Introduction
Why Compare Industrial Engineering and the Toyota Production System
Industrial Engineering and the Toyota Production System are often treated as unrelated domains. One is framed as a formal engineering discipline. The other is frequently reduced to a collection of manufacturing practices or improvement tools. This separation obscures their actual relationship.
Industrial Engineering is the closest formal discipline to the Toyota Production System. Both examine work as a system. Both study flow, capacity, variation, motion, and human interaction with machines. Both seek improvement by addressing causes rather than symptoms. From a technical perspective, the overlap is substantial.
The comparison matters precisely because of that proximity.
Despite shared roots and similar analytical foundations, Industrial Engineering and the Toyota Production System diverge sharply in how systems are governed once they are designed. The distinction is not primarily about tools, methods, or intent. It is about authority, accountability, and daily management behavior.
Industrial Engineering functions as an analytical and design discipline. It explains systems, models them, optimizes them, and proposes improvements. Its strength lies in diagnosis, experimentation, and rational design. After recommendations are made, however, the discipline does not own how the system behaves when conditions deteriorate or pressure increases.
The Toyota Production System extends beyond analysis and design. It defines normal work, establishes explicit conditions for abnormality, and requires response when those conditions are violated. It binds leadership behavior, assigns stop authority at the point of work, and treats Quality as a condition of operation rather than a result to be inspected later.
This comparison is not an argument against Industrial Engineering. It is an argument against substituting analytical excellence for system governance. Industrial Engineering is essential for designing capable systems. Governance determines whether those systems remain stable under stress.
The purpose of this article is to clarify that boundary. By examining where Industrial Engineering and the Toyota Production System align, and where they separate, it becomes possible to explain why many technically sound improvements fail to sustain while TPS continues to operate as a stable system under pressure.
The analysis that follows is structural. It focuses on authority, ownership, and behavior rather than terminology. The intent is not to elevate one discipline over another, but to show why optimization without governance predictably erodes Quality over time.
Shared Roots, Different Destinations
How Engineering, Quality, and Post-War Reconstruction Shaped Both Paths
The Toyota Production System did not emerge in opposition to engineering disciplines. It emerged from them.
In the period following the Second World War, Japanese industry operated under extreme constraints in capital, material, and market access. The central problem was not how to optimize abundance, but how to operate reliably under scarcity. Engineering capability alone was insufficient. Technical knowledge had to be translated into stable, repeatable behavior across entire organizations.
A central influence during this period was the Union of Japanese Scientists and Engineers. JUSE functioned as a national coordinating body that brought together engineers, managers, and academics to rebuild industrial capability. Its emphasis extended beyond statistical methods or technical proficiency. Quality was treated as a management responsibility, and learning was treated as an organizational obligation rather than an individual skill.
This framing shaped how engineering concepts were absorbed in Japan. Methods were not regarded as standalone solutions. They were expected to function within disciplined management systems that defined authority, accountability, and response.
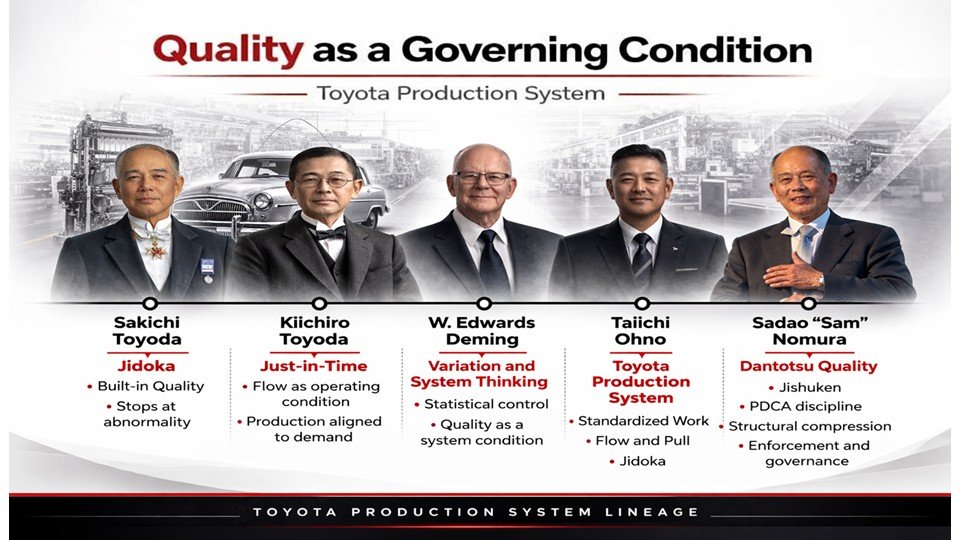
Several figures commonly associated with Quality and production improvement operated within this same ecosystem. W. Edwards Deming emphasized variation as a property of systems rather than individuals and demonstrated, through experiments such as the Red Bead exercise, that workers cannot outperform the systems they are placed in. His contribution was diagnostic. He exposed management failure as the dominant source of poor Quality.
Kaoru Ishikawa extended this thinking through the development of Quality Control Circles, always within the context of management ownership. Circles were not intended to substitute for leadership responsibility. They were designed to develop problem-solving capability inside a governed system.
At Toyota, these influences converged with practical production engineering under leaders such as Eiji Toyoda and engineers such as Taiichi Ohno. The result was not a rejection of engineering analysis, but its subordination to system behavior. Engineering methods were absorbed, refined, and constrained so that they served stability, flow, and Quality rather than isolated efficiency gains.
Industrial Engineering followed a different trajectory. In North America and Europe, IE matured as a professional and academic discipline centered on analysis, optimization, and design. Its methods became increasingly sophisticated, and its influence expanded across industries. Authority for daily system behavior, however, remained with management structures often disconnected from the analytical work itself.
This difference in evolution is consequential. Industrial Engineering and the Toyota Production System share common technical roots in motion study, flow analysis, capacity planning, and systems thinking. The divergence does not occur in what they know, but in what they enforce.
By the time TPS matured, engineering methods were no longer treated as advisory guidance. They were embedded within a management operating system that defined normal work, exposed abnormality, and required response. Industrial Engineering, by contrast, retained its role as a discipline that informs decisions without owning behavior under pressure.
This shared origin and divergent destination explain why the two appear similar at a technical level while producing very different outcomes in practice. Understanding this divergence is necessary before examining specific methods, because it frames every comparison that follows.
Where the Structural Divergence Occurs
Time Study and Standardized Work
Optimization Explains Systems. Governance Controls Them.
The divergence between Industrial Engineering and the Toyota Production System does not originate in tools, terminology, or analytical capability. It originates in how authority is exercised once a system is operating.
Industrial Engineering functions as an explanatory and design discipline. It studies work, decomposes it, measures it, models it, and proposes improved configurations. Through time study, layout design, capacity analysis, simulation, and optimization, it makes system behavior visible and rational. Its strength lies in explaining how a system behaves and how it could behave differently.
Industrial Engineering does not govern daily behavior.
Once analysis is complete and recommendations are delivered, authority reverts to the organization’s existing management structure. Whether standards are followed, whether deviations are tolerated, and whether Quality is protected under pressure are decisions made outside the discipline itself. Industrial Engineering can inform decisions. It does not compel behavior.
The Toyota Production System operates on a different premise. TPS does not stop at explanation or design. It defines normal work, specifies explicit conditions for abnormality, and requires response when those conditions are violated. Authority is embedded directly into the operating system. Decisions affecting Quality, safety, and flow are enforced at the point where work occurs.
The distinction can be stated simply: Industrial Engineering explains and improves systems. TPS governs them.
Governance in this context does not mean policy, audit, or oversight. It means that rules governing system behavior are embedded in daily operations. These rules constrain discretion, particularly under output pressure. They define who can stop work, when stopping is mandatory, and what leadership must do before production resumes.
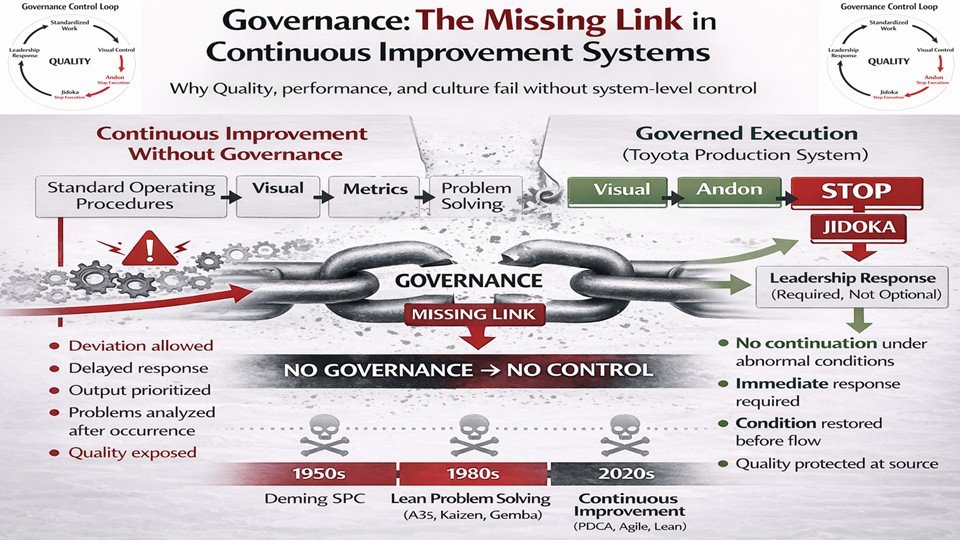
This difference produces predictable consequences. In systems governed primarily through optimization, tradeoffs between output, cost, and Quality are negotiated continuously. Deviations are often tolerated temporarily in the name of efficiency or delivery. Over time, exceptions accumulate, standards erode quietly, variation increases, and risk migrates downstream.
In TPS, those tradeoffs are removed from negotiation. Quality is treated as a condition of operation rather than a performance target. Abnormality is not reviewed later. It interrupts production immediately. Leadership is not asked to endorse standards abstractly. Leadership is required to respond when standards are violated.
This explains why technically sound improvements often fail to sustain outside TPS environments. The failure rarely originates in the analysis. It originates in the absence of a mechanism that forces the system to behave according to that analysis when conditions become inconvenient.
Understanding this structural divergence is necessary before comparing individual methods. Without it, tools appear interchangeable and outcomes appear inconsistent. With it, the pattern becomes clear. Methods do not fail because they are incorrect. They fail because no one is required to obey them.
The sections that follow examine this divergence through practices that appear similar on the surface but operate very differently once governance is considered.
Time Study and Standardized Work
Measurement Describes Work. Standards Govern It.
Time study represents one of the strongest points of technical overlap between Industrial Engineering and the Toyota Production System. Both rely on direct observation of work, decomposition into elements, and analysis of sequence, motion, and duration. At a methodological level, the techniques appear nearly identical.
The divergence lies in how the results are used.
In Industrial Engineering, time study functions as a measurement and design activity. It establishes standard times, supports workload balancing and layout decisions, informs staffing levels, and evaluates process capability. The output is descriptive. It explains how long work takes under defined conditions and provides a rational basis for improvement recommendations.
After recommendations are delivered, authority returns to management. Standards may be adopted, adapted, or bypassed. Deviations are often tolerated temporarily, especially under output pressure. Work changes to meet demand even when those changes contradict the engineered method. The time standard remains valid on paper while actual behavior drifts.
Standardized Work in the Toyota Production System serves a different function. It is not a measurement artifact. It defines normal. It specifies required sequence, timing aligned to takt, and standard in-process inventory needed to maintain flow. Its purpose is not to document best practice, but to establish a baseline against which abnormality is detected immediately.
Because Standardized Work defines normal, deviation is not informational. It is actionable. When work cannot be performed as defined, the expectation is escalation rather than local adjustment. The system is required to respond.
Time study supports optimization. Standardized Work supports control.
In environments governed primarily through Industrial Engineering, standards often exist without consequence. They support audits, training, and improvement projects, but they do not compel behavior. In TPS environments, Standardized Work exists only if it is enforced. A standard that is routinely bypassed is treated as a leadership failure rather than an operator failure.
The effect on Quality is direct. When standards are advisory, tradeoffs are negotiated continuously. Shortcuts become acceptable and variation accumulates gradually. When standards govern behavior, shortcuts trigger response, problems surface early, and stability is preserved.
Time study remains essential. The Toyota Production System does not reject it. TPS absorbs time study as an input and removes discretion from how the results are applied. Engineering defines what is technically possible. Governance determines what is operationally permitted.
For this reason, Standardized Work cannot be reduced to documentation or training material. It functions as a control mechanism. Without authority to enforce it and obligation to respond to deviation, it collapses into description. With governance, it becomes the foundation on which all other improvement depends.
Total Productive Maintenance and System Governance
Equipment Reliability Improves Machines. Governance Protects the System.
Total Productive Maintenance is often cited as evidence that Industrial Engineering and the Toyota Production System are closely aligned. TPM addresses equipment reliability, loss elimination, operator involvement, and preventive discipline. These concerns sit squarely within the scope of engineering practice.
TPM originated in Japan through the work of Seiichi Nakajima and marked a shift in how equipment was treated. Responsibility for reliability was no longer confined to a maintenance function. Operators were expected to clean, inspect, and care for their machines. Losses were categorized and made visible. Equipment behavior became a system concern rather than a technical afterthought.
From an Industrial Engineering perspective, TPM is an effective framework. It reduces downtime, stabilizes processes, improves capability, and increases predictability. It clarifies task ownership and embeds preventive logic into daily work. Properly implemented, it raises the technical baseline of a production system.
TPM does not govern the system in which equipment operates.
TPM improves local reliability but does not define how the organization responds when reliability conflicts with competing priorities. Under output pressure, schedule disruption, or resource constraint, TPM activities are often deferred. Autonomous maintenance becomes optional. Preventive work is postponed. Equipment continues to run until failure because no mechanism exists to force a different decision.
In the Toyota Production System, equipment reliability is not protected by task lists alone. It is protected by governance. When TPM activities are embedded within TPS, failure to perform them is treated as abnormal. The response is escalation rather than encouragement or retraining. Leadership is required to address the conditions that made the work impossible.
This difference explains why TPM programs frequently degrade outside TPS environments. The technical content remains correct. Loss categories remain valid. Task structures remain reasonable. What is missing is a system that constrains management behavior when reliability conflicts with short-term output.
Within TPS, equipment is not permitted to compensate for organizational instability. Machines are expected to operate within defined conditions. When those conditions cannot be met, production stops. Reliability is preserved not because tasks exist, but because continuation is not allowed when tasks are compromised.
TPM therefore illustrates the broader distinction between Industrial Engineering and TPS. Engineering disciplines can design effective reliability programs. They cannot ensure those programs are honored under pressure. That requires governance.
TPM is necessary. It is not sufficient. Without an operating system that enforces response and protects standards, reliability becomes negotiable. With governance, TPM functions as a disciplined contributor to system stability rather than a discretionary initiative.
Jidoka and Stop Authority
Detecting Problems Is Engineering. Stopping the System Is Governance.
Jidoka represents one of the clearest structural differences between Industrial Engineering and the Toyota Production System. Both disciplines address defect detection and process capability. They diverge in how authority is exercised once abnormality is identified.
In engineering practice, defects are treated as information. Measurement systems, inspections, and control charts are designed to detect variation and signal drift. The response is analytical. Data is collected, causes are investigated, and corrective actions are planned. Production often continues during this process, particularly under delivery pressure.
Industrial Engineering excels at diagnosis. It explains why defects occur and how processes can be improved to prevent recurrence. It does not establish mandatory authority to interrupt production at the moment Quality is threatened.
Jidoka operates on a different premise. Originating with Sakichi Toyoda, it embeds both the right and the obligation to stop the system when abnormality is detected. Stopping is not treated as failure. Allowing defects to pass downstream is treated as failure.
In the Toyota Production System, defect detection is authoritative. When abnormality occurs, work must stop and leadership must respond. Action cannot be deferred to protect short-term output. Quality is not traded against throughput. It defines whether production is allowed to continue.
The distinction is not one of technical capability. Industrial Engineering can design highly effective detection systems. Sensors, gauges, inspections, and statistical controls are well within its scope. The distinction lies in what follows detection. Without governance, detection produces information. Within TPS, detection triggers action.
Jidoka removes discretion from Quality decisions. Operators are not expected to work around problems. Supervisors are not expected to negotiate exceptions. Leaders are not permitted to postpone response. The system enforces discipline by preventing continuation until conditions are restored.
For this reason, Jidoka cannot be implemented as a tool. Without defined standards, explicit abnormal conditions, and leadership obligation to respond, stop authority collapses under pressure. Lines restart prematurely. Bypasses are installed. Alarms are ignored. Detection remains, but control disappears.
Within TPS, Jidoka integrates detection, authority, and response into a single operating rule. Problems surface immediately. Learning occurs at the point of failure. System integrity is preserved even when doing so is inconvenient.
This explains why many organizations believe they practice Jidoka while practicing only detection. Without stop authority and mandatory response, defects may be measured accurately, but they are still allowed to flow. Quality becomes a statistic rather than a condition of operation.
Jidoka therefore marks a decisive boundary. Industrial Engineering identifies and analyzes problems. The Toyota Production System governs whether the system is allowed to continue in their presence.
Just-in-Time and Flow Governance
Optimizing Flow Is Engineering. Controlling Overproduction Is Governance.
Just-in-Time is often misunderstood because its visible elements resemble familiar engineering concepts. Flow analysis, line balancing, takt alignment, and inventory reduction all fall within areas where Industrial Engineering has long demonstrated strength. On the surface, JIT appears to be an extension of those capabilities.
The distinction lies in purpose and authority.
Industrial Engineering typically approaches flow as an optimization problem. Demand is forecast, capacity is modeled, schedules are constructed, and resources are balanced to meet efficiency targets. Inventory is treated as a variable to be minimized or optimized based on cost, service level, and risk. When conditions change, schedules are revised, buffers are adjusted, and production continues.
This approach is rational and permissive. Producing ahead, building inventory, and expediting work are treated as acceptable responses when variability increases.
Just-in-Time in the Toyota Production System operates on a different premise. Its primary purpose is not efficiency. Its purpose is to prevent overproduction. Overproduction is treated as the most serious form of waste because it conceals problems, masks instability, and delays learning.
Within TPS, production is permitted only in response to a signal. Takt defines pace. Kanban limits work in process. Supermarkets expose imbalance. When a signal is absent, production does not proceed. This is not guidance. It is a rule.
This logic traces to Taiichi Ohno, who recognized that unrestricted production was the root cause of excess inventory and delayed problem solving. By deliberately constraining production, problems were forced to surface where they could be addressed.
The difference becomes most visible under pressure. In schedule-driven systems, delivery risk justifies producing ahead. Inventory accumulates quietly and problems remain hidden. In JIT-governed systems, producing without a signal is treated as abnormal. Shortages and delays are exposed immediately, and leadership is required to respond.
Industrial Engineering can design pull systems. It can calculate kanban quantities, balance lines, and model flow. It cannot enforce the rule that production must stop when signals are exhausted. Without governance, pull systems are overridden, temporary buffers become permanent, expedites proliferate, and JIT degrades into faster scheduling.
Within TPS, Just-in-Time functions as a control mechanism. It removes discretion from decisions about when to produce. It ensures instability is visible rather than buffered and forces the organization to confront problems rather than work around them.
For this reason, JIT cannot survive as a technique. Without leadership acceptance of idle time, missed output, and immediate escalation, the discipline collapses and the system reverts to push behavior under a different name.
Just-in-Time therefore reinforces the same structural boundary. Industrial Engineering optimizes the flow of work. The Toyota Production System governs whether work is allowed to flow at all.
Single-Minute Exchange of Die and the Role of Enabling Methods
Reducing Setup Time Creates Capability. Governance Determines Whether It Is Used.
Single-Minute Exchange of Die is often cited as evidence that Industrial Engineering and the Toyota Production System are aligned in practice. SMED relies on task analysis, motion study, and disciplined experimentation. These are core engineering competencies, and Industrial Engineering has long demonstrated strength in this domain.
SMED was formalized through the work of Shigeo Shingo with a clear technical objective: reduce changeover time by separating internal and external work, standardizing elements, and eliminating unnecessary motion. When applied effectively, SMED increases flexibility and reduces downtime.
From an engineering perspective, SMED is a method that creates capability.
The structural difference appears in how that capability is treated once it exists.
In many Industrial Engineering contexts, SMED is pursued to improve utilization, reduce lost time, or increase throughput. Faster changeovers are treated as a performance improvement in their own right. Batch sizes may be reduced initially, but they often increase again when schedules tighten or output pressure rises. The capability remains, but its use becomes discretionary.
Within the Toyota Production System, SMED serves a different function. It exists to protect Just-in-Time. Faster changeovers are not an end. They are a prerequisite that enables small batches, mixed-model flow, and rapid response to demand without overproduction. Once that capability exists, its use is not optional.
SMED expands what is technically possible. TPS determines what is operationally permitted.
Without governance, reduced setup times make it easier to justify producing ahead. Inventory shifts location rather than disappearing. Expedites remain acceptable. The system becomes faster, but not more disciplined.
Within TPS, SMED removes excuses. When changeovers are short and repeatable, producing large batches becomes a deliberate decision rather than a necessity. Overproduction is exposed as a choice, not a constraint. Leadership can no longer attribute batching to technical limitation.
For this reason, SMED cannot function as a standalone transformation lever. As a method, it delivers technical results. As part of a governed system, it alters behavior. The difference lies not in the mechanics of the technique, but in whether the organization is required to act on the capability it creates.
SMED reinforces the same structural boundary seen throughout this comparison. Industrial Engineering methods expand system capability. The Toyota Production System governs how that capability is used. When the two are aligned, flexibility increases without instability. When they are separated, technical gains erode under pressure.
Project Management and Daily Management
Projects Deliver Change. Governance Sustains It.
Project management is an area where Industrial Engineering demonstrates clear strength and where the structural difference with the Toyota Production System becomes visible over time.
In many organizations, improvement work is organized as projects. Problems are scoped, teams are assembled, objectives are defined, and timelines are established. Industrial Engineering fits naturally within this model. Engineers analyze the current state, design improved processes, implement changes, and validate results. When the project concludes, ownership transfers back to the organization and the team moves on.
This approach is effective at introducing change. It is unreliable at sustaining it.
Project logic assumes that once a better design is implemented, the system will continue to behave accordingly. Under operating pressure, this assumption fails. Standards bend, shortcuts appear, and local adjustments accumulate. The project remains technically successful while its results erode quietly.
The Toyota Production System does not treat improvement as a project category. It treats improvement as an obligation embedded in daily management. Stability is not achieved through episodic intervention. It is maintained through continuous confirmation of normal work, immediate response to abnormality, and explicit leadership accountability for system behavior.
Structured improvement activities exist within TPS. Jishuken, Kaizen events, and focused problem-solving efforts are used deliberately. The difference is ownership. These activities are led by line leadership rather than delegated to specialist teams. Their purpose is not to deliver isolated gains, but to restore and strengthen daily control.
This difference changes how success is defined. In project-driven systems, success is measured by deliverables, milestones, and closure. In TPS, success is measured by whether the system behaves predictably after the work is complete. If stability does not improve, the work is not finished.
Industrial Engineering projects often conclude with documentation, audits, or handover plans. TPS closes gaps by embedding new standards into daily work and verifying them continuously. There is no handover point because responsibility never leaves line management.
The implications for Quality are direct. When improvement is project-based, responsibility for outcomes diffuses over time. When improvement is embedded in daily management, responsibility remains explicit. Leaders cannot point to completed projects as evidence of control. They are judged by how the system performs each day.
This explains why many organizations accumulate improvement projects while experiencing little lasting stability. The issue is not the quality of the engineering work. It is the absence of an operating system that requires leaders to sustain results.
Project management is an effective mechanism for change. It is not a substitute for governance. Without daily management discipline, even well-designed improvements remain temporary. With governance, improvement becomes cumulative rather than episodic.
Layout, Machining, and Standard Work Charts
Design Optimizes Systems. Governance Keeps Them Stable.
Layout design, machining strategy, and Standard Work Charts represent another area where Industrial Engineering and the Toyota Production System appear closely aligned. Both rely on analysis of material flow, motion, sequence, and capacity. Both seek to reduce waste, shorten lead time, and improve visibility. The technical tools used to design these systems are often the same.
The divergence emerges in how those designs are treated once production begins.
Industrial Engineering approaches layout and machining as design problems. Spaghetti diagrams, cellular layouts, line balancing, and capacity modeling are used to create efficient configurations. Standard Work Charts document task sequence, timing, and operator movement. These artifacts support training, audits, and future improvement. They describe how the system is intended to operate.
In many environments, these designs function as reference points rather than operating rules. When conditions change, workarounds appear. Machines are shared across cells. Sequences are adjusted to maintain output. Temporary staging compensates for imbalance. The original design remains technically valid, but daily behavior drifts.
Within the Toyota Production System, layout and Standard Work Charts serve a different function. They operate as control mechanisms. Layout is designed to make flow visible and abnormality obvious. Distance, motion, and inventory are treated as signals rather than conveniences. When work deviates from defined sequence or timing, the expectation is escalation rather than local adaptation.
This distinction is especially visible in machining strategy. Conventional engineering logic favors large, flexible, general-purpose machines to maximize utilization. TPS deliberately moves in the opposite direction. Smaller, simpler, and more specialized machines are integrated into work cells to support flow, visibility, and rapid response. Utilization is subordinated to stability.
Standard Work Charts reinforce this behavior. Within TPS, they define normal conditions that leadership is obligated to protect. If work cannot be performed as charted, the system is considered unstable. The response is not to revise the chart to match reality, but to correct the conditions causing deviation.
Governance becomes visible at this point. Layout and charts function as controls only when leaders treat deviation as unacceptable. Without that expectation, charts degrade into historical documents. With governance, they remain living references that drive daily management action.
The consequence for Quality is direct. When layout and work definitions are enforced, variation is constrained and problems surface quickly. When they are advisory, variation accumulates quietly. Quality degrades not because the design is flawed, but because adherence is optional.
Layout, machining strategy, and Standard Work Charts reinforce the same pattern seen throughout this comparison. Industrial Engineering provides the capability to design effective systems. The Toyota Production System governs whether those systems are operated as designed, day after day.
Metrology, Auto Guided Vehicles, and Mechatronics
Measurement Creates Knowledge. Governance Creates Control.
Metrology, automation, and advanced material handling systems represent some of the most technically sophisticated domains of modern production engineering. Industrial Engineering plays a central role in their design. Measurement systems verify capability. Sensors detect variation. Automated Guided Vehicles and machining centers are engineered to improve consistency, precision, and throughput.
From a technical perspective, these systems are impressive. From a governance perspective, they are neutral.
In Industrial Engineering contexts, metrology functions primarily as information. Measurements assess conformance, calculate capability, and support improvement decisions. When deviation is detected, data is reviewed, causes are analyzed, and corrective actions are planned. Production often continues during this process, particularly under delivery pressure.
Automation amplifies this pattern. AGVs optimize transport. Machining centers adjust offsets automatically. Systems become faster, more precise, and less dependent on human judgment. Without governance, they also become more capable of propagating problems at scale.
The Toyota Production System integrates metrology and automation differently. Measurement is not treated as information alone. It is treated as authority. Detection of abnormality is expected to trigger immediate response. Machines are designed not only to measure, but to stop. Automation is not intended to increase discretion. It is intended to remove it.
This logic traces to the earliest application of Jidoka, where machines halted automatically when defects occurred. In modern TPS environments, the same principle is extended through mechatronics. Sensors, controls, and software are integrated so that machines enforce system rules rather than merely report on system condition.
AGVs provide a clear illustration. In optimization-driven systems, AGVs follow schedules or dispatch logic designed to maximize efficiency. Exceptions are handled manually. When problems arise, work is rerouted or buffered. In TPS-governed systems, AGVs respond only to defined signals. No signal means no movement. Routing flexibility exists, but only within predefined system boundaries. Automation enforces discipline rather than bypassing it.
Machining centers operate under the same logic. Measurement systems detect drift, and continuation is not permitted until conditions are restored. The objective is not to produce more accurately while tolerating defects. It is to prevent defects from being produced at all.
This distinction becomes more critical as systems become more autonomous. Automation without governance accelerates failure. Automation governed by explicit rules protects system integrity. The difference lies not in technological sophistication, but in the authority embedded within the system.
Industrial Engineering makes these systems possible. It designs sensors, controls, algorithms, and physical architectures. The Toyota Production System governs how those capabilities are allowed to behave. Without governance, metrology becomes surveillance and automation amplifies risk. With governance, both become mechanisms that preserve Quality even when no one is watching.
Why Industrial Engineering Alone Cannot Replace TPS
Capability Without Authority Fails Under Pressure.
Industrial Engineering provides essential capability. It explains how systems behave, why they fail, and how they can be improved. Many of the methods associated with the Toyota Production System originate from engineering disciplines or share common analytical foundations.
Capability alone, however, does not determine system behavior.
Industrial Engineering operates as an advisory discipline. It analyzes systems, develops recommendations, and supports decision-making. It does not define ownership of daily system performance. It does not mandate response when standards are violated. It does not remove discretion from decisions that trade short-term output against Quality. Those choices remain embedded within the organization’s management structure.
The Toyota Production System exists to address this gap.
TPS does not compete with engineering. It constrains its application. It provides a governing framework that prevents engineering capability from being overridden when conditions become inconvenient. It defines normal work, enforces response to abnormality, and binds leadership behavior to system stability rather than episodic results.
This distinction explains a common failure pattern. Organizations invest heavily in engineering analysis, automation, and improvement projects. Technical solutions are sound. Initial gains are real. Over time, those gains erode. Standards drift, workarounds multiply, and risk accumulates. The failure is often attributed to culture or discipline. The cause is structural. No mechanism exists to require the system to behave as designed.
TPS prevents this erosion by removing discretion where it matters most. It does not rely on intent or competence alone. Authority is embedded into daily operations. When Quality is threatened, production stops. When standards cannot be met, leadership must respond. Instability is surfaced rather than buffered.
Industrial Engineering cannot provide these conditions on its own because they are not technical decisions. They are governance decisions. They determine how authority is exercised and how tradeoffs are resolved under pressure.
This does not diminish the role of engineering. It clarifies it. Industrial Engineering is most effective when its work is protected by a governing operating system. Within TPS, engineering insight becomes durable. Outside of it, it remains vulnerable.
Understanding this boundary is essential for leaders seeking lasting improvement. Tools do not fail because they are flawed. They fail because no one is required to obey them. The Toyota Production System endures not because it is analytically superior, but because it governs behavior when analysis alone is insufficient.
The Proper Relationship Between Industrial Engineering and TPS
Support and Governance Are Not Competing Roles.
The relationship between Industrial Engineering and the Toyota Production System is often framed as a choice. Organizations are encouraged to adopt one or the other, as if engineering rigor and system governance were competing approaches. This framing is unnecessary and misleading.
Industrial Engineering and TPS are not substitutes. They serve different functions.
Industrial Engineering exists to design, analyze, and improve systems. It provides methods to understand work, reduce waste, improve flow, stabilize processes, and increase capability. Its contribution is technical and essential. Without engineering discipline, systems lack coherence and improvement devolves into trial and error.
The Toyota Production System exists to govern how systems are operated once they are designed. It defines normal work, establishes explicit conditions for abnormality, and requires response when those conditions are violated. It constrains behavior under pressure so that technical decisions are not overridden by short-term expediency.
The relationship is hierarchical rather than competitive.
Industrial Engineering supports systems.
TPS governs systems.
When engineering operates without governance, improvements depend on attention and goodwill. They persist only while conditions remain favorable. When TPS governance exists without engineering support, systems remain stable but do not advance. Problems are contained, but capability does not increase.
When the two are aligned, a different dynamic emerges. Engineering designs become durable because operating rules enforce their use. Governance becomes effective because it is grounded in technically sound standards rather than arbitrary constraint. Improvement compounds rather than resets.
This alignment requires discipline on both sides. Engineering work must be subordinated to system behavior rather than local optimization. Governance must protect standards rather than accommodate exceptions. Neither role can absorb the other without losing its purpose.
Many organizations struggle because this boundary is unclear. Engineering is asked to compensate for weak governance. Governance is expected to substitute for technical rigor. The result is frustration, drift, and instability.
Clarifying the relationship removes that tension. Industrial Engineering remains responsible for determining how work should be done. The Toyota Production System remains responsible for ensuring that work is done that way every day, under all conditions.
This distinction does not diminish either discipline. It allows each to operate where it is strongest. When leaders understand and respect this boundary, Quality stabilizes, improvement becomes cumulative, and systems remain governable as complexity increases.
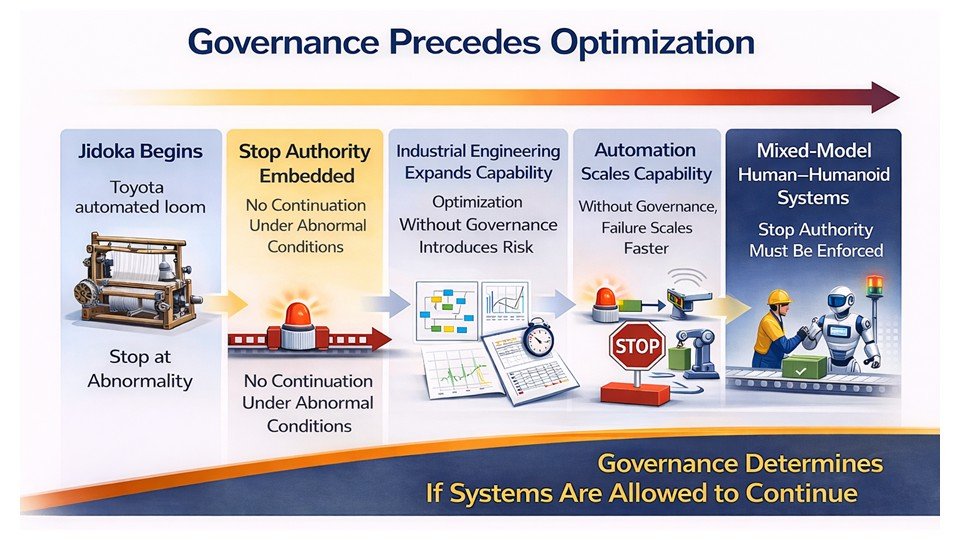
Mixed-Model Human–Humanoid Environments
Why Governance Becomes More Critical as Automation Advances
Mixed-Model Human–Humanoid environments introduce a new operating condition rather than a new problem. Humans and autonomous systems perform work within the same value streams, often sharing space, sequence, and responsibility for execution. From an engineering perspective, this represents a continuation of automation challenges. From a governance perspective, it represents a structural shift.
Industrial Engineering is well positioned to contribute to the design of Mixed-Model Human–Humanoid environments. Engineering methods support task decomposition, workload balance, motion optimization, safety analysis, interface design, and capacity planning. These capabilities are necessary to define how humans and autonomous systems can operate together effectively.
What Mixed-Model Human–Humanoid environments expose is the limit of optimization-based control.
As autonomy increases, discretion is redistributed. Decisions that were previously made by humans at the point of work become embedded in software, sensors, and control logic. When abnormal conditions arise, the system must determine whether to continue, reroute, wait, or stop. These are not efficiency decisions. They are Quality, safety, and risk decisions.
In systems governed primarily through engineering optimization, these decisions are typically resolved through fallback logic, tolerance bands, or exception handling. Production continues while deviations are recorded. Response is deferred. Risk propagates rapidly because automation accelerates execution.
In Mixed-Model Human–Humanoid environments, delayed response carries higher consequence. Defects propagate faster. Unsafe conditions escalate more quickly. Workarounds multiply invisibly because fewer humans are present to recognize early signals. The system becomes more capable, but also more fragile.
The Toyota Production System addresses this condition directly. It does not assume that increased capability reduces the need for governance. It assumes the opposite. As systems become more capable, the cost of poor decisions increases, and governance must become more explicit.
For this reason, Mixed-Model Human–Humanoid environments do not weaken the relevance of the Toyota Production System. They amplify it.
Mixed-Model Human–Humanoid Environments and the Limits of Optimization
Autonomy Requires Stop Logic, Not Better Algorithms
In Mixed-Model Human–Humanoid environments, the structural distinction between Industrial Engineering and the Toyota Production System becomes sharper rather than blurred.
Industrial Engineering is capable of designing highly sophisticated autonomous systems. It can define task allocation between humans and humanoids, design safe interaction zones and handoffs, synchronize cycle times, enable adaptive routing, and optimize performance under varying conditions. These capabilities are essential. They define what the system is technically able to do.
What Industrial Engineering does not define is what the system is allowed to do when conditions deviate from normal.
In Mixed-Model Human–Humanoid environments, that question becomes unavoidable. When a humanoid detects a misalignment, a sensor fault, a missing component, or an unexpected human action, the system must respond immediately. Continuing operation “within tolerance” may preserve throughput, but it can also compromise Quality or safety in ways that are no longer recoverable downstream.
The Toyota Production System provides the missing rule set.
Jidoka extends directly into Mixed-Model Human–Humanoid environments. Detection requires stop. Stop requires response. Response is owned by leadership rather than deferred to post-hoc analysis. Automation does not replace responsibility. It enforces it.
Just-in-Time becomes more critical as well. Autonomous systems can easily overproduce, reposition inventory, or bypass constraints unless explicitly governed. Pull signals, enforced waiting, and strict production authorization prevent automation from masking instability or converting problems into inventory.
Standardized Work becomes the operating contract between humans and machines. It defines not only sequence and timing, but authority. When work cannot be performed as defined, the system must stop rather than adapt silently. Silent adaptation in autonomous systems accelerates risk instead of containing it.
In this context, optimization without governance is not merely fragile. It is dangerous.
The proper relationship does not change in Mixed-Model Human–Humanoid environments. It becomes more visible. Industrial Engineering continues to support system design. The Toyota Production System continues to govern system behavior. As autonomy increases, stop authority becomes more important, not less.
Mixed-Model Human–Humanoid environments will reward organizations that understand this distinction early. Those that treat autonomy as an efficiency upgrade will struggle with instability and risk. Those that treat autonomy as a governance challenge will preserve Quality while scaling capability.
Conclusion
What This Means for Leaders
The comparison between Industrial Engineering and the Toyota Production System is not theoretical. It is a practical question of how organizations behave when conditions become unfavorable.
Organizations rarely fail because they lack tools, intelligence, or engineering capability. They fail because their systems are not governed. When output pressure rises, schedules slip, or resources tighten, discretionary decisions replace standards. Quality becomes negotiable, instability accumulates, and improvement resets rather than compounds.
Industrial Engineering plays a critical role in preventing this outcome, but it cannot do so alone. Engineering explains systems, improves them, and expands what is technically possible. It does not determine how an organization behaves when adherence to engineered solutions becomes inconvenient.
The Toyota Production System exists to resolve that problem. It embeds authority into daily operations. It defines normal work, exposes abnormality, and requires response. Discretion is removed from decisions that compromise Quality. Systems are required to behave as designed, especially when conditions are unfavorable.
For leaders, the implication is direct. Sustainable improvement does not result from better tools or more sophisticated analysis. It results from governance. Without an operating system that enforces standards and requires response, even the best engineering work remains fragile.
This does not diminish the role of Industrial Engineering. It clarifies it. Engineering capability delivers lasting value only when protected by governance that makes its application non-negotiable. Under those conditions, improvement becomes cumulative, Quality stabilizes, and learning accelerates.
The Toyota Production System endures not because it resists change, but because it governs change. Behavior is constrained so learning is preserved and errors are not allowed to propagate. These conditions allow engineering excellence to produce durable results.
Leaders who understand this distinction stop debating which tools to adopt. They focus on how authority is exercised, how standards are enforced, and how response is guaranteed. When governance exists, methods matter. Without it, they do not.
Continuity With the Broader Lean TPS Inquiry
Why This Comparison Matters in Context
This article continues the line of inquiry established across the broader Lean TPS body of work. Each examination has focused on the same underlying question: why improvement efforts so often generate activity without durability. In every case, the limiting factor has not been a lack of tools, commitment, or intelligence. It has been the absence of governance.
Earlier work examined how improvement frameworks drift when they are detached from management responsibility, and how organizational structure determines whether learning compounds or resets. The comparison between Industrial Engineering and the Toyota Production System reaches the same conclusion from a different direction. Analytical capability can expand, methods can proliferate, and training can increase, yet without governance, Quality outcomes remain unstable.
When improvement is governed through projects, certification, or external validation, it becomes vulnerable to leadership turnover, shifting priorities, and operating pressure. Capability concentrates in roles rather than in the system. Learning occurs, but it does not accumulate. When improvement is governed through daily management practice, responsibility remains explicit and learning reinforces itself.
This comparison does not argue against Industrial Engineering as a discipline. It clarifies why analytical excellence cannot substitute for system governance, and why systems that preserve management responsibility do not require reinvention. Engineering methods can support Quality. They cannot own it.
This returns the discussion to the central theme of this work. Quality endures only when it is owned, practiced, and governed by leadership every day. Systems that enforce this condition remain stable under pressure. Systems that do not eventually drift, regardless of the sophistication of their tools.
Continuity With the Earlier Articles in This Series
This article extends a line of inquiry developed across earlier work on LeanTPS.ca, each examining a different pathway through which governance was separated from system behavior.
Six Sigma (post-1990s) and Lean Six Sigma (post-2010s): How Quality Governance Was Replaced examined how certification, projects, and belt hierarchies displaced management ownership of Quality, producing technically capable organizations without durable control.
https://leantps.ca/six-sigma-lean-six-sigma-quality-governance/
Kaizen (post-1980s): How Governance Was Removed from the Toyota Production System traced how Kaizen became portable by shedding Jishuken, escalation, and leadership obligation, turning improvement activity into a substitute for system governance.
https://leantps.ca/kaizen-post-1980s-how-governance-was-removed-from-the-toyota-production-system/
Why the Toyota Production System Is Being Rewritten to Fit Lean (post-1988) examined how TPS was abstracted into frameworks and interpretations once its operating conditions were removed, making outcomes dependent on intent rather than structure.
https://leantps.ca/toyota-production-system-vs-lean-post-1988/