Re-establishing Control of Flow and Quality Through Just In Time and Jidoka
The Toyota Production System is not a production method. It is a management system that governs execution by defining conditions, enforcing response, and preventing continuation when those conditions are not met. Its purpose is to eliminate stagnation, shorten lead time, and protect Quality at the point of work by establishing control where execution occurs. Control is not inferred from results. Control is established by determining whether work is allowed to proceed.
Many organizations pursue flow, speed, and efficiency while treating Quality as an outcome. Performance improves, lead times decrease, and activity increases, yet execution remains unstable because control is applied after the fact rather than at the point of work. Results are reviewed, corrective actions are initiated, and performance is adjusted, but these actions occur after execution has already progressed under unknown conditions. The system measures and reacts to outcomes instead of governing the conditions that produce them.
The separation between flow and Quality is not accidental. It is built into the structure of most operating systems. Flow is managed through scheduling, planning, and resource allocation, while Quality is managed through inspection, reporting, and corrective action. These functions operate in parallel, which allows work to continue while problems are identified, and defects move forward before detection. Response occurs after impact is visible, which reduces stagnation in appearance while allowing it to remain embedded within the system because the conditions that create it are not controlled.
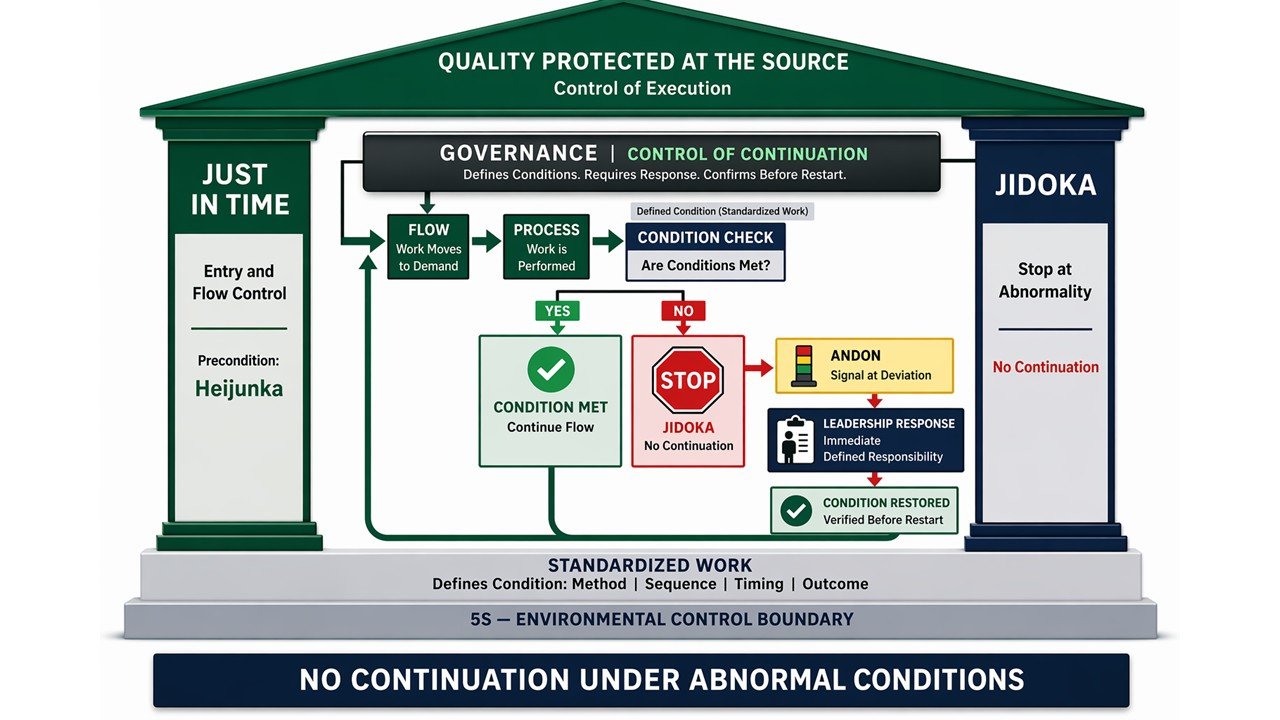
The Toyota Production System removes this structural separation by integrating flow and Quality into a single system of control. Just In Time defines how work enters and moves through the system by aligning production to demand and removing delay, which exposes the actual condition of execution. Jidoka defines whether work is allowed to continue by interrupting execution when conditions are not met and requiring response and confirmation before continuation, which prevents deviation from progressing through the system.
These mechanisms do not operate independently. Just In Time reveals problems by removing inventory and delay, while Jidoka prevents those problems from continuing by enforcing interruption and confirmation. Exposure without enforcement allows deviation to propagate, and enforcement without exposure cannot occur at the point where conditions change. Work proceeds only when flow is aligned and Quality conditions are satisfied, which ensures that execution remains governed rather than observed and that deviation cannot accumulate within the system.
Control exists only when exposure and enforcement operate together.
The Problem: Flow Without Control
Organizations pursue flow, speed, and efficiency as primary objectives. Systems are designed to increase output, reduce delay, and optimize resource utilization, and performance is measured through throughput, utilization, and schedule adherence. Leadership reviews these measures and drives improvement based on results, which creates the appearance of progress without establishing control of execution because outcomes are evaluated after the fact rather than governed during operation.
Inventory is used to stabilize the system by absorbing variation, protecting schedules, and maintaining continuity of output. When processes are not aligned, inventory fills the gaps, and when problems occur, inventory allows work to continue without interruption. Continuity is treated as stability because output is maintained, even though the conditions required for Quality are not enforced and the underlying causes of variation remain unresolved within execution.
Problems are not removed but bypassed because work continues when conditions are not met. Deviations are observed, recorded, and analyzed later through reports, reviews, and improvement activity, which allows the system to progress under abnormal conditions because interruption is not required. Response occurs after the fact instead of at the point of execution, which prevents the system from establishing control over how work proceeds and allows deviation to persist within the flow of work.
Quality is treated as an outcome rather than a condition of execution. Inspection identifies defects after they occur, reporting tracks performance after the fact, and corrective actions are initiated once impact is visible. These activities measure results but do not control the conditions that produce those results, which leads to Quality being managed through reaction instead of governed through system design.
Flow increases under these conditions, but stagnation remains embedded within the system because the mechanisms that allow accumulation are not removed. Waiting is contained within queues and concealed by inventory, defects move downstream before detection and correction, and rework accumulates outside the visible process where it is managed separately from execution. The system appears efficient while carrying unresolved problems within its structure because output is maintained even as control is absent.
Flow exists, but it is not governed.
Just In Time: Control of Entry and Movement
Just In Time defines how work enters and moves through the system by aligning production directly to customer demand and establishing the conditions under which flow is permitted. Each process produces only what is needed, when it is needed, and in the quantity required, which removes overproduction and prevents execution from being driven by schedules, forecasts, or internal targets rather than actual demand. This alignment does not increase speed by effort; it constrains entry so that work proceeds only under defined conditions.
Heijunka establishes the precondition required for this alignment by reducing variation through leveling both volume and mix so that demand enters the system in a controlled and repeatable manner. When leveling is not enforced, demand fluctuation introduces instability. Processes become unbalanced, workloads shift, and inventory increases as a compensating mechanism. Lead time extends because the system absorbs variation instead of controlling it through defined conditions, which allows imbalance to persist within execution and prevents consistent flow from being established.
With leveling in place, entry into the system becomes controlled and predictable because work arrives in a consistent sequence, production follows a defined pace, and demand is translated into stable execution. This structure removes overproduction, waiting, and excess inventory by preventing accumulation between processes, which ensures that material does not build between steps, work does not queue, and delay cannot hide behind buffers because buffers are not permitted to compensate for imbalance.
Lead time is reduced as a direct result of this control rather than through acceleration or increased effort. Lead time decreases because the conditions that create delay are removed from the system. When work flows without interruption or excess accumulation, the total time required to complete that work is reduced.
Just In Time exposes the true condition of the system by removing the mechanisms that conceal disruption. Without inventory to absorb variation, problems become visible at the moment they occur, and imbalance, delay, and variation can no longer be hidden. The system becomes sensitive to instability because it no longer contains mechanisms that mask failure.Exposure alone does not establish control because Just In Time reveals problems without preventing their continuation. A separate mechanism is required to govern whether execution is allowed to proceed.
The Limit of Just In Time
Just In Time exposes instability by removing inventory and reducing delay, which eliminates the system’s ability to absorb variation. When buffers are eliminated, imbalance, disruption, and defects appear at the point of occurrence because no mechanism remains to conceal them. This makes the condition of execution visible but does not alter how execution proceeds.
This exposure changes visibility without establishing control of execution.
Pull systems regulate when work is produced and moved by aligning production to demand and preventing overproduction through control of timing and quantity. This form of control ensures that work is released based on need, but it does not ensure that the conditions required for that work have been met. It does not verify Quality at the point of release where continuation is determined.
A pull signal authorizes movement because demand exists, but it does not confirm that execution has met the defined standard. Work proceeds because it is requested rather than because it is correct, which allows abnormal conditions to move forward within the system and be processed by downstream steps.
Under these conditions, flow accelerates the spread of defects because interruption is not required when conditions are not met. Abnormal conditions move from one process to the next without restriction, and each downstream step receives and processes the defect. Detection occurs later through inspection or reporting rather than at the point where control must be enforced.
The system becomes more sensitive as a result of Just In Time because problems appear sooner, variation becomes more visible, and disruptions are easier to detect when delay and inventory no longer conceal them. Increased sensitivity improves awareness of system behavior, but awareness alone does not create control. It does not change whether execution is permitted to continue.
Control depends on whether execution is allowed to continue when conditions are not met. If work proceeds under abnormal conditions, the system remains ungoverned regardless of how visible those conditions become, because visibility increases while behavior remains unchanged.
Problems are no longer hidden within the system, but they are still allowed to proceed.
Jidoka: Control of Continuation
Jidoka defines how the system governs execution when conditions are not met by embedding interruption and required response into the structure of work. Interruption is not optional and response is not discretionary because both are enforced by the system rather than dependent on individual judgment. This ensures that execution cannot proceed under undefined or abnormal conditions.
When an abnormality occurs, execution does not continue because the process is stopped at the point of deviation. The condition is made visible, and a signal is generated to initiate response. This signal does not communicate status for later action; it establishes a requirement for immediate intervention by linking detection directly to response at the point where the condition has changed.
Andon activates this requirement by ensuring that response occurs at the moment the condition changes without delay for review, analysis, or decision. The signal engages leadership at the point of work, and responsibility is exercised by ensuring that the condition is addressed before execution resumes. This prevents continuation under abnormal conditions and stops failure from propagating through the system.
Jidoka removes the ability to proceed when conditions are not met by enforcing interruption until the condition is corrected and the defined standard is restored. Execution cannot continue under deviation. This replaces individual interpretation with system enforcement and establishes control directly at the point of work where Quality must be protected.
This control extends beyond interruption to include confirmation before release so that completion does not authorize movement to the next step. The condition of execution must be verified against the defined standard before output is passed forward. This prevents defects from moving downstream undetected and ensures that each process receives only what meets the required condition.
Stopping and confirmation operate together within the control structure because interruption prevents the continuation of failure and confirmation prevents the release of unverified output. Both mechanisms are required to ensure that Quality is protected at the source through enforcement of conditions rather than detection of outcomes.
Execution is not observed and corrected after the fact because Jidoka governs execution in real time through interruption, required response, and confirmation of conditions before continuation.
The Interaction: Exposure Without Continuation
Just In Time and Jidoka operate together to establish control of execution by linking exposure of abnormality to enforcement of response. Neither mechanism functions independently because exposure without enforcement allows deviation to continue. Enforcement without exposure cannot occur at the point where conditions change and control must be applied.
Just In Time reduces the time between process steps by removing inventory and delay so that work moves in direct alignment with customer demand. Buffers are no longer available to absorb disruption, which makes the system sensitive to variation. Abnormal conditions appear immediately because no mechanism exists to conceal them.
Jidoka governs continuation under these conditions by determining whether work is allowed to proceed. When a condition is not met, execution is interrupted at the point of occurrence and the process is stopped. A signal is generated, and response is required before work can continue. Movement is not authorized by demand alone because continuation depends on the condition of execution. Confirmation that the defined standard has been restored is required before work can proceed.
The interaction between these mechanisms creates a controlled system in which abnormality is exposed at the moment it occurs and continuation under that condition is not permitted. Response is required before execution resumes, and confirmation is required before output is released. This ensures that exposure and enforcement operate together to prevent deviation from progressing through the system.
This structure removes the ability for problems to accumulate because work does not continue while defects are present and material does not move forward under unverified conditions. Delays cannot be concealed behind inventory or queues because accumulation is not permitted. The system does not defer problems for later analysis or correction because continuation depends on immediate resolution.
Stagnation cannot build within this system because the conditions that allow it to form are not permitted to exist. Control is maintained through immediate exposure, enforced response, and confirmed restoration of conditions before execution continues.
Removal of Stagnation at the Source
When Just In Time and Jidoka operate together, stagnation is removed at its origin because the system does not permit the conditions that allow it to accumulate. Stagnation does not need to be managed or reduced after it appears. It is prevented by controlling how work is allowed to enter, move, and continue within the system.
Queues do not form because work is not allowed to accumulate between processes, and inventory is not used to absorb imbalance or protect schedules. Material moves only when demand exists and when the conditions required for execution are met. This prevents delay from existing within the system because no buffer is permitted to contain it. This condition is sustained by preventing the reintroduction of inventory as a compensating mechanism for instability. Reintroduction would conceal imbalance and allow stagnation to reform.
Defects do not propagate through the system because execution is interrupted at the point where an abnormal condition occurs. The process stops before the defect can move downstream, and response is required before continuation. Each process receives only what has been verified against the defined standard. Quality is protected at the point of execution through enforcement of conditions rather than inspected after the fact through detection of outcomes.
Problems are not deferred for later action because response is required at the moment the condition changes and continuation depends on resolution. Work does not proceed while issues are analyzed, scheduled, or assigned for later correction. Execution remains halted until conditions are restored to the defined standard, which prevents unresolved issues from accumulating within the system.
The system becomes sensitive to small variation as a result of this structure because no mechanism exists to conceal disruption. Minor deviations are visible as they occur and are addressed immediately before they expand into larger failures. Stability is maintained through control of conditions rather than through buffers or excess capacity.
Lead time is reduced as a direct result of this control. The conditions that create delay, rework, and interruption are removed from the system. Reduction does not come from accelerating work or increasing efficiency, but from preventing stagnation from forming within the flow of execution.
Lead time reduction is a result of control, not optimization.
Development of People Through System Enforcement
The Toyota Production System develops people through the structure of execution rather than through instruction alone. Capability is built by embedding defined conditions and required responses into daily work so that learning occurs within the act of performing the work and is reinforced through repetition under controlled conditions. Development is not separated from execution because the system requires people to engage with conditions as part of the work itself.
Conditions are defined by the system through Standardized Work, which specifies the method, sequence, timing, and expected outcome. Normal and abnormal are not subject to interpretation because each condition is determined by comparison to a defined standard. Deviation is identified at the moment it occurs. These defined conditions establish the basis for consistent recognition of abnormality and ensure that execution can be governed rather than adjusted through individual judgment.
Response is required when conditions are not met because execution cannot continue under deviation. When a deviation occurs, execution is interrupted, a signal is generated, and action is required before work can proceed. Response does not depend on experience or discretion because the system enforces the requirement to act and ensures that the condition is restored before continuation. This embeds accountability within the act of execution.
This structure creates a repeatable sequence within execution that reinforces behavior through consistent application. Execution is stopped when a condition is not met, the condition is signaled, response is carried out, and confirmation is performed before work resumes. Each cycle reinforces recognition of abnormality, adherence to the defined standard, and the requirement to respond in a consistent manner. Capability is built through repeated engagement with controlled conditions.
Learning occurs at the point of interruption because the relationship between condition and response is experienced directly within execution. Learning does not depend on explanation or training sessions separated from work. Capability develops through repeated application of required response under controlled conditions, which ensures that understanding is tied to action.
Over time, this structure develops people who respond to conditions as defined by the system rather than relying on interpretation to decide when to act. Response becomes part of execution rather than a separate activity, and thinking is embedded within the work through the requirement to recognize, respond, and confirm conditions as they occur.
Thinking is developed through enforced response.
Returning to the Original Purpose of TPS
The original purpose of the Toyota Production System is control of execution through defined conditions and required response, with Quality protected at the point of work by preventing continuation when those conditions are not met. Over time, this purpose was altered as systems were adapted for transferability rather than maintained for control of execution. This shifted focus away from governing conditions and toward managing outcomes.
Lean (post-1988) separated visible practices from the system that governed them, which redirected attention toward tools, events, and improvement methods as primary mechanisms of implementation. Flow was pursued through techniques, and Quality was managed through measurement and correction, while the mechanisms that enforce interruption, response, and confirmation were removed or weakened. Responsibility shifted from governing execution at the point of work to reviewing results after execution had already occurred. This allowed work to proceed under conditions that were not controlled.
Tools replaced control as Kanban, visual management, and standardized activities were implemented without the requirement to stop when conditions were not met. These elements improved visibility and coordination, but execution was allowed to continue under abnormal conditions. This produced activity and localized capability without enforcing the conditions required to protect Quality within the system.
Improvement became separate from execution as problems were identified, analyzed, and addressed through projects and initiatives that operated outside the flow of work. Actions were scheduled, resources were assigned, and resolution was delayed while execution continued. This broke the connection between condition and response because interruption was no longer required when deviations occurred. Improvement was managed as an activity rather than as a condition of execution. This prevented the system from establishing control.
This structure produces activity without establishing control.
Returning to the original purpose requires re-establishing the system that governs execution at the point of work by defining conditions, enforcing interruption when those conditions are not met, and requiring confirmation before continuation. Quality must be protected through system design rather than managed through measurement of results. This restores the relationship between condition, response, and continuation.
Just In Time defines how work enters and moves through the system by aligning production to demand and removing delay. Jidoka defines whether work is allowed to continue by interrupting execution, requiring response, and confirming conditions before release. These mechanisms operate together to ensure that flow and Quality are controlled as a single system.
Flow is not managed independently of Quality. Quality is not measured after execution. Just In Time functions as flow control, and Jidoka functions as execution control, which together establish the control system.
Closing
The Toyota Production System achieves its results through control of execution rather than management of outcomes. Performance is not improved by adjusting results after the fact but is sustained by governing the conditions under which work is performed so that execution proceeds only when those conditions are met.
Flow is governed through defined entry and controlled movement so that work proceeds only when demand is aligned and conditions are satisfied. Execution does not depend on planning adjustments or optimization applied after the fact. Alignment is established at the point of entry and maintained through controlled progression within the system.
Quality is protected at the point of execution through defined, verified, and enforced conditions. Quality is not inspected into the process after defects occur because deviation from those conditions results in interruption, required response, and confirmation before continuation. This prevents defects from propagating by ensuring that execution does not proceed under abnormal conditions.
Improvement is required within execution rather than scheduled as a separate activity. When conditions are not met, response occurs immediately because continuation depends on resolution. Learning is embedded within that response as part of the work itself.
This structure removes the separation between flow and Quality by integrating exposure and enforcement into a single system. Work does not continue under abnormal conditions. Problems do not accumulate because continuation depends on restoring defined conditions at the point of occurrence.
Just In Time and Jidoka establish control by preventing the system from failing.





