbered position corresponds to a defined workstation within the line. Color indicators define the operating condition at each station and signal when that condition is not met, forming a response system directly coupled to execution.
When an abnormal condition occurs, the operator activates the call signal, and activation is immediate. A visual and audible signal identifies the exact location of the deviation without delay or interpretation, with detection and visibility occurring together.
Leadership response is required at the site within a defined interval specified in Standardized Work, with the expectation of immediate presence, direct observation, and action to restore the operating condition.
If the condition cannot be restored within the interval, the system escalates, increasing visibility and bringing additional support. If resolution remains incomplete within the cycle, the line is stopped, as continuation under abnormal conditions is not permitted, preventing propagation and limiting loss.
Signal, response, and escalation function as a single control mechanism, where detection makes the condition visible, visibility requires response, and response restores the condition or triggers containment. Each element is defined and enforced.
This mechanism is the operational expression of Jidoka. The operator surfaces abnormality at the moment it occurs, and leadership engagement is enforced at the point of execution, with responsibility for Quality remaining within the process.
Abnormal conditions are not carried forward, as each deviation is exposed, addressed, and contained at the source before it affects the next process.
The Cultural Layer
Below the Andon Board, banners reference the 3K safety conditions: Kiken (danger), Kitsui (strain), and Kitanai (dirt), defining specific risk conditions that must be identified, made visible, and controlled within the work.
Safety is treated as an operating condition during execution, defined and made visible, requiring response when it deviates from standard. Risk is exposed in the same manner as production status and process deviation.
The placement of these indicators is deliberate, positioned where work is performed and decisions are made, establishing conditions to be maintained and making deviation visible.
Safety, respect for people, and continuous improvement are integrated within the operating system, where conditions are defined, deviation is exposed, and response restores control, operating within a single structure.
Culture is produced through repeated behavior under enforced conditions, with the Andon system, safety indicators, and operating environment directing attention and requiring response. Behavior is defined and enforced by the system.
Jidoka in Daily Operation
In Lean TPS, Jidoka is a control mechanism that protects Quality, people, and process stability by governing execution in real time, exposing abnormal conditions immediately and requiring response.
The control sequence begins with detection of an abnormal condition, followed by immediate visibility, linking detection directly to response. Leadership is required to act within a defined interval at the location of the deviation to restore the operating condition, after which the standard is reviewed and updated where necessary to prevent recurrence.
Each element in this sequence is required, as detection without visibility delays response, visibility without response permits continuation under abnormal conditions, and correction without standardization allows recurrence. The sequence is enforced within the operating system.
This is autonomation, where detection and signaling are supported by the system, but responsibility for Quality remains within the process, with judgment applied at the point of occurrence under defined conditions rather than deferred to analysis.
Leadership movement is governed by signals, directing response to the point where the condition is not met, with the objective of restoring the condition before continuation.
The Andon Board integrates operator, leader, and process into a single control structure, where abnormal conditions are exposed, addressed, and contained in real time, and deviation is not carried forward.
Jidoka establishes a controlled learning environment, where abnormalities reveal the gap between defined conditions and execution, and each signal requires restoration of the condition and strengthening of the standard where necessary. Lean TPS governs the conditions under which work is performed, and the Andon Board at Toyota L&F Takahama demonstrates Jidoka as a real-time control system protecting Quality during execution.
What the Andon Board Does Not Do
The Andon Board does not function as a reporting or retrospective communication mechanism, as its purpose is control during execution.
Activities such as trend analysis, root cause determination, and improvement planning occur outside the Andon mechanism, triggered by the conditions it exposes but not part of the control loop.
When systems are limited to reporting results, control has already been lost, with defects progressed, delay accumulated, and cost created, leaving only recovery.
The Andon Board establishes control by exposing deviation at the moment it occurs, with signals that are immediate, unambiguous, and location-specific, making the condition known without delay or interpretation.
Visibility is directly linked to action through a defined response interval, where delayed or ineffective response triggers escalation, and the condition is restored or contained before it can propagate.
The distinction between monitoring and control is fundamental, with monitoring observing performance and control governing behavior, while the Andon Board governs behavior by defining where attention is required, when action must occur, and how quickly response must be executed.
This structure establishes accountability and removes delay between detection and action, coupling visibility with required response so deviation is not carried forward.
The Andon Board maintains process stability by enforcing response during execution, operating as a real-time control system that protects Quality at the source.
Response Time as a Defined Condition
The effectiveness of the Andon system depends on defined response time, as without a specified interval a signal has no consequence, remaining visible but not requiring action, and control is not established.
Each call signal defines a timed condition, where activation initiates a response window specified within Standardized Work for leadership and enforced through the operating system.
Leadership response is required within this interval at the location of the deviation, with the requirement explicit and time-bound, consisting of direct observation and action to restore the operating condition.
If response does not occur within the interval, the system escalates, increasing visibility and bringing additional support, and the condition cannot remain active without consequence. If restoration cannot be achieved within the cycle, the line is stopped to prevent propagation.
Response time establishes accountability, where action is required and measured against a defined standard, linking detection directly to enforced behavior and converting visibility into control.
Without defined response time, visibility becomes passive, with conditions seen but not acted upon, delay tolerated, deviation carried forward, and instability increasing.
Response time governs leadership movement, attention, and decision-making at the point of work, where signals define where attention is required and response time defines when action must occur.
Visibility is converted into control through enforced response.
Standardized Work and Jidoka Integration
The Andon Board is integrated with Standardized Work, as without this integration signals would have no defined meaning and could not function as a control mechanism.
Standardized Work defines the sequence of work, the expected cycle time, and the normal operating condition, establishing the required state of execution and the conditions under which work is permitted to proceed.
Jidoka depends on this definition, as abnormality is recognized against a defined condition, and without it no signal is generated and no response is triggered, allowing deviation to be carried forward and accepted as normal, degrading Quality.
The Andon Board exposes the gap between defined and actual execution, where each signal represents a deviation from Standardized Work, and the system does not interpret the gap but makes it visible and requires response.
This integration forms a closed control loop. Standardized Work defines the normal condition, the Andon mechanism exposes deviation at the point of occurrence, and leadership responds within a defined interval to restore the condition, after which the cause is addressed and the standard is updated where necessary to prevent recurrence.
Each element in this loop is required to maintain control, as an unclear standard produces inconsistent signals, unacted signals prevent response, ineffective response allows deviation to persist, and failure to update the standard results in lost learning.
This structure removes dependence on memory or individual judgment, embedding learning through continuous alignment between defined conditions and actual execution.
Standardized Work establishes process stability by defining the required condition, while Jidoka protects that stability by exposing deviation and enforcing response, and together they maintain and improve Quality through control of execution conditions rather than reliance on inspection or rework.
Quality is sustained through this integration.
Leadership Behavior Under Jidoka
The Andon system defines leadership behavior within the operating system, specifying where and when leadership must act and enforcing response through defined conditions.
Response is triggered in real time at the gemba, where the system directs attention to the exact location where the operating condition is not met, and action is based on the current state of execution rather than delayed or summarized information.
Movement along the line is governed by signals. Each call light, tone, and display condition identifies a point requiring intervention. Leadership response is immediate, location-specific, and directed toward restoring the operating condition.
Decisions are made at the point of occurrence, where the condition is observed directly and action is taken to restore control without reliance on interpretation or deferred analysis.
Leaders are integrated into the operating system, and their presence at the gemba is required to maintain control, with responsibility for Quality remaining within the process and enforced through direct engagement.
This behavior is system-defined, as the Andon mechanism establishes where attention is required, response time defines when action must occur, and escalation defines the consequence of delay, with response, follow-up, and confirmation specified within Standardized Work for leadership.
This structure removes delay between detection and action, preventing problems from being deferred, reassigned, or accumulated, and requiring immediate response and restoration for each abnormal condition.
Observation, response, and support occur as a function of system signals rather than individual judgment, with leadership enforced as part of the control mechanism, protecting Quality through immediate and sustained response.
Closing
The Andon Board defines the conditions under which work is allowed to proceed and enforces response when those conditions are not met. Jidoka operates through this structure to prevent continuation under abnormal conditions and protect Quality at the source.
This is not a system of observation. It is a system of control.
Continuity With Earlier Articles in This Series
This article continues a line of inquiry developed across earlier work on LeanTPS.ca examining how Quality governance was progressively separated from the Toyota Production System as it was translated into portable improvement frameworks.
Earlier articles examined how governance was displaced by tools, projects, and certification structures, and how that displacement altered the role of leadership. Quality shifted from a managed condition to a reported outcome. Leadership responsibility moved to specialist roles. Continuous improvement became an activity to explain and promote rather than a system governed daily.
Six Sigma (post-1990s) and Lean Six Sigma (post-2010s): How Quality Governance Was Replaced examined how certification systems, project structures, and belt hierarchies displaced leadership ownership of Quality, producing technically capable organizations without durable control.
https://leantps.ca/six-sigma-lean-six-sigma-quality-governance/
Kaizen (post-1980s): How Governance Was Removed from the Toyota Production System examined how Kaizen became portable by shedding Jishuken, escalation, and leader obligation, allowing improvement activity to persist while system control eroded.
https://leantps.ca/kaizen-post-1980s-how-governance-was-removed-from-the-toyota-production-system/
Jishuken: Leadership Governance Through Direct System Engagement examined how Toyota preserved Quality by obligating leaders to participate directly in system diagnosis, escalation, and learning, establishing Jishuken as a governance mechanism rather than an improvement method.
https://leantps.ca/jishuken/
This article extends that analysis by examining a downstream consequence of the same structural shift: the replacement of governance with persuasion, presentation, and communication optimization. The need to influence leadership, simplify language, or automate reporting is not an isolated condition. It is a predictable result of removing Quality ownership from leadership and relocating it to methods, roles, or tools.
Taken together, these articles form a consistent argument. Toyota did not achieve continuous improvement through communication. Toyota achieved continuous improvement by governing Quality. Respect for People emerged from that governance. Where governance is removed, persuasion replaces control. Where governance is restored, persuasion is not required.





