Why Visibility Fails Without Control
The Mistake of Treating Information as Governance
Most organizations operate under a shared but flawed belief:
if information is visible, the system will correct itself.
Under this belief, data is expected to drive behavior. Dashboards are expected to prompt action. Scorecards are expected to create accountability. Reports are expected to surface problems early enough for intervention. Visibility is treated as a substitute for control.
This belief is widespread.
This belief is also incorrect.
Many organizations are saturated with information. Screens display charts, graphs, and performance indicators. Work in process is tracked. Cycle time is measured. Backlogs are visualized. Trends are reviewed weekly or monthly. Leaders can explain where time is being lost and whether results are improving or declining.
Despite this visibility, the same failures persist.
Quality erodes while work continues. Delays accumulate without intervention. Teams compensate for instability instead of correcting it. Performance appears acceptable on paper while the underlying system becomes increasingly fragile.
The failure is not informational.
The failure is structural.
Inside the Toyota Production System, information was never treated as neutral or informative by default. Information existed for a single purpose: to trigger action in time to protect Quality. Data that did not compel response within a defined time window was not considered useful, regardless of how accurate or detailed it might be.
This principle shaped system design.
Visibility describes what has already happened.
Control determines what must happen now.
Toyota never blurred these roles. Information that arrived too late to prevent loss was treated as evidence of system failure, not as a management aid.
Modern improvement systems frequently collapse this distinction. Dashboards, scorecards, and visual reports are installed with the expectation that seeing problems will naturally lead to solving them. In practice, visibility without obligation produces the opposite effect. Problems become discussion topics rather than conditions requiring immediate intervention. Action becomes discretionary. Delay becomes acceptable. Meetings replace containment.
This outcome is not caused by people.
This outcome is produced by system design.
In Lean TPS, Quality is not managed as a result reviewed after the fact. Quality is governed as a condition under which work is allowed to continue. That governance requires three elements to be defined explicitly before work begins: a clear definition of normal operation, a required response time when normal is violated, and an assigned owner obligated to respond.
When these elements are missing, visibility becomes performative. Measurement layers are added without stop authority. Metrics are reviewed without ownership. Visuals are displayed without escalation logic. Teams learn, correctly, that nothing happens when conditions deviate. Over time, people compensate. They work around defects. They absorb delay. They protect delivery at the expense of Quality.
The use of averages accelerates this failure.
Averages smooth disruption and remove urgency. Discrete breakdowns are converted into acceptable variation. A missed cycle becomes part of a trend. A recurring defect becomes noise. Real systems do not fail at the mean. Quality is lost one occurrence at a time.
Toyota never relied on averages to protect Quality. One abnormality was sufficient to require response. One missed cycle mattered. One unresolved defect was unacceptable. Time was treated as a governing constraint, not as a metric to be analyzed later.
Lean TPS begins from this premise.
Quality is a governed condition, not a performance result.
Abnormality requires response, not explanation.
Prevention only works in the present.
When control is absent, visibility becomes retrospective storytelling. Leaders explain why results drifted. Teams justify why delays accumulated. Improvement occurs only after loss has already occurred.
When control is present, visibility becomes prevention. Information forces response. Leadership behavior is bound to system condition. Quality is protected at the point of work.
In Lean TPS, control means the authority and obligation to intervene immediately when defined normal conditions are violated.
This distinction is operational, not philosophical.
It is the foundation for everything that follows.
Clarifying the Roles of Dashboards, Scorecards, Kanban, and Andon
Much of the confusion addressed in this article comes from treating fundamentally different systems as if they serve the same purpose.
In many organizations, dashboards, scorecards, Kanban boards, and Andon displays are grouped together under the general label of “visual management.” Because they are all visible, quantified, and often digital, they are assumed to perform the same governing function. This assumption is incorrect and structurally damaging.
Each of these mechanisms serves a distinct role in a production system. Conflating them replaces control with explanation.
A scorecard evaluates results against targets over time. It compares outcomes after work has occurred. Scorecards support management reflection and prioritization. They do not intervene while work is happening.
A dashboard is an information container. It organizes scorecards, reports, and charts into a single visual space for review. Dashboards improve access to information and reduce friction in discussion. They inherit the limits of the measures they display and do not create control on their own.
A Kanban system regulates flow. It controls how much work may exist, when work may begin, and when replenishment is permitted. Kanban operates in the present through constraint. It assumes normal conditions and does not, by itself, govern abnormality.
An Andon system governs abnormality in real time. It defines the boundary between acceptable and unacceptable conditions and forces response when that boundary is crossed. Andon links standards, time, authority, and leadership obligation into a single control mechanism. Andon determines whether work is allowed to continue.
Toyota never treated these mechanisms as interchangeable. Each was designed for a specific governing purpose. Problems arise when information systems are expected to perform control functions they were never designed to carry, and when control mechanisms are diluted into reporting tools.
The sections that follow examine each of these systems in turn, not as tools, but as elements of Quality governance. The purpose is not to compare features or maturity, but to clarify boundaries. Without this clarity, visibility increases while control erodes, and Quality becomes negotiable rather than governed.
Scorecards Measure Results. They Do Not Govern Work
Why Performance Comparison Cannot Protect Quality
A scorecard is a management evaluation mechanism.
A scorecard compares results against defined targets after work has already occurred.
This definition matters, because scorecards are routinely asked to do work they were never designed to perform.
Inside Toyota, scorecards were always treated as management instruments, not operational controls. Their purpose was to help leaders understand whether the system was moving toward its intended objectives across Quality, cost, delivery, safety, and morale. Scorecards supported alignment, prioritization, and reflection. Scorecards were never expected to intervene at the moment instability began.
A scorecard aggregates selected measures and evaluates them against targets over a defined period. The questions scorecards answer are leadership questions. Did performance improve or degrade? Did results remain stable? Are gaps widening or closing over time? These questions shape strategy, resource allocation, and improvement focus. These questions do not govern execution.
The limitation is structural.
Scorecards operate on elapsed time. Scorecards summarize outcomes that have already occurred. Even when reviewed daily or weekly, scorecards remain retrospective by design. A scorecard explains how the system behaved. A scorecard cannot determine how the system must behave in the next hour.
This distinction becomes critical when Quality is at risk.
A scorecard assumes that work continues regardless of deviation. Targets may be missed. Indicators may turn red. Commentary may be added. Corrective actions may be discussed. Nothing inherent in a scorecard requires immediate response. Nothing forces containment. Nothing prevents the same abnormal condition from recurring in the next cycle. The system records the miss and proceeds.
Toyota never blurred this boundary.
At Toyota, scorecards informed leaders where attention was required, but scorecards were never mistaken for mechanisms that protected Quality in real time. Responsibility for real-time protection existed elsewhere in the system, where authority, timing, and response were enforced.
Control in Lean TPS requires elements that scorecards cannot provide.
Control requires a clearly defined normal condition for the work itself. Without an explicit definition of normal operation at the process level, deviation cannot be identified with certainty.
Control requires a time-bound trigger. When normal operation is violated, the system must specify how quickly response is required. Delay is not neutral in a production environment. Delay exposes customers, operators, and downstream processes to risk.
Control requires assigned authority to act immediately. Someone must be obligated to respond. Action cannot depend on discussion, availability, or persuasion. Authority must exist before abnormality appears, not be negotiated afterward.
Scorecards provide none of these elements by design.
Scorecards also rely on abstraction. Metrics are compressed into indicators. Data is averaged, normalized, and summarized. Variation is converted into trend. As information moves further away from the moment of work, urgency is reduced. Explanation replaces containment. Understanding replaces action.
Used correctly, scorecards belong in management review. Scorecards help leaders decide where to focus improvement effort. Scorecards support learning, prioritization, and strategic direction. Scorecards do not govern execution.
When organizations expect scorecards to prevent failure, responsibility quietly shifts. System design is no longer questioned. Stop authority is no longer required. Quality becomes something reviewed after loss instead of something governed at the point of risk.
This shift is subtle and dangerous.
Quality cannot be protected by comparison.
Quality cannot be governed through indicators.
Quality in Lean TPS is protected only by control mechanisms that act in real time. Understanding where scorecards belong, and where they do not, is necessary before introducing dashboards, Kanban, or Andon. Without this clarity, every tool that follows will be misapplied and Quality governance will continue to erode.
Dashboards Organize Information. They Do Not Govern Work
Why Visibility Aggregation Cannot Create Control
A dashboard is an information aggregation mechanism.
A dashboard brings multiple measures into a single view to support review and navigation.
This definition matters because dashboards are frequently expected to govern work.
Long before dashboards became digital, Toyota used dashboards in physical form. Charts were posted on walls. Performance summaries were reviewed in binders. Later, screens appeared in conference rooms. Across every format, the purpose remained consistent. Dashboards reduced friction in management review. Dashboards made information easier to access. Dashboards allowed leaders to see multiple indicators together.
Dashboards were never introduced to control execution.
A dashboard is a container. It assembles scorecards, reports, charts, and filters into a single visual space. A dashboard allows managers to move across measures without searching through separate systems. Used correctly, dashboards support orientation and coordination at the management level by improving access to information.
This role is useful.
This role is also routinely misunderstood.
Dashboards do not create new capability. Dashboards inherit the strengths and limitations of the measures they display. When underlying data is retrospective, the dashboard remains retrospective. When indicators rely on averages, the dashboard smooths urgency. When ownership and response timing are undefined, the dashboard remains advisory regardless of how frequently it refreshes.
Dashboards create awareness without obligation.
Most dashboards update on a refresh cycle. Even dashboards described as real time display information that has already been captured, processed, and rendered. By the time a condition appears on a screen, the deviation has already existed for some period of time. A dashboard shows what has happened or what is trending. A dashboard does not intervene when failure begins.
Toyota never confused awareness with control.
At Toyota, control required immediacy and authority. A signal had to appear at the moment a defined normal condition was violated. That signal had to identify who was responsible for responding. The response had to occur within a defined time window. Information that arrived too late to trigger containment was treated as explanatory rather than controlling.
Dashboards provide none of these functions by design.
Dashboards also increase distance from the work. Dashboards are typically reviewed away from the Gemba, often in meeting rooms or on personal devices. Problems are discussed rather than contained. Charts are reviewed rather than conditions being restored. Improvement activity shifts toward analysis instead of intervention.
This shift directly affects Quality.
When problems are managed through dashboards, deviation no longer demands immediate correction. Issues wait for the next review cycle. Loss becomes acceptable as long as it can be explained. Over time, instability is normalized, and Quality becomes something to be discussed rather than something to be protected.
Dashboards are not incorrect tools.
Dashboards are limited tools.
Dashboards support management review and cross-functional visibility. Dashboards help leaders recognize patterns across time and organizational boundaries. Dashboards support prioritization and strategic decision-making. Dashboards do not regulate flow. Dashboards do not stop defects. Dashboards do not enforce Quality.
When dashboards are treated as control systems, organizations accumulate insight while instability continues unchecked. Visibility increases. Accountability weakens.
In Lean TPS, control begins only when information forces action. Dashboards were never designed to do that. Expecting dashboards to replace control mechanisms places Quality at risk.
Kanban Regulates Flow. It Does Not Analyze Performance
Why Pull Discipline Cannot Be Replaced by Analytics
Kanban is a flow control mechanism.
Kanban limits how much work may exist, when work may begin, and when replenishment is allowed.
This definition matters because Kanban is frequently misused as a reporting and analytics system.
Inside Toyota, Kanban was taught and used as a discipline, not as a diagnostic tool. Kanban existed to regulate execution in real time. Kanban enforced how work moved through the system. Kanban did not exist to explain why flow broke down after the fact.
Flow is fragile by nature.
When explicit limits are absent, work accumulates faster than it can be completed. When pull discipline is weak, overproduction hides Quality problems instead of exposing them. When constraint is missing, teams stay busy while instability grows quietly beneath the surface. Activity increases. Control erodes.
Kanban addresses this fragility by operating in the present.
A properly implemented Kanban system defines normal operating conditions through explicit work-in-process limits. These limits are not targets and not guidelines. These limits are boundaries. When a limit is reached, additional work cannot begin. When downstream conditions are not ready, replenishment does not occur. Flow is protected by preventing excess rather than by reporting excess after it occurs.
Kanban does not require dashboards to function.
The discipline is embedded in the mechanism itself. Cards, containers, and signals exist to authorize work, not to describe performance. Kanban governs execution through constraint, not through analysis. When implemented correctly, Kanban enforces discipline without discussion, persuasion, or review cycles.
Failure begins when Kanban is reframed as an analytics platform.
Time stamps are added. Flow efficiency percentages are calculated. Aging charts appear. Bottlenecks are inferred from averages and historical accumulation. Attention shifts from regulating work to explaining delay. The system becomes descriptive rather than regulative.
This shift introduces delay by design.
Flow analytics explain where time was lost. Kanban exists to prevent time from being lost in the first place. Analytics may support improvement once stability is restored. Kanban governs execution while work is occurring. These functions are different and must not be conflated.
Kanban also has a boundary that is routinely ignored.
Kanban regulates quantity and sequence under assumed normal conditions. Kanban does not govern abnormality. A Kanban signal does not indicate a defect, a Quality failure, or a safety risk. A Kanban signal authorizes production or movement when conditions are presumed to be acceptable.
When conditions degrade, Kanban alone does not intervene.
Without additional control mechanisms, the system continues to pull even as work quality deteriorates. Inventory moves. Schedules appear intact. Delivery looks stable. Risk migrates downstream until failure becomes visible too late for containment.
This is why Kanban alone cannot govern Quality.
Kanban assumes normal conditions.
Kanban does not detect abnormality in real time.
Kanban does not assign response authority when work deviates.
When Kanban is treated as a reporting or analytics system, work-in-process limits become advisory. Decisions are deferred to analysis. The mechanism that once enforced discipline becomes informational.
In Lean TPS, Kanban belongs at the point of work as a constraint mechanism tightly integrated with Quality governance. Kanban stabilizes flow when used correctly. Kanban documents loss when misused.
Andon Governs Abnormality in Real Time
Why Quality Control Requires Immediate Authority
Andon is a real-time control mechanism.
Andon governs abnormality at the moment normal conditions are violated.
This definition matters because Andon is frequently mistaken for visual management or communication.
At Toyota, Andon was never introduced to inform people that a problem existed. Andon was introduced to force response while the problem was still containable. The purpose was not awareness. The purpose was control in service of Quality.
Andon establishes a clear boundary between acceptable operation and unacceptable condition.
That boundary is defined in advance. Standards, cycle times, work sequence, and Quality requirements specify what normal operation looks like. Because normal is explicit, abnormality is not subjective. The moment conditions deviate from standard, the system reacts.
This is what control means in Lean TPS.
A true Andon system integrates four inseparable elements. Normal conditions for the work are explicitly defined. A real-time signal appears the moment those conditions are violated. Authority exists to stop or contain the process. A specific response owner is obligated to act within a defined time window.
All four elements must exist together.
When any element is missing, Andon does not exist. What remains may resemble Andon visually, but it does not govern Quality.
At Toyota, Andon operated at the cadence of the work itself. Signals were aligned to takt and cycle, not to reporting intervals. Information was not averaged, summarized, or delayed. The system did not wait to see whether a problem would persist or become statistically meaningful. One occurrence was sufficient to demand response. Either the condition was corrected immediately, or production was stopped to prevent further loss.
This behavior is the operational expression of Quality governance.
Andon is not optional.
Unlike dashboards or scorecards, an Andon signal is not a suggestion and not an invitation to discuss later. An Andon signal demands response. Leadership obligation is embedded directly into system design. When Andon is triggered, leaders are required to appear and act within a defined window. Responsibility cannot be deferred to meetings, reassigned to analysis, or absorbed by operator workarounds.
Andon must also be clearly distinguished from Kanban.
Kanban governs flow under assumed normal conditions. Kanban regulates quantity and sequence. Andon intervenes when normal no longer exists. Kanban authorizes work to continue. Andon removes that authorization when Quality is at risk. One mechanism governs flow. The other governs correctness.
Organizations that blur this distinction pay a predictable price.
Lights, boards, and screens are installed and labeled Andon. Status is displayed. Colors change. Messages appear. Work continues. No one is obligated to respond. Production does not stop. Visibility exists, but control does not.
In these systems, Andon documents failure rather than preventing it.
True Andon is inseparable from stop authority. When production cannot be halted or contained at the moment abnormality appears, the system is not governing Quality. The system is recording loss after it has already occurred.
Andon prevents defects from advancing downstream. Andon protects operators from compensating for unstable systems. Andon binds leadership behavior to the condition of the work in real time.
Andon is not a metric.
Andon is not a dashboard.
Andon is not a report.
Andon is a control system.
Control is how Lean TPS governs Quality.
Jidoka and Andon: Built-In Quality as Leadership Obligation
Why Quality Cannot Be Delegated or Deferred
Jidoka is a governance principle.
Jidoka defines the conditions under which work is allowed to continue.
Toyota never introduced Jidoka as a technology choice or an automation concept. Jidoka was introduced to make Quality non-negotiable at the moment work is performed. In Lean TPS, a defect is not an inconvenience to be inspected out later. A defect is evidence that normal conditions have failed and that the system must respond immediately.
This framing fundamentally changes how work is governed.
When Quality is treated as an outcome, organizations rely on inspection, audits, and reports to manage loss after it occurs. When Quality is governed through Jidoka, work itself becomes conditional. Production is permitted to continue only while defined standards are being met. The moment those standards fail, continuation is no longer allowed by default.
Andon is the mechanism that makes Jidoka enforceable.
Jidoka establishes the rule. Andon enforces the rule in real time. Together, they convert Quality from something reviewed after the fact into a condition that determines whether work may proceed. When abnormality appears, the system does not ask whether the problem is tolerable. The system requires stability to be restored or containment to be established before production resumes.
This is where many interpretations drift.
Jidoka is often described as “empowering operators.” The language sounds positive, but it is incomplete and misleading. Empowerment does not protect Quality. Authority does. Operators are given explicit authority to signal abnormality and, when required, to stop the process. Leaders are given explicit obligation to respond within a defined time window.
Responsibility is symmetrical and visible.
Without leadership obligation, operator authority becomes symbolic. Signals may be triggered, but no response follows. Over time, operators learn that stopping is discouraged and that compensation is expected instead. Quality degrades quietly while delivery appears intact.
Leadership capability determines whether Jidoka holds.
A system that grants stop authority but does not ensure leaders can diagnose conditions, decide correctly, and act within time will collapse under pressure. In those systems, workarounds replace correction. Jidoka fails not because operators stop signaling, but because leadership response weakens when it matters most.
Jidoka also clarifies the purpose of stopping.
Stopping is not punishment. Stopping is containment. Stopping prevents defects from propagating downstream. Stopping protects internal and external customers. Stopping exposes weaknesses in system design that would otherwise be hidden by heroics, rework, and overtime. The cost of stopping is intentional because it creates urgency and forces attention to root cause rather than tolerance of instability.
Andon makes this obligation visible and unavoidable.
Every Andon signal represents a failure of standard. Every response represents a test of leadership discipline. Delay, workaround, or normalization of deviation erodes Jidoka and converts Andon into decoration. When leaders treat signals as informational rather than mandatory, Quality becomes negotiable.
Toyota never treated Jidoka as a slogan or a value statement. Jidoka was enforced through system design. Standards were explicit. Response timing was defined. Escalation paths were clear. Follow-up was disciplined. Andon provided the real-time interface that bound these elements together at the point of work.
Built-in Quality does not emerge from analytics, persuasion, or motivation.
Built-in Quality is enforced through authority, time, and response.
This is the role Jidoka and Andon serve together in Lean TPS.
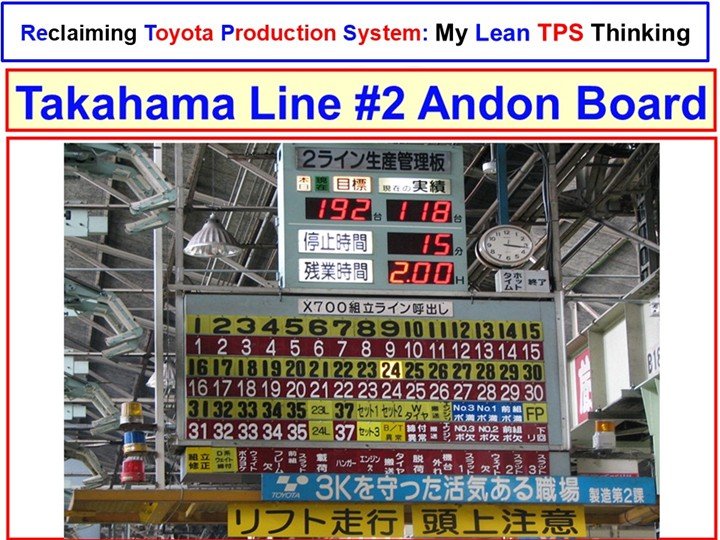
Case Reference: The Takahama Andon Board
What Real-Time Quality Governance Looks Like in Practice
The Takahama Andon board demonstrates how real-time control operates when Quality governance is treated as a system requirement rather than a management preference.
At a distance, the board can appear familiar. Numbers, lights, targets, and progress indicators are visible across the line. To someone accustomed to dashboards and reports, the display may look like another performance board. That resemblance is superficial and misleading.
The Takahama Andon board is not a dashboard.
The Takahama Andon board is not a scorecard.
The Takahama Andon board is not a report.
The board does not exist to explain performance. The board exists to decide whether the line is allowed to continue operating.
Every element on the board is tied directly to takt and to an explicitly defined normal condition for the line. Planned output, actual output, elapsed downtime, and remaining time are not displayed for historical reference or later analysis. These values exist to support a single operational decision: can production continue safely and correctly right now without compromising Quality.
Abnormality at Takahama does not require interpretation.
When a station falls behind, the deviation appears immediately. When downtime accumulates, the loss is shown against the remaining time available for recovery. When support is required, the signal identifies exactly where response is needed. The board does not summarize yesterday’s results and does not project trends into the future. The board governs the present moment.
Response ownership is explicit and enforced.
Team leaders, group leaders, and support functions know precisely when they are required to intervene. Response timing is not debated. The response window is defined by the system itself. When normal conditions cannot be restored within that window, escalation occurs automatically. When escalation fails, production stops.
This behavior distinguishes Andon from dashboards and scorecards.
The Takahama Andon board does not calculate averages. The board does not infer bottlenecks from historical accumulation. The board does not wait for patterns to emerge before acting. One deviation is sufficient. One missed cycle matters. The objective is immediate containment and recovery, not explanation, optimization, or later discussion.
Leadership presence is built into the system design.
Leaders do not wait for review meetings to decide whether action is warranted. Action is required the moment a signal appears. The board binds leadership behavior directly to the condition of the work. Quality governance becomes visible, immediate, and unavoidable.
This is why the Takahama board functions as Andon.
The value of the board is not the display. The value lies in the obligation created by the display. Every signal represents a test of system stability. Every response represents a test of leadership discipline. Over time, this reinforces a clear and uncompromising expectation: Quality is protected at the point of occurrence, not negotiated after the fact.
The Takahama Andon board makes the difference between visibility and control unmistakable.
Visibility informs.
Control compels.
Why Analytics Cannot Replace Stop Authority
Why Explanation After the Fact Cannot Protect Quality
Analytics are learning mechanisms.
Stop authority is a control mechanism.
This distinction is foundational in Lean TPS and was never ambiguous inside Toyota. Analytics were never treated as substitutes for control. Analytics were used only after stability had been enforced at the point of work. Containment came first. Analysis followed. The sequence was not negotiable.
Analytics convert elapsed time into insight.
Flow efficiency charts, aging reports, bottleneck indicators, and cycle time trends help teams recognize patterns, identify recurring loss, and prioritize improvement effort. Used correctly, these tools support Kaizen. Used incorrectly, they delay response and normalize instability.
The limitation is structural.
Analytics depend on accumulation. Data must be captured, processed, summarized, and reviewed before action occurs. Even when dashboards refresh frequently, the logic remains retrospective. The system waits for enough evidence to justify attention. By the time analysis appears credible, the defect has already moved downstream and the opportunity for containment has passed.
Lean TPS does not wait for confirmation.
Lean TPS acts on first occurrence.
Stop authority exists to interrupt work the moment abnormality appears. Stop authority removes discretion from the decision to continue producing. The system does not ask whether a deviation is statistically significant. The system does not wait for a trend. The system asks a single governing question: was the standard met?
When the standard is not met, response is mandatory.
Analytics struggle precisely where Quality is most vulnerable.
Analytics rely heavily on averages. Averages normalize delay. Averages mask urgency. Averages convert discrete breakdowns into acceptable variation. Real systems do not fail at the mean. Quality is lost in moments, one occurrence at a time.
Bottleneck detection illustrates this limitation clearly.
Analytical bottlenecks are inferred from historical accumulation or elapsed time ratios. These methods identify where work tended to wait in the past. These methods do not reveal where the system is currently constrained. Control requires real-time detection of queue growth, cycle-time violation, and missed conditions as they occur, not after they have blended into a report.
Stop authority exposes the constraint immediately.
Analytics assign it a name later.
When organizations substitute analytics for stop authority, leadership behavior shifts in predictable ways. Action becomes optional. Problems become discussion items. Response is deferred to meetings, reviews, and retrospectives. Teams learn to tolerate instability as long as metrics remain acceptable and explanations remain plausible.
Quality governance erodes under these conditions without visible failure.
Analytics cannot govern Quality because analytics were never designed to intervene.
In Lean TPS, analytics belong after control, not instead of it. Analytics strengthen a system once stability has been enforced. Without stop authority, analytics document loss. With stop authority in place, analytics support prevention by improving a system that already protects Quality in real time.
Quality governance begins where analysis stops.
Scorecards and 5S: Where Measurement Belongs
Why Stabilization Is Not Control
Measurement has a defined and necessary role in Lean TPS.
That role is stabilization of conditions, not governance of execution.
This distinction was explicit inside Toyota. Scorecards were never expected to stop work, authorize response, or govern execution in real time. Scorecards existed to make conditions visible so that stability could be maintained before flow and Quality were threatened. Measurement preserved normal operation. Measurement did not intervene once abnormality had already escaped control.
5S illustrates this boundary clearly.
A 5S scorecard is a condition verification mechanism. A 5S scorecard makes the expected state of the workplace explicit so that deviation can be detected early. The scorecard does not interrupt production. The scorecard does not authorize stopping. The scorecard does not trigger escalation. The scorecard defines what stability looks like so that instability does not go unnoticed.
This is measurement used correctly.
A well-designed 5S scorecard evaluates whether the environment supports normal work. Tools are either in their defined locations or they are not. Hazards are either visible and addressed or they are hidden. Information is either available at the point of use or it is missing. These evaluations describe conditions, not performance outcomes. The intent is not comparison between teams or areas. The intent is maintenance of the conditions that allow work to proceed safely and correctly.
This purpose aligns naturally with scorecard logic.
Scorecards function effectively when standards are explicit, when review cadence is consistent, when findings are tied directly to corrective action, and when leadership uses results to reinforce discipline rather than assign blame. In this role, scorecards train leaders to see deviation in system conditions instead of reacting to lagging results.
Scorecards fail when they are asked to govern execution.
Execution requires immediacy. Execution requires stop authority. Execution requires assigned response ownership. These requirements exceed the design intent of scorecards. A red indicator on a scorecard records that a condition was not met. The indicator does not interrupt work. The indicator does not force containment. The indicator does not prevent recurrence in the next cycle.
This boundary must remain clear.
Scorecards and Andon serve different functions and must not be conflated. A 5S scorecard supports Andon indirectly by reducing noise. A stable, organized workplace allows abnormality to stand out clearly. When standards are clear and consistently maintained, Andon signals are meaningful and actionable. When standards are weak or inconsistently applied, Andon triggers multiply, response degrades, and credibility erodes.
Measurement prepares the ground.
Control protects the work.
Used correctly, scorecards reinforce leadership habits that sustain stability. Scorecards train managers to focus on conditions rather than results. Scorecards support prevention by maintaining the environment in which flow and Quality can be governed effectively. Scorecards do not replace real-time control.
Understanding where measurement belongs prevents scorecards from being overloaded with responsibility they were never designed to carry and prevents Andon from being diluted into another reporting artifact.
What Leaders Must Own
Why Quality Governance Cannot Be Delegated
Quality governance fails the moment leadership responsibility becomes ambiguous.
In Lean TPS, leaders do not own metrics. Leaders own response. When abnormality appears, leadership obligation is immediate and non-negotiable. The system is deliberately designed so responsibility cannot be deferred, delegated, or absorbed by operator effort. When leadership response is optional, Quality is already exposed.
Andon makes this obligation visible.
An Andon signal does not merely indicate that something is wrong. An Andon signal declares that leadership action is now required. The system removes discretion from the decision to respond and replaces it with obligation enforced by design.
That obligation begins before work ever starts.
Leaders must define normal conditions in advance. Standards, cycle times, work sequence, WIP limits, safety conditions, and Quality requirements establish what acceptable operation looks like. Without explicit definitions, signals have no meaning. Without meaning, response cannot be required. Ambiguity at this stage guarantees hesitation when abnormality appears.
Leaders must also define response timing.
Every Andon signal carries an explicit expectation for how quickly support must arrive. Delay is not neutral. Delay exposes operators, customers, and downstream processes to risk. Defined time windows convert awareness into accountability by making lateness visible and unacceptable.
Escalation is another leadership responsibility that is often misunderstood.
Escalation is not a loss of control. Escalation is how control is preserved when complexity exceeds local capability. When an initial response cannot restore normal conditions, the system must force elevation. If escalation depends on judgment, persuasion, or availability, escalation will not occur consistently. Lean TPS embeds escalation into system design so authority increases automatically when required.
Leaders also own stop authority.
Stop authority cannot be symbolic. Production must pause or be contained when conditions are unsafe or incorrect. When stopping is discouraged, delayed, or quietly penalized, Andon becomes informational and Jidoka collapses. Teams learn that continuity matters more than Quality. Compensation replaces correction.
Ownership alone is insufficient. Capability must be governed.
Lean TPS does not assume leaders can execute these responsibilities simply because they hold a role. Leadership capability must be demonstrated under real conditions. A leader who cannot respond within the required time, cannot diagnose instability at the Gemba, or cannot teach countermeasures cannot be relied upon to govern Quality, regardless of intent or experience.
This responsibility cannot be outsourced.
Dashboards cannot respond. Scorecards cannot contain. Analytics cannot intervene. Tools do not govern behavior. Systems do.
When leaders treat signals as optional, teams adapt predictably. Work continues through instability. Defects pass downstream. Quality becomes negotiable. Over time, abnormality is normalized and Andon signals lose credibility.
Lean TPS prevents this drift by embedding obligation and capability directly into system design. Leaders are required to appear, decide, act, and develop others in real time. Presence is not cultural. Presence is structural.
Quality is protected when leadership behavior is governed by the system rather than by intent, authority, or individual judgment.
Governing Capability: Why Toyota Measured Ability, Not Activity
Why Control Fails When Leadership Skill Is Assumed
Many Lean systems fail quietly at this point.
By the time dashboards are reviewed, scorecards turn red, or Andon signals lose meaning, the root cause is no longer technical. The failure is capability. More precisely, the failure is leadership capability. Toyota recognized early that Quality governance cannot be sustained by intent, position, or participation alone. Leaders were never assumed to be capable because they held a title or attended training. Capability had to be demonstrated.
Toyota measured ability.
At Toyota, Quality governance was inseparable from the ability of leaders to see conditions, decide correctly, teach others, and respond under time pressure at the Gemba. Stop authority, escalation, and Andon response were not abstract expectations. These were observable behaviors that had to be performed repeatedly in real operating conditions. The governing question was not whether leaders supported TPS. The governing question was whether leaders could operate the system that protected Quality in real time.
This is where the Kaizen Ability Map belongs.
The Kaizen Ability Map was not a learning roadmap and not a maturity model in the modern sense. The Kaizen Ability Map was a governance mechanism. It made leadership capability visible in the same way Andon made process abnormality visible. The map showed whether a leader could apply, explain, and teach the methods that governed Quality and flow. Participation was insufficient. Understanding was insufficient. Teaching was the minimum acceptable standard.
Toyota did not ask leaders what they believed about TPS.
Toyota observed what leaders could do.
The map evaluated concrete capability across production control, Kaizen control, 4S, cycle time, die change, manufacturing cycle time, and job-site management. These categories were not academic. These were the mechanisms that allowed Quality to be governed at the point of work. Leaders were expected to demonstrate not only technical understanding, but the ability to develop others. A leader who could not teach could not be trusted to govern.
This distinction was decisive.
Many organizations measure improvement activity. Toyota measured the ability to sustain control. Many organizations certify knowledge. Toyota required demonstrated capability under real conditions. Many organizations assume leadership maturity emerges with experience. Toyota made capability gaps visible before those gaps caused failure.
Jishuken enforced this discipline.
Jishuken was not training. Jishuken was exposure. Leaders were placed in situations where their ability to see abnormality, respond within time, and teach countermeasures was tested openly. Weakness could not be hidden behind dashboards, explanations, or reporting. When a leader could not stabilize a process, could not explain cause and effect, or could not develop others, the system revealed it immediately.
This is how Toyota protected Quality upstream of results.
The Kaizen Ability Map prevented a common failure mode seen in many Lean transformations. Systems appear compliant while capability erodes. Dashboards continue to refresh. Scorecards continue to trend. Kanban boards continue to move. Meanwhile, leadership loses the ability to intervene when conditions break. Andon becomes noise. Stop authority becomes theoretical. Quality becomes negotiated.
Toyota designed against this outcome.
By governing leadership capability explicitly, Toyota ensured that control mechanisms remained effective. Andon functioned because leaders could respond. Kanban functioned because leaders understood flow and limits. Standards held because leaders could teach and enforce them. Quality was protected not by intent, but by capability made visible and governed.
This is the missing layer in many modern Lean systems.
Without governing leadership capability, control mechanisms decay. Visibility increases while response weakens. Organizations compensate with more analytics, more reporting, and more explanation. The system becomes descriptive instead of directive. Lean becomes performative.
The Kaizen Ability Map was Toyota’s countermeasure.
The map ensured that the people responsible for Quality governance were capable of exercising it. Not eventually. Not theoretically. In real time, at the Gemba, under both normal and abnormal conditions.
Reclaiming Control as Quality Governance
Why Visibility Must Serve Authority
Lean TPS was never built on visibility alone.
Lean TPS was built on control.
This distinction is easy to lose in environments saturated with dashboards, scorecards, and analytics. Information is abundant. Insight is readily available. Yet Quality continues to erode in subtle and persistent ways. The failure is not a lack of data. The failure is the assumption that seeing is equivalent to governing.
Dashboards report performance.
Scorecards compare results.
Kanban regulates flow.
Andon governs abnormality.
Each mechanism serves a distinct purpose. Each mechanism functions correctly only when used within its defined boundary. Failure begins when those boundaries are blurred and reporting mechanisms are expected to perform control functions they were never designed to carry.
Visibility without control produces explanation without prevention.
Measurement without obligation produces insight without action.
Improvement without stop authority produces learning only after loss has already occurred.
Toyota resolved this problem by placing Quality governance at the point of work. Normal conditions were defined in advance. Abnormality was detected in real time. Response was mandatory rather than discretionary. Leadership obligation was embedded into system design rather than negotiated through meetings, persuasion, or analysis.
This is the difference between managing results and governing conditions.
Organizations do not lose Quality because they lack information. Organizations lose Quality because their systems allow work to continue when conditions are wrong. No dashboard can correct that failure. No scorecard can prevent it. No amount of analysis can substitute for stop authority exercised at the moment deviation occurs.
Reclaiming Lean TPS therefore requires reclaiming control.
Andon is not a visual aid. Andon is not a reporting device. Andon is the mechanism that binds standards, time, authority, and leadership behavior into a single operating system. Andon forces the organization to confront abnormality when it appears and to act before loss becomes embedded.
Quality is not improved by seeing more.
Quality is protected by acting sooner.
This is the role Andon plays in Lean TPS.
This is why visibility without control ultimately fails.
Continuity With Lean TPS Governance Work
This article extends a line of inquiry developed across earlier work on LeanTPS.ca examining how governance was progressively separated from system behavior as the Toyota Production System was translated into portable improvement frameworks.
Earlier articles examine this separation from different structural levels.
Six Sigma (post-1990s) and Lean Six Sigma (post-2010s): How Quality Governance Was Replaced examined how certification systems, project structures, and belt hierarchies displaced leadership ownership of Quality, producing technically capable organizations without durable control.
https://leantps.ca/six-sigma-lean-six-sigma-quality-governance/
Kaizen (post-1980s): How Governance Was Removed from the Toyota Production System traced how Kaizen became portable by shedding Jishuken, escalation, and leadership obligation, allowing improvement activity to persist while system governance eroded.
https://leantps.ca/kaizen-post-1980s-how-governance-was-removed-from-the-toyota-production-system/
Jishuken: Leadership Governance Through Direct System Engagement examined how Toyota preserved Quality by obligating leaders to participate directly in system diagnosis, escalation, and learning, and why the absence of Jishuken left improvement activity disconnected from leadership responsibility.
https://leantps.ca/jishuken/
Lean TPS Disruptive SWOT: Governing Strategic Direction Through Quality and Leadership Obligation examines the same governance breakdown at the strategic layer. When direction is not governed through explicit conditions, ownership, cadence, and response, organizations substitute persuasion, prioritization rhetoric, and episodic planning for leadership obligation. Disruptive SWOT restores governance by binding strategic direction to verified conditions within a Lean TPS system.
https://leantps.ca/lean-tps-disruptive-swot/
Together, these articles describe a single failure mode expressed at different levels. When governance is removed, visibility increases while control weakens. Lean TPS restores Quality by governing conditions, not by reporting outcomes.