Reframing the Two Bin System as a Replenishment Control Mechanism
The two bin system is widely implemented as a simple material replenishment method. One container supports production while a second container protects continuity during refill. When the first container is emptied, it signals the need for replenishment.
This description is incomplete.
The two bin system is not a storage method. It is not a convenience tool. It is not a visual aid for inventory. Describing it in these terms reduces the system to its visible elements and removes the conditions that make it function.
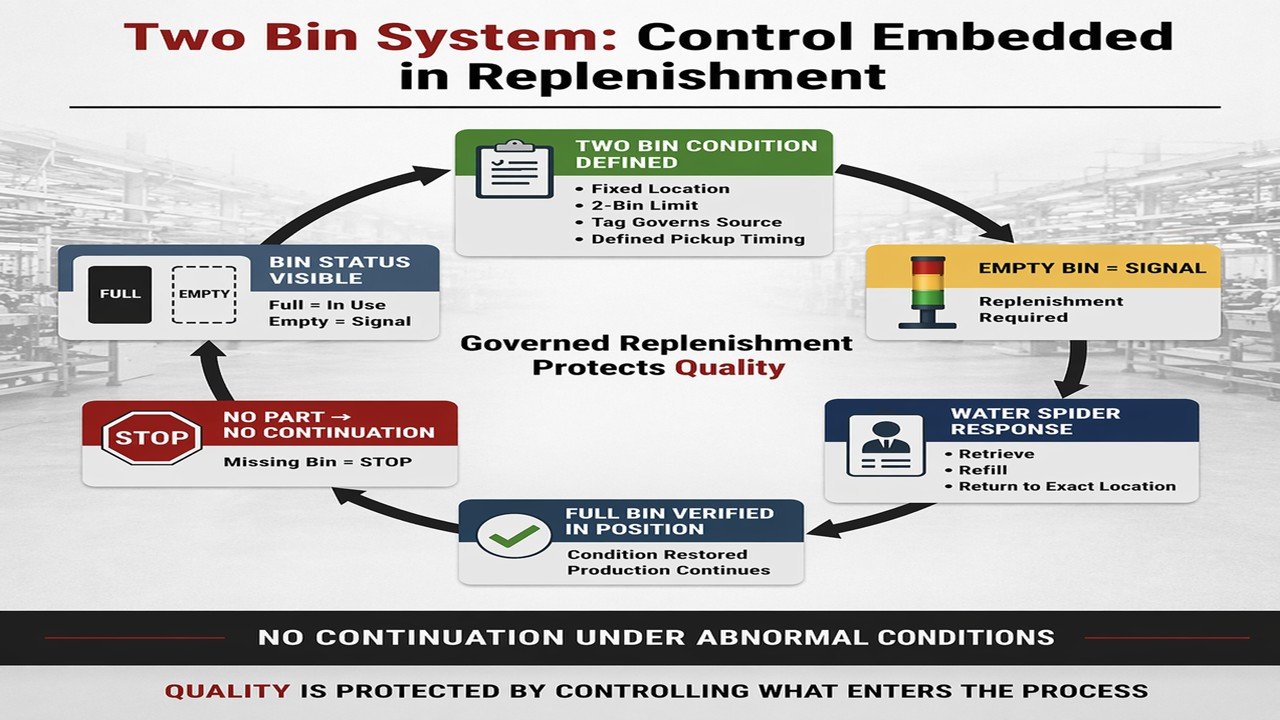
The two bin system is a replenishment control mechanism that governs what material is allowed to enter the process. It establishes a defined relationship between consumption, signal, response, and restoration of condition. That relationship determines whether execution proceeds under controlled conditions or whether it depends on individual judgment.
In a governed Lean TPS system, the empty bin is not an observation. It is a required signal that triggers a defined response. The location of the bin is not a preference. It is a fixed condition that preserves the integrity of the signal. The replenishment activity is not a support function. It is part of the execution system that restores the conditions required for work to continue.
When these conditions are defined and enforced, the two bin system limits inventory to what is required to sustain execution, stabilizes material availability through repeatable replenishment behavior, and protects Quality at the point of use by controlling what enters the process. The system does not rely on people to notice shortages, interpret conditions, or decide when to act. The system requires response.
When these conditions are not governed, the same visible structure produces a different outcome. Bins are present, but signals are inconsistent. Replenishment occurs, but timing varies. Material is available, but location and identification drift. Work continues under these conditions because continuation is not constrained.
The result is predictable. Inventory increases to compensate for uncertainty. Flow becomes unstable because replenishment is not reliable. Quality becomes an outcome to be inspected rather than a condition to be maintained.
The distinction is not in the presence of two bins. The distinction is whether replenishment is controlled as a condition of execution.
The two bin system, when understood as a control mechanism, defines how material enters the process and under what conditions execution is allowed to continue. This is where inventory control, flow stability, and Quality converge.
Purpose of the Two Bin System
The purpose of the two bin system is to maintain continuous material availability while limiting inventory to the minimum required to sustain production. This purpose is often described in terms of efficiency or simplicity. In practice, it is a control problem. The system must ensure that material is present when required without allowing excess inventory to accumulate or shortages to disrupt execution.
The two bin structure establishes a defined condition at the point of use.
One bin is in use.
One bin protects continuity.
This arrangement creates a boundary. Material availability is constrained within that boundary. The system does not permit additional inventory to compensate for instability. It does not rely on excess supply to absorb variation. The condition is fixed, and execution must operate within it.
Consumption of the first bin creates a signal. This signal represents a change in condition that must be addressed before the remaining material is depleted. The signal is not informational. It defines a requirement. A defined replenishment response must occur within a defined interval. If the response does not occur within that interval, the system transitions from a controlled condition to an exposed condition where continuation is no longer protected.
The system therefore operates as a controlled loop. Usage drives replenishment. Replenishment restores the condition required for execution. The loop is closed only when the bin is returned to the correct location with the correct material and the condition is verified. Until that condition is restored, the system is operating under degradation.
When functioning correctly, the system achieves three outcomes.
Inventory is constrained to what is required to sustain execution under defined conditions. The system does not accumulate excess material because replenishment is triggered only by consumption and executed within a controlled interval.
Material availability becomes predictable. The defined relationship between consumption rate and replenishment timing creates a stable expectation of when material will be present. This predictability is not based on forecasting. It is based on controlled response to actual usage.
Flow is stabilized through repeatable replenishment behavior. The system does not depend on individual decisions to maintain continuity. The sequence of signal, response, and restoration is defined and executed consistently.
These outcomes are not created by the presence of two bins. They are created by the control of replenishment conditions. If the conditions are not defined, or if they are not enforced, the same two bins will produce a different result. Inventory will increase to compensate for uncertainty. Material availability will vary. Flow will become dependent on intervention.
The purpose of the two bin system is therefore not to simplify storage. It is to establish a controlled replenishment condition that limits inventory, stabilizes material availability, and enables consistent execution.
Method and Operating Structure
A functioning two bin system requires defined method, sequence, timing, and outcome. The system operates only when each of these elements is established as a condition of execution and performed without variation. The method defines what must occur. The sequence defines the order in which it must occur. The timing defines when it must occur. The outcome defines the condition that must be restored before execution continues.
The point of use must have a fixed location for both bins. One position represents the active condition where material is consumed. The second position represents the signal condition when the bin is empty. These positions are not interchangeable. They define the state of the system at the point of use. The absence of a bin in the active position or the presence of an empty bin outside the defined signal position represents a loss of condition.
When the active bin is depleted, it is placed in the defined signal position. This action is not optional. It is the trigger that initiates replenishment. If the empty bin is not placed in the correct position, the signal is not generated in a controlled manner. The system then depends on observation, memory, or communication to identify the need for replenishment. At that point, the signal is no longer part of the system. It becomes dependent on people.
Material handling must occur at a defined frequency. The water spider or material handler collects empty bins according to a fixed timing cycle. This timing establishes the response interval of the system. The interval must be aligned with the rate of consumption so that replenishment occurs before the remaining bin is depleted. If collection timing varies, the response interval becomes unstable. Some signals are acted on within the required interval. Others are delayed. The system transitions from controlled response to variable response.
Each bin must contain identification that governs replenishment. The tag determines the source of refill and the return location. The tag is not informational. It defines the required replenishment path. The tag links the point of use to the source of supply and back to the correct location. If the tag is missing, incorrect, or not maintained, the replenishment path is undefined. Material may still be retrieved, but it is not controlled. The system cannot ensure that the correct material is returned to the correct location.
Replenishment is completed by retrieving material from the correct source, refilling the bin, and returning it to the exact point of use location. The return location is part of the condition. Placing the bin in an alternate position, even if the material is correct, breaks the relationship between signal and location. The system loses its ability to represent actual conditions through position and identification.
The condition is not restored until the bin is verified in the correct position with the correct material and identification. Restoration requires confirmation, not assumption. Without confirmation, the system accepts the possibility that the condition has not been fully restored.
Only when the condition is restored can execution continue under defined conditions. If execution continues without restoration, the system accepts degraded conditions as normal. At that point, control is lost and behavior shifts from system-defined to individually managed.
The method and operating structure of the two bin system are therefore not defined by the presence of two containers. They are defined by the enforcement of location, sequence, timing, identification, and confirmation as conditions of execution.
Why Most Two Bin Systems Fail
Most implementations reproduce the visible structure without governing the operating conditions. The method is installed as a set of physical elements rather than established as a controlled system of execution. Containers are introduced. Racks are labeled. Material routes are defined at a high level. The environment appears organized and aligned with expected practice.
Execution is not controlled.
The system depends on adherence to defined conditions. When those conditions are not enforced, the structure remains but the control logic is removed. The result is a system that looks correct but does not behave predictably.
Empty bins are not consistently placed in the signal location. The signal becomes dependent on individual behavior rather than a required action. Some bins are placed correctly. Others are left at the point of use or moved to alternate positions. The relationship between bin position and system state is lost. The system can no longer represent its own condition through location.
Collection timing varies. The defined response interval is not maintained. Material handlers adjust their routes based on workload, perceived urgency, or local decisions. Some empty bins are collected within the required interval. Others remain in place beyond the point at which replenishment should have been initiated. The system transitions from controlled response to variable response.
Tags are missing, incorrect, or not maintained. Identification no longer defines the replenishment path. Material may still be retrieved, but the source is selected based on availability or convenience rather than defined rules. The system loses its ability to ensure that the correct material is returned to the correct location. The connection between point of use and source is weakened.
Bins are relocated without updating identification. Physical location and system definition become misaligned. The bin may contain the correct material, but its position no longer represents a known condition. The signal generated by its placement is no longer reliable. The system cannot distinguish between normal and abnormal states based on position.
As these conditions degrade, the replenishment signal becomes unreliable. The system no longer provides a consistent trigger for response. Material handlers and assemblers begin to compensate for this instability.
Material handlers adjust routes to recover shortages rather than following a defined cycle. Assemblers borrow material from adjacent locations or alternate sources to maintain production. Parts are substituted when the correct material is not available within the expected interval. These actions restore short-term continuity, but they do so by bypassing the defined system.
Work continues.
The continuation of work under degraded conditions is the defining characteristic of failure. The system allows execution to proceed without restoring the required conditions. At that point, control is transferred from the system to the individual. Decisions are made locally to maintain output rather than to restore the defined state.
The system still appears functional. Bins are present. Material is moving. Production continues. The visible structure remains intact.
The underlying outcomes change.
Inventory increases as additional material is introduced to buffer uncertainty. Flow becomes unstable because replenishment timing and accuracy are no longer consistent. Quality risk grows because material entry into the process is no longer controlled.
This pattern is characteristic of Lean (post-1988) implementation. The method is visible. The control logic is absent. The system relies on people to manage variation that the system itself no longer constrains.
Signal Versus Control
The empty bin is commonly described as a signal. This description is accurate but incomplete. A signal indicates that a condition has changed. It does not ensure that the change will be acted upon. It does not define the timing of response. It does not guarantee that the condition will be restored before execution continues.
A signal does not create control.
Control exists only when the signal is connected to a required response that is executed within defined conditions. The signal must initiate a sequence that cannot be bypassed, delayed, or reinterpreted without consequence. Without this connection, the signal remains informational and the system remains dependent on individual judgment.
In the two bin system, the empty bin represents a change in condition at the point of use. Material has been consumed. The remaining bin is protecting continuity for a limited period. The signal exists to initiate replenishment before that protection is exhausted. If the signal does not force response within the required interval, the system allows execution to continue toward depletion without restoring the condition.
If the empty bin can be ignored, the signal is optional.
If the empty bin can be delayed, the response is variable.
If the empty bin can be interpreted differently by different individuals, the system is not defined.
Under these conditions, the signal no longer represents a controlled trigger. It becomes a prompt that may or may not result in action.
Replenishment timing is a critical element of control. The signal must be acted upon within a defined interval that is aligned with consumption. If timing varies without consequence, the system accepts variation in response. Some signals are addressed within the required interval. Others are not. The system becomes inconsistent in its ability to maintain material availability.
Location and identification must remain aligned with the signal. If bins can be relocated without updating identification, the signal no longer reflects the actual state of the system. A bin may appear to be in a signal position, but the material it represents may not correspond to the expected condition. The system loses its ability to represent reality through position and identification.
Control exists only when the signal forces response.
In a governed system, the empty bin requires action. The requirement is not enforced through instruction. It is enforced through the design of the system. Collection occurs at defined intervals that establish the response window. Replenishment follows a defined path determined by identification. Return location is fixed and must be restored for the system to return to normal condition.
Deviation cannot pass without response. If the empty bin is not collected, the condition remains abnormal. If replenishment is not completed, the condition is not restored. If the bin is not returned to the correct location, the system remains misaligned. Continuation under these conditions represents a failure of control.
The difference is not visibility. Visibility allows the condition to be seen. Control requires the condition to be corrected before execution continues.
The difference is whether the system requires behavior.
Replenishment as a Governed Condition
The two bin system must operate under defined conditions that cannot be bypassed. These conditions are not guidelines. They establish the state under which execution is permitted to proceed. When the conditions are present, the system is operating as designed. When the conditions are not present, the system is in an abnormal state and must be corrected before continuation.
Location must be fixed and matched to identification. The position of each bin represents a specific condition. The active position defines where material is consumed. The signal position defines where depletion is recognized and acted upon. Identification links that position to a defined replenishment path. If location and identification are not aligned, the system cannot represent its own condition. The relationship between physical state and system definition is broken.
Quantity must be limited to two bins. This limit establishes the boundary within which the system must operate. Additional material is not permitted to compensate for instability. The system must maintain continuity through controlled replenishment rather than excess inventory. If additional bins are introduced, the system masks variation instead of controlling it.
Timing must be defined and consistently executed. The interval between signal and response is part of the operating condition. This interval must be aligned with consumption so that replenishment occurs before the remaining bin is depleted. If timing varies, the system no longer operates within a predictable response window. Some conditions are restored within the required interval. Others are not. The system becomes inconsistent in its ability to maintain continuity.
Replenishment paths must follow tag-defined rules. The identification on each bin determines the source of material and the return location. This path is not subject to adjustment based on convenience or availability. It defines how the system restores its condition. If the path is altered, the system introduces variation into what material is returned and where it is placed.
These conditions define the normal state.
When any of these conditions are violated, the system must not continue as if the condition is acceptable. Missing bins, incorrect locations, delayed replenishment, or misaligned identification represent abnormal conditions. Treating these conditions as acceptable allows execution to proceed under degraded control.
Continuation under those conditions transfers control from the system to the individual. Decisions are made locally to maintain output rather than to restore the defined state. Material is moved, substituted, or adjusted to keep work progressing. The system no longer governs behavior.
This is where Jidoka applies.
Jidoka requires that abnormal conditions are exposed and that execution does not continue until the condition is corrected. In the context of the two bin system, the required material condition must be present for execution to proceed. The absence of the correct bin in the correct location represents a failure of condition. That failure must be made visible and must trigger response.
If the required bin is not available, execution must not proceed as normal. The system must stop at the point where the condition is violated. This stop is not a disruption. It is the mechanism that prevents continuation under uncontrolled conditions. The stop forces attention to the condition that must be restored.
Restoration requires returning the system to its defined state. The correct material must be placed in the correct bin, and the bin must be returned to the correct location with correct identification. Only when this condition is confirmed can execution resume under controlled conditions.
Replenishment therefore becomes part of execution control, not a support activity. It is integrated into the system that governs how work proceeds. The two bin system defines not only how material is supplied, but also the conditions under which work is allowed to continue.
Connection to Quality
Quality is not inspected into the process. Quality is determined by the conditions under which work is performed. Inspection can identify defects after they occur. It cannot prevent the conditions that produce them. Control of Quality requires control of the conditions that define execution.
The two bin system controls material entry at the point of use.
Every process depends on the correct material being present at the point of use. The material must match specification. The quantity must support the defined method. The location must align with the sequence of work. If any of these elements are not controlled, variation is introduced before the work is performed. That variation cannot be removed through inspection. It is already embedded in the process.
If incorrect material can enter the process, Quality is not governed. If replenishment allows substitution, delay, or misplacement, the system permits variation at the point of use. Substitution introduces the risk of using material that does not meet requirements. Delay creates conditions where work proceeds with incomplete or incorrect inputs. Misplacement disrupts the relationship between sequence and material availability. Each of these conditions shifts control away from the system and toward individual decision-making.
When governed correctly, the two bin system ensures that only the correct material, in the correct quantity, at the correct location, is available for use. This condition is not achieved through checking or verification after the fact. It is achieved by controlling how material is replenished and how it is presented at the point of use. The system defines what material is allowed to enter the process and under what conditions it is considered available.
This is not an inventory outcome. It is a Quality control condition.
Inventory reduction may occur as a result of controlled replenishment, but that is not the primary function. The primary function is to ensure that material entry is consistent with the defined conditions of execution. When material entry is controlled, the process operates within known parameters. When material entry is not controlled, variation is introduced at the start of the process.
Replenishment determines what enters the process. The two bin system defines how replenishment is triggered, how it is executed, and how the condition is restored. Each of these elements contributes to the control of material entry.
What enters the process determines Quality. If the system allows incorrect material to enter, Quality is compromised at the source. If the system ensures that only correct material enters under defined conditions, Quality is protected at the point of use.
The connection between replenishment and Quality is direct. Control of replenishment is control of material entry. Control of material entry is control of Quality.
Muscatine Implementation Example
In the Muscatine implementation, the two bin system is defined through specific responsibilities and decision points that establish control at the point of use. The structure is simple, but each element is tied to a condition that must be performed as defined. The system does not rely on general awareness or informal coordination. It relies on adherence to specific actions that maintain the integrity of the replenishment loop.
The assembler initiates the signal by placing the empty bin in a defined lower rack position. This position represents the change in condition. The action is not discretionary. It is the required method for converting consumption into a visible and actionable state. The placement of the empty bin establishes where the system recognizes depletion and where replenishment must begin.
The water spider responds to this condition at defined times during the shift. Collection is not triggered by observation alone. It is governed by a fixed timing cycle that defines when signals are converted into action. This timing establishes the response interval and ensures that replenishment occurs within a predictable window relative to consumption.
The part tag governs the replenishment path. The identification on the bin determines whether material is retrieved from line-side storage or from the warehouse. This decision is not made at the time of retrieval. It is defined in advance and embedded in the system through the tag. The tag connects the point of use to the correct source and defines how the system restores its condition.
Replenishment is completed by refilling the bin and returning it to the exact rack position identified by the tag. The return location is not interchangeable. It is part of the defined condition that represents the normal state. The system relies on the alignment between physical position and identification to represent its status. If the bin is not returned to the correct location, the condition is not restored, even if the material is correct.
The system includes a critical requirement. Bins cannot be relocated without updating both the bin label and the rack label. This requirement maintains alignment between physical location and system identification. It ensures that the position of the bin continues to represent a known condition and that the replenishment path remains valid. Without this alignment, the system loses its ability to represent reality through its physical structure.
This example illustrates the difference between method and control. The process steps are straightforward. Empty the bin, place it in the signal position, collect it, refill it, and return it. These steps describe what happens.
Control is established through the conditions that govern how these steps are performed. The position of the bin defines the signal. The timing of collection defines the response interval. The tag defines the replenishment path. The return location defines the restored condition. Each element is fixed and must be executed as defined.
The effectiveness of the system is not derived from the simplicity of the steps. It is derived from the enforcement of the conditions that connect those steps into a controlled loop.
Closing Reflection
The two bin system is often described as a simple replenishment method. This description focuses on the visible structure and ignores the conditions that determine whether the system functions as intended. Simplicity of appearance does not define effectiveness. Control of execution defines effectiveness.
The system does not work because there are two bins. The system works because replenishment is governed. When replenishment is governed, the relationship between consumption, signal, response, and restoration is defined and enforced. Material is replenished within a controlled interval. Location and identification remain aligned. The condition required for execution is restored before continuation.
Under these conditions, the outcomes are consistent. Inventory is limited to what is required to sustain execution. Flow is stabilized because replenishment is predictable. Quality is protected at the point of use because material entry is controlled.
When replenishment is not governed, the same structure produces a different result. The signal is present but not required. Response occurs but not within a defined interval. Material is returned but not to a fixed condition. Execution continues under these variations because continuation is not constrained.
The system then depends on people to compensate for instability. Material is moved to recover shortages. Parts are substituted to maintain output. Additional inventory is introduced to buffer uncertainty. These actions maintain short-term continuity but remove control from the system.
The bins remain visible. The system appears to function. The underlying conditions have changed.
The bins are not the system.
Replenishment control is the system.
Quality is protected by controlling what enters the process.





