Module #5: Kaizen: Continuous Improvement in Lean TPS
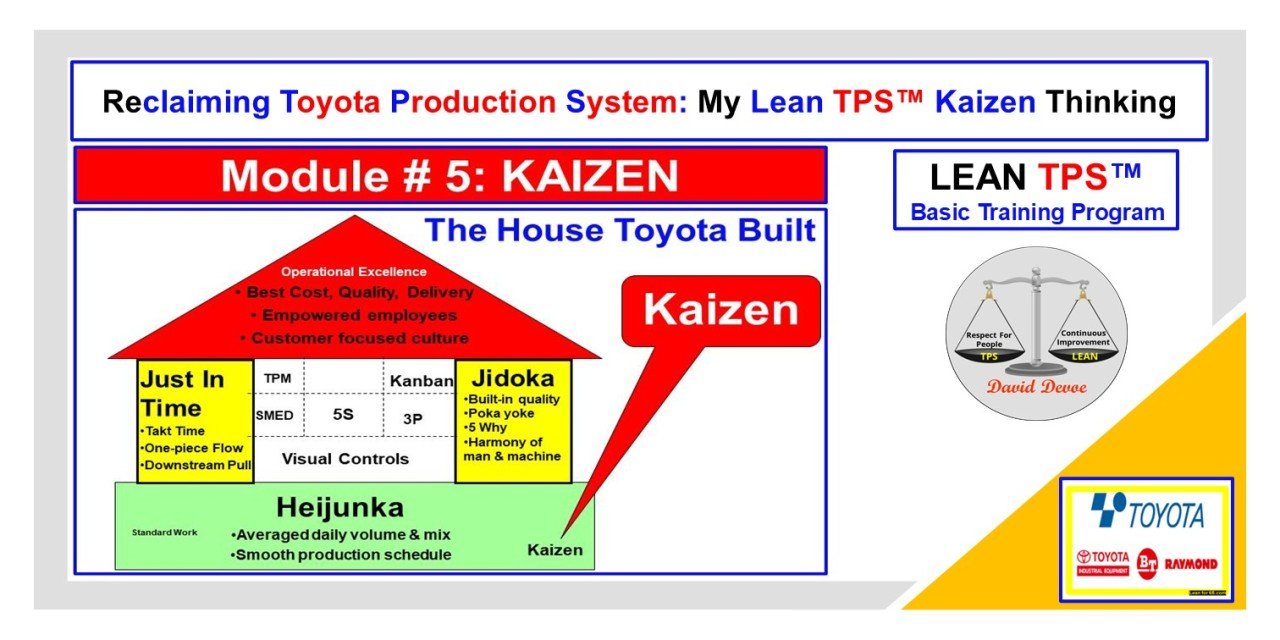
Figure 1. The House Toyota Built – Kaizen as the Driver of Continuous Improvement
This image represents the foundation of Lean TPS Basic Training, showing Kaizen as the pillar that drives learning, stability, and flow within the Toyota Production System.
Introduction to Kaizen
Kaizen represents the disciplined process of continuous improvement at every level of the organization. It is not a project or a campaign but a way of thinking and acting that develops people, stabilizes processes, and strengthens system flow. Each improvement becomes the new standard, and each standard becomes the base for further learning.
Toyota teaches that Kaizen cannot exist without Standardized Work. Taiichi Ohno stated, “Where there is no standard, there can be no Kaizen.” Standardization provides the reference point to detect abnormalities, evaluate progress, and maintain consistent performance. Without a defined method, improvement becomes subjective and unsustainable.
Kaizen links all elements of the Lean TPS system. It integrates 5S discipline, Standardized Work, Just-In-Time, and Jidoka into one learning framework. By building capability in people, Kaizen turns daily operations into opportunities for reflection, collaboration, and structured problem solving. Through this approach, Toyota transforms the workplace into a learning environment that drives long-term stability, safety, and quality.
Kaizen is the difference between temporary fixes and lasting improvement. It develops judgment, discipline, and awareness through daily practice. This module introduces how Lean TPS builds a culture where every employee participates in problem solving, and leaders create systems that sustain learning and prevention.
Kaizen and Standardized Work
At Toyota, Standardized Work provides the foundation for every Kaizen activity. It defines the best known method, sequence, and timing for performing work safely and efficiently. When problems occur, these standards make abnormalities visible so that countermeasures can be tested and improved.
Standardized Work is not static documentation. It is a living practice maintained through observation and reflection at the Gemba. Kaizen refines the standard by removing waste, reducing variation, and balancing operator workload. This disciplined cycle ensures that improvement is measurable, repeatable, and sustainable.
The connection between Kaizen and Standardized Work is visible in every process at Toyota. Line leaders review timing sheets, charts, and visual controls to confirm adherence. When conditions change, the team applies Kaizen to restore balance. Through this interaction, stability and flexibility are developed simultaneously, enabling the organization to respond quickly to customer demand without sacrificing quality.
Leadership and Daily Improvement
Leadership within Kaizen is not about directing activities but about teaching people to see problems and solve them. Toyota leaders practice Genchi Genbutsu, or “go and see,” to understand conditions firsthand. They use this understanding to coach teams, encourage reflection, and support learning.
Daily improvement meetings, often held during morning start-ups or shift handovers, create the rhythm for structured communication. Abnormalities are discussed visually using charts or boards, allowing every team member to understand current performance. When a problem is identified, leaders support the team in applying the 5 Whys, A3 thinking, or PDCA to identify root causes and develop countermeasures.
This approach shifts accountability from the individual to the process. It removes fear from problem identification and replaces it with shared ownership. Kaizen becomes a system for building capability and confidence in every member.
Tools That Enable Kaizen
Several tools support the practical application of Kaizen in Lean TPS.
5S and 6S Thinking: Creates a disciplined workplace by organizing, cleaning, and standardizing areas for efficiency and safety.
Visual Controls: Provide immediate feedback on performance, status, and abnormalities.
Andon and Jidoka: Enable anyone to stop the process when a defect or unsafe condition is detected, ensuring quality is built into every step.
SMED (Single Minute Exchange of Dies): Reduces changeover time, increasing flexibility and responsiveness.
TPM (Total Productive Maintenance): Builds ownership in equipment care and reliability.
These tools are not isolated techniques. Each is part of a system designed to teach people how to see waste, prevent problems, and act immediately when conditions deviate from the standard.
From Spot Kaizen to Jishuken
At Toyota, Kaizen evolves through progressive stages. Spot Kaizen begins with small, localized improvements performed by operators and team members. Over time, these efforts expand into Quality Circles, department-level Kaizen, and eventually Jishuken leadership-driven study groups that address systemic improvement opportunities.
Jishuken represents the highest level of Kaizen maturity. Leaders, engineers, and operators collaborate directly at the Gemba to analyze performance gaps, implement countermeasures, and learn through doing. Each cycle strengthens leadership capability and reinforces the habit of reflection.
This layered structure ensures that improvement is continuous and self-sustaining. Each level feeds into the next, connecting local learning to organizational growth and aligning short-term actions with long-term vision.
The Role of Heijunka and System Flow
Kaizen cannot succeed without stability and balance. Heijunka, or production leveling, provides the structure to smooth variation in demand and workload. By leveling volume and mix, teams can apply Kaizen more effectively, reducing overburden and creating predictable flow.
In Lean TPS, the goal is not speed for its own sake but harmony between people, process, and system. When flow is balanced, problems appear naturally. Kaizen then becomes the means to restore and strengthen that balance.
Building a Culture of Continuous Improvement
Sustaining Kaizen requires more than tools or events. It depends on leadership behavior, daily discipline, and respect for people. Every employee must be empowered to identify waste, propose ideas, and participate in improvement activities. Leaders must create the environment where this learning can occur safely and consistently.
Kaizen thrives where communication is visual, teamwork is practiced, and reflection is routine. It is not an initiative added to the work—it is the work. When every process includes time for reflection and correction, the organization continuously improves itself.
Lean TPS Basic Training teaches that the real outcome of Kaizen is not only better processes but better people. The ability to see problems, take responsibility, and act with purpose is the foundation of Toyota’s success and the true measure of Lean capability.
Key Takeaways
Kaizen within Lean TPS transforms improvement from a project into a daily habit.
It strengthens Standardized Work and system flow.
It builds capability and develops leadership.
It connects people, process, and performance into one learning system.
Through Kaizen, Toyota demonstrates that excellence is achieved not by chasing perfection but by improving with purpose every day.
Section #2: Lean TPS 5S to Kaizen Thinking
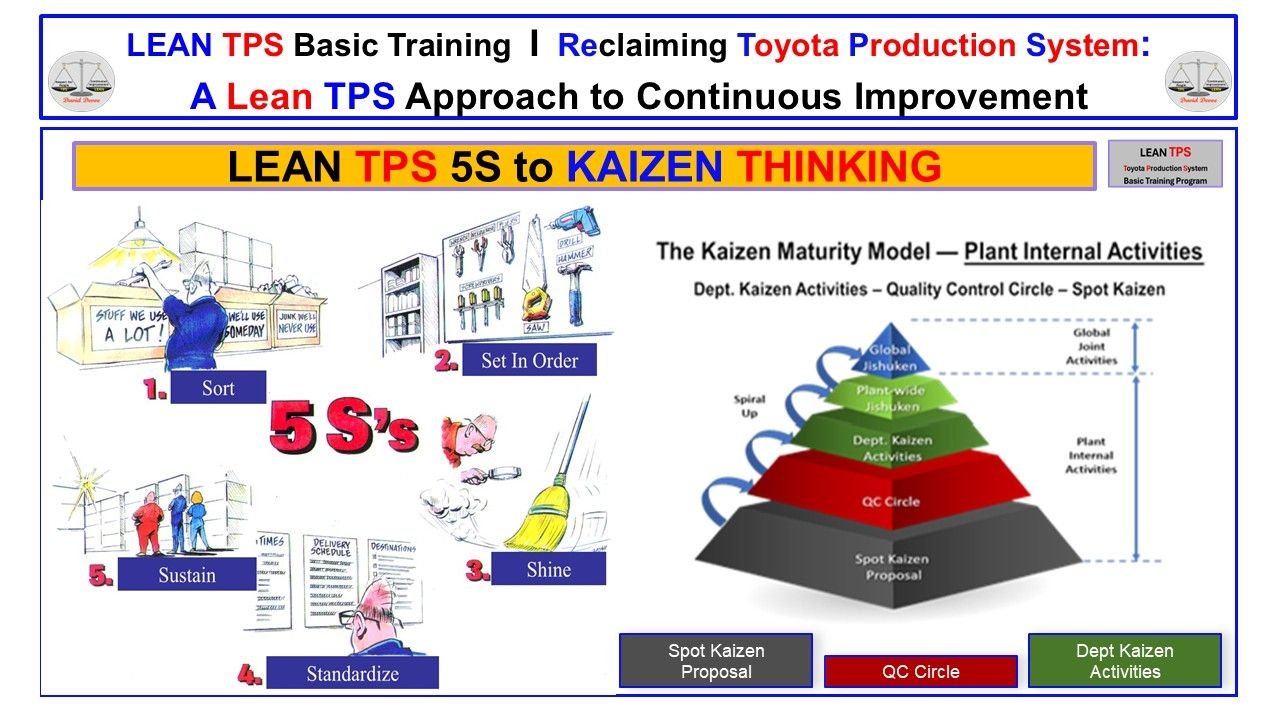
Figure 2. Lean TPS 5S to Kaizen Thinking – Building the Foundation for Continuous Improvement
This image connects the 5S foundation to Kaizen maturity. It shows how disciplined workplace organization evolves into structured improvement through QC Circles, Department Kaizen, and Jishuken activities that strengthen capability and system flow.
From 5S Discipline to Kaizen Thinking
5S Thinking is the entry point to Kaizen in the Toyota Production System. It creates the discipline, structure, and visibility necessary for improvement to take root. The five elements: Sort, Set in Order, Shine, Standardize, and Sustain develop habits that teach people how to see waste, create flow, and maintain standards. When consistently practiced, these habits form the foundation for Lean TPS learning.
Sort removes unnecessary items to reveal problems and free up space. Set in Order ensures that everything needed for work is in its correct location, minimizing motion and confusion. Shine builds ownership by combining cleaning with inspection, helping employees detect abnormalities early. Standardize converts these steps into a shared method, while Sustain reinforces the habit through leadership and daily discipline.
Once the workplace is stable and visual, improvement can progress from individual effort to team-based Kaizen. The Kaizen Maturity Model illustrates this evolution. Spot Kaizen begins at the operator level, where people identify and solve local problems. As understanding grows, teams advance to QC Circles small group activities focused on improving safety, quality, and productivity through structured problem solving. Department-level Kaizen expands the scope of learning across functions, connecting improvement to larger system goals.
The highest stage, Jishuken, engages leaders directly in study-based improvement. Through cross-functional teamwork and reflection, they remove barriers, develop capability, and align learning with organizational objectives. This layered approach ensures that improvement is not isolated or dependent on individuals but embedded throughout the production system.
5S and Kaizen are inseparable in Lean TPS. 5S stabilizes the workplace so that waste and abnormalities become visible. Kaizen uses that visibility to drive learning, experimentation, and prevention. Without 5S, improvement lacks focus and sustainability. Without Kaizen, 5S becomes maintenance rather than development.
The combination of these practices builds the habits of observation and discipline that define the Toyota Production System. Each layer of activity from Spot Kaizen to Jishuken teaches people to think scientifically, work collaboratively, and improve with purpose. This is how Lean TPS turns daily operations into a learning environment where capability, quality, and flow advance together.
Section #3: Lean TPS 6S Thinking: Safety Added to 5S for Sustainable Kaizen
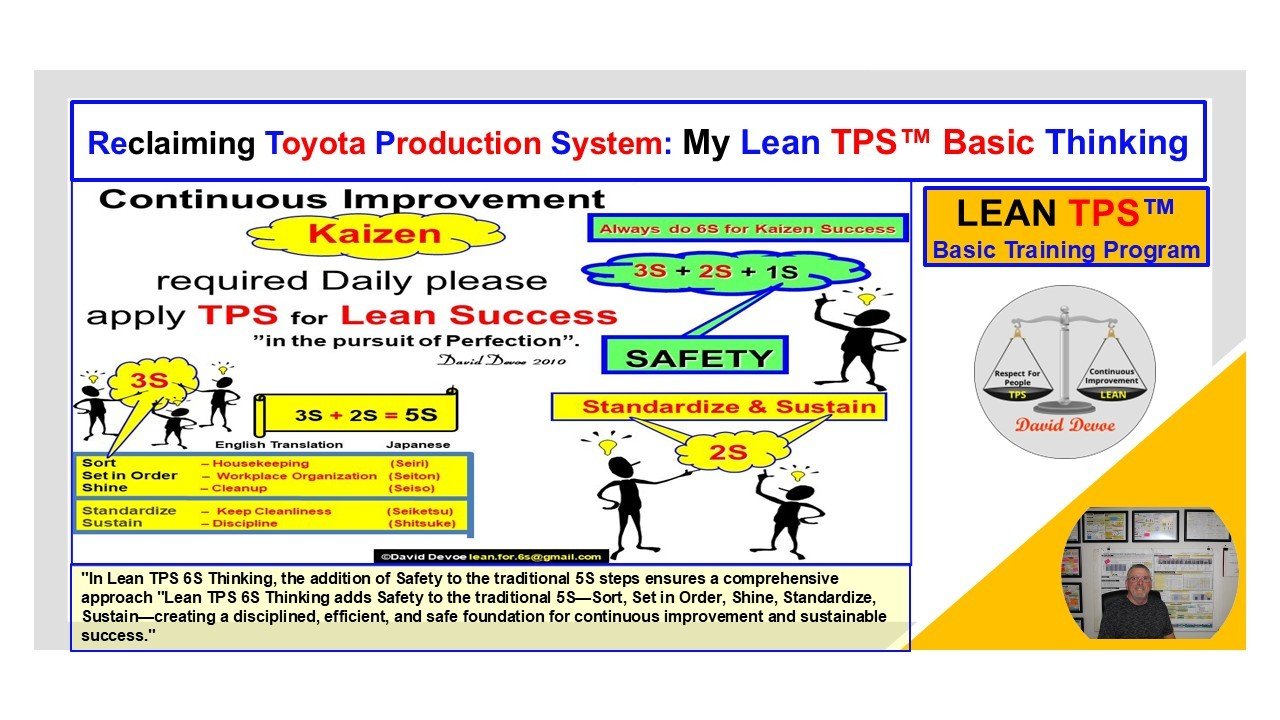
Figure 3. Lean TPS 6S Thinking – Safety Added to 5S for Sustainable Kaizen
This image illustrates how Lean TPS 6S Thinking strengthens Kaizen by adding Safety to the traditional 5S steps. It shows that Sort, Set in Order, Shine, Standardize, Sustain, and Safety create a disciplined, efficient, and secure environment for continuous improvement and stability.
Lean TPS 6S Thinking: Safety as the Foundation of Kaizen
In the Toyota Production System, 6S Thinking evolved from the foundational discipline of 5S. It is not a housekeeping program or a tool for visual order. It is a management system that stabilizes the workplace, reduces variation, and creates the conditions where Kaizen can occur naturally. Each S builds the mindset and behaviors that define Lean TPS. When Safety is added as the sixth element, the system becomes complete.
The first three steps, Sort, Set in Order, and Shine, are the visible side of discipline. They reveal waste and expose abnormalities. Sorting removes unnecessary items from the workplace so that only what is needed remains. It eliminates clutter that hides defects or interrupts flow. Setting in Order organizes every tool, material, and document so that work can be performed without searching or hesitation. Shining is the act of cleaning to inspect. It reinforces ownership, pride, and awareness while exposing early signs of wear, leakage, or instability.
The next two steps, Standardize and Sustain, transform these visible actions into consistent daily behavior. Standardize converts improvements into shared methods so that anyone performing the work follows the same safe and efficient process. Sustain builds the habit of discipline. It requires leadership involvement, visual control, and commitment to verification. Without these two steps, improvement becomes temporary.
The sixth step, Safety, is both the foundation and the measure of a mature Lean TPS system. Safety ensures that all work standards, processes, and improvements protect people while achieving productivity. It is not an additional rule but a principle that is built into every activity. When safety is practiced as part of 6S Thinking, the workplace becomes a training ground where observation and prevention occur naturally. Every inspection becomes a lesson in cause and effect, reinforcing the relationship between process stability and human well-being.
Toyota teaches that there can be no improvement without safety. A safe workplace builds trust and engagement. It allows people to think clearly, participate in problem solving, and take ownership of their work. In Lean TPS, safety is respect for people in action. It ensures that improvements are not achieved through short-term effort or risk but through stable and repeatable methods that sustain performance over time.
The integration of 6S Thinking with Kaizen creates a closed loop of learning. Abnormalities identified during cleaning or inspection are not ignored or passed along. They become inputs for problem solving. Teams analyze the root causes using Genchi Genbutsu and the 5 Whys, developing countermeasures that eliminate sources of waste and variation. As new standards are created, they are verified through practice, refined through observation, and sustained through leadership reinforcement. This process teaches people how to think, not just how to clean or organize.
In Toyota plants, 6S is a daily activity that connects production with safety, quality, and morale. Team leaders conduct layered audits that emphasize observation, participation, and follow-up. The purpose is not to score or judge but to learn. Each layer of review, from the operator to the plant manager, strengthens accountability and reinforces the belief that quality and safety are built into the work itself.
A well-implemented 6S system becomes self-reinforcing. As standards improve, abnormalities are detected earlier. As safety performance increases, employee involvement grows. As participation deepens, Kaizen expands from simple task improvements to cross-functional learning. The outcome is a workplace that not only performs but also teaches, where the environment itself encourages people to see problems and take initiative to solve them.
Safety as the sixth S is therefore not an addition but a return to the principle of respect for people. It recognizes that true improvement must protect both performance and well-being. When employees feel safe, they are more willing to share ideas, experiment, and participate in problem solving. This mutual confidence transforms the work environment into a learning environment. Every improvement becomes a lesson, and every lesson strengthens the system.
Lean TPS 6S Thinking represents the point where structure, safety, and improvement converge. It provides the framework for leadership to coach, verify, and support continuous learning at the Gemba. It is the visible expression of how Lean TPS builds capability in people, stability in processes, and strength in systems. Without 6S, Kaizen cannot be sustained. With it, continuous improvement becomes part of the organization’s DNA, ensuring that growth is both safe and permanent.
Section #4: Standardized Work First, Kaizen Next: The Path to System Flow
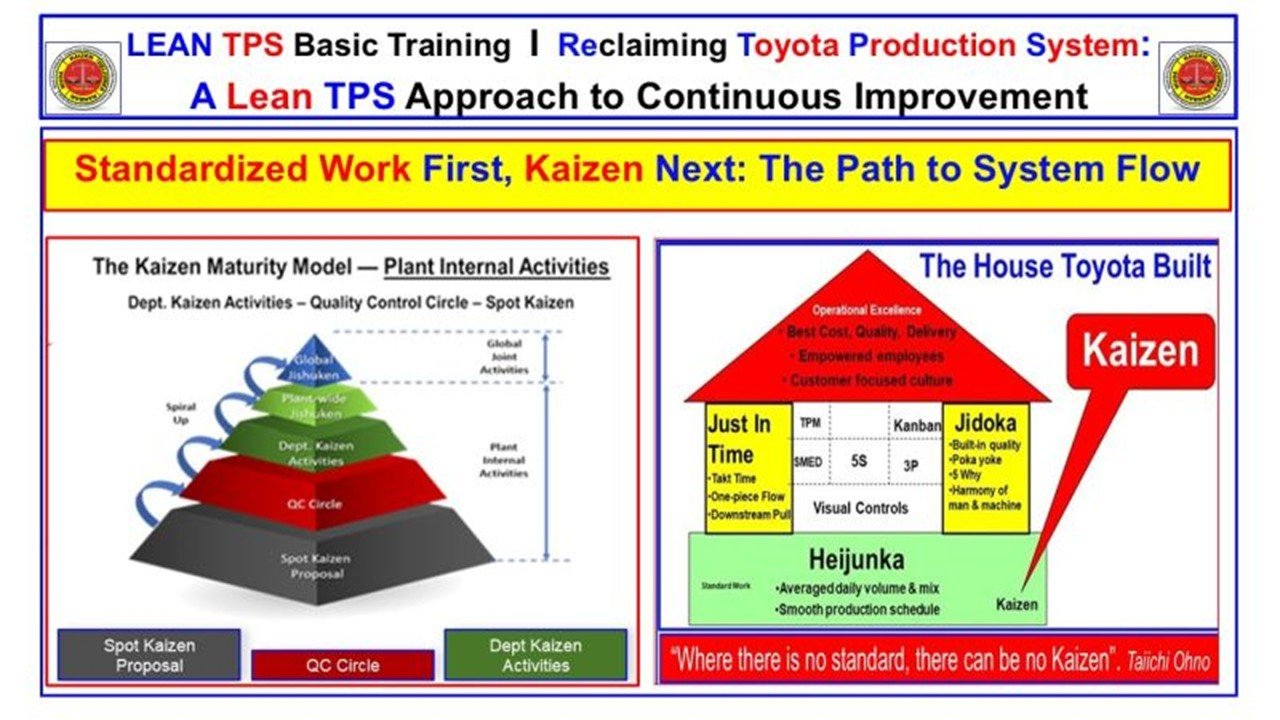
Figure 4. Standardized Work First, Kaizen Next: The Path to System Flow
This image illustrates how Lean TPS uses Standardized Work as the foundation for all improvement. It connects the Kaizen Maturity Model to the House Toyota Built, showing that stability, sequence, and consistency must exist before meaningful improvement can begin.
Standardized Work First, Kaizen Next
Within the Toyota Production System, Standardized Work is not simply documentation of a process. It is the method for building stability and visibility into daily operations. Without stability, Kaizen becomes random activity. Without visibility, abnormalities remain hidden. Toyota teaches that before improvement can occur, the work must first be stabilized, measured, and standardized.
Standardized Work defines the current best method for performing a task safely, correctly, and efficiently. It captures the balance between people, machines, and materials under real conditions. By defining clear standards for sequence, timing, and quantity, it provides a reliable baseline from which improvement can be made. Every Kaizen begins with understanding the current standard, testing a new method, and confirming that the new method is both safer and more efficient before it becomes the next standard.
This connection between Standardized Work and Kaizen is what creates sustainable progress. When Toyota engineers designed the system, they built a learning structure that prevents deterioration. Improvement does not occur by chance; it is built through experimentation within defined boundaries. These boundaries are established by Standardized Work. Once the work is stable and repeatable, abnormalities stand out immediately. That visibility makes problem solving natural and improvement continuous.
The image depicts two complementary structures. On the left, the Kaizen Maturity Model describes how problem-solving capability grows from individual suggestions to organizational learning. It begins with Spot Kaizen, where individual workers propose small improvements to make their work safer, easier, or faster. These local improvements are supported by Quality Control Circles, which bring teams together to analyze recurring problems and develop countermeasures. As participation expands, departments engage in Kaizen activities that align with production and quality goals. At the highest levels, Plant-wide and Global Jishuken teams link improvement to strategic objectives, transforming the organization into a system of learning.
On the right, the House Toyota Built provides the structural logic behind the maturity model. The foundation is Standardized Work and Heijunka, which together stabilize production and balance workload. Once flow is established, the pillars of Just-In-Time and Jidoka maintain performance by aligning output with demand and ensuring quality is built in at every step. Kaizen forms the continuous improvement cycle that reinforces both pillars. At the top, Operational Excellence is achieved not through isolated improvement events, but through the cumulative learning created by Standardized Work and Kaizen operating together.
The phrase by Taiichi Ohno, “Where there is no standard, there can be no Kaizen,” expresses this relationship clearly. A standard is not a limit; it is the starting point for the next level of improvement. Each new standard reveals new opportunities to learn. In this way, Lean TPS transforms daily operations into a continuous learning system. The process of following, observing, and improving standards teaches people how to think scientifically, how to verify cause and effect, and how to sustain performance through repetition.
Standardized Work also serves a leadership function. It provides a visual method for leaders to observe and support their teams. By comparing actual performance to the standard, leaders can detect deviations early, coach problem solving, and reinforce discipline. This interaction between leaders and team members builds mutual trust and shared accountability. Standardized Work becomes a language for improvement, connecting the operator, the team leader, and the management system through direct observation at the Gemba.
In Lean TPS, improvement is always sequential. First, the work must be stabilized through Standardized Work. Next, abnormalities must be made visible through visual management. Then, Kaizen can address the root causes of waste and variation. As improvements are confirmed and documented, new standards are established, creating a closed loop of learning and stability. This process ensures that improvement never becomes detached from reality and that the system continues to evolve.
The integration of Standardized Work and Kaizen is what makes the Toyota Production System unique. It is not a collection of tools or projects but a system of thinking that transforms how people engage with their work. Each cycle of Kaizen strengthens the standard, and each standard enables the next level of improvement. Together they create flow, stability, and capability throughout the organization. This balance between structure and creativity is what defines Lean TPS as a true learning system, capable of sustaining excellence for decades.
Section #5: Kaizen Maturity Model – From Spot Kaizen to Global Jishuken
Kaizen Maturity Model: Building Capability Through Structured Learning
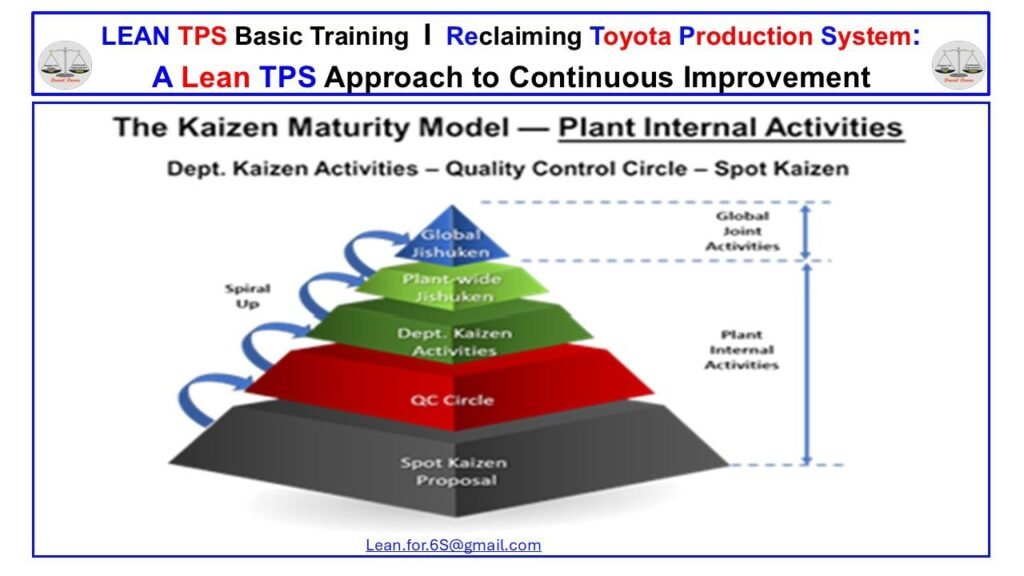
Figure 5. The Kaizen Maturity Model – From Spot Kaizen to Global Jishuken
This image illustrates how the Toyota Production System develops problem-solving capability through progressive learning. Beginning with Spot Kaizen, the model advances through team-based Quality Circles, Department Kaizen, Plant-wide Jishuken, and Global Jishuken activities. Each level represents deeper engagement, structured reflection, and leadership development.
The Kaizen Maturity Model represents the process by which Toyota builds improvement capability from the individual level to the organizational level. It visualizes how small, localized problem-solving efforts grow into structured learning systems that sustain improvement across plants and regions. This approach ensures that Kaizen does not remain an isolated activity but becomes an integrated method for developing people and strengthening systems.
At the foundation is Spot Kaizen, where individual employees identify small improvements within their immediate work area. These actions focus on making tasks safer, easier, and more efficient. The purpose is not the size of the improvement but the development of awareness. Through direct observation, operators learn to recognize abnormalities and test simple countermeasures. Spot Kaizen establishes the habit of thinking and acting to improve one’s own work, which is the first step toward building a learning organization.
The next level is the Quality Control Circle (QC Circle). Here, groups of employees work together to analyze recurring issues and share what they learn. The QC Circle introduces the discipline of data-based problem solving. Teams study root causes, test countermeasures, and present results visually. Supervisors support these circles by creating time and space for learning and by coaching the scientific thinking process. This teamwork builds mutual trust and helps people connect daily improvement to broader goals in safety, quality, and productivity.
As participation expands, improvement becomes more systematic through Department Kaizen Activities. These activities address flow across processes and eliminate barriers between work areas. Cross-functional teams bring together production, maintenance, quality, and logistics to solve shared problems. Department Kaizen builds capability in coordination, planning, and standardization. It aligns improvement with production targets and customer demand. Leaders begin to learn how to balance performance and development, using real problems as opportunities to build people’s problem-solving skills.
At the next stage, improvement becomes leadership-driven through Plant-wide Jishuken. Jishuken means “self-initiated study.” It is a structured activity where leaders and engineers study their own operations in depth to uncover systemic causes of instability. Unlike audits or reviews, Jishuken is a learning process. Leaders work side by side with teams to study, experiment, and confirm root causes. This shared observation develops both technical understanding and leadership skill. It transforms management from directing improvement to enabling it through coaching.
At the highest level is Global Jishuken, where multiple plants and divisions collaborate to address common challenges. This level connects improvement efforts across sites and functions. Global Jishuken ensures that learning is shared and that knowledge is standardized. The spiral-up arrows shown in the image represent how learning moves upward and outward. Each cycle strengthens both the process and the people who participate in it. Improvement at one site becomes a source of learning for others through structured reflection and Yokoten, the horizontal transfer of best practices.
The Kaizen Maturity Model also shows how leadership development and system design are inseparable in Lean TPS. Every level of the pyramid requires direct participation, reflection, and feedback. Leaders are expected to observe reality, ask questions, and coach teams toward deeper understanding. As the organization progresses through the levels, the role of leadership changes from managing results to developing capability. The foundation remains Standardized Work and stability. Without a stable process, learning cannot take hold. Without learning, improvement cannot sustain.
This model links individual initiative to organizational learning. It demonstrates how Toyota transforms improvement from a set of activities into a developmental system. Each level adds structure to problem-solving, moving from quick fixes to preventive design. Each cycle strengthens discipline, awareness, and teamwork. The result is a system where improvement, leadership, and learning advance together.
The Kaizen Maturity Model prepares the foundation for the next stage in Lean TPS development: measuring capability through the Kaizen Ability Map. This tool evaluates how effectively individuals and teams apply the principles of observation, analysis, and reflection that define true continuous improvement. Through structured measurement, Toyota ensures that learning remains visible, teachable, and sustainable at every level of the organization.
Section 6: The Kaizen Ability Map – Measuring Capability in Lean TPS
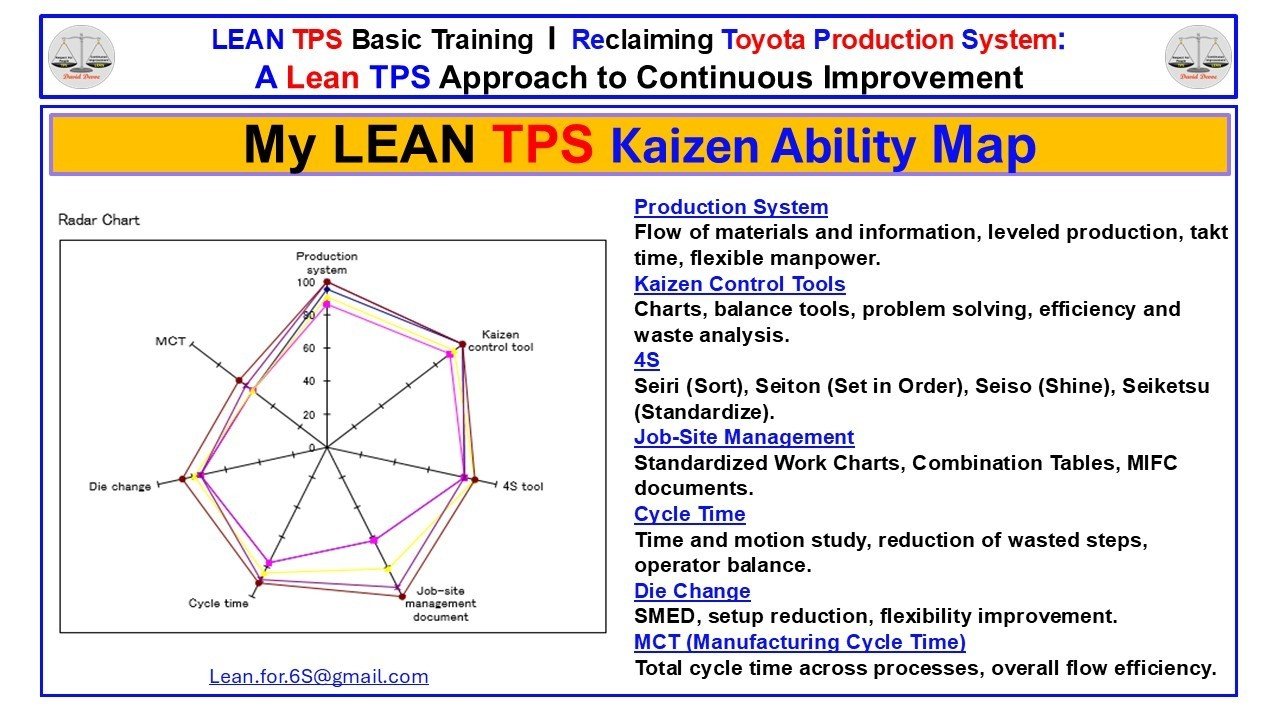
Figure 6. My Lean TPS Kaizen Ability Map – Measuring Capability in Lean TPS
This image visualizes how Toyota measures Kaizen capability using a radar chart that connects production system learning, standardized work, cycle time, and problem-solving maturity. It reflects how Lean TPS integrates technical skill, structure, and reflection into one system of learning.
Measuring Capability Through the Kaizen Ability Map
The Kaizen Ability Map is Toyota’s method for measuring capability development in people and processes. It transforms improvement activity into visible learning by making capability measurable. Within Lean TPS, progress is not judged by the number of projects completed but by how well individuals and teams apply the principles of observation, analysis, and prevention. The map makes that capability visible and teachable.
Each axis on the radar chart represents a dimension of Lean TPS performance: Production System, Kaizen Control Tools, 4S, Job-Site Management, Cycle Time, Die Change, and Manufacturing Cycle Time (MCT). Together, these dimensions describe how improvement is practiced, sustained, and refined across the organization. The goal is not to achieve a perfect score but to visualize current ability, identify gaps, and guide the next cycle of learning.
Toyota uses the Kaizen Ability Map as part of structured reflection during Jishuken and Kaizen reviews. Teams use the chart to assess their technical understanding, standardization, and coordination. The visual output makes learning tangible. Teams can see where they have strengthened problem-solving skills and where capability remains unbalanced. Leaders then use this insight to coach individuals and teams, ensuring that improvement leads to skill development, not dependency on specialists.
This approach reinforces the belief that true improvement occurs when learning is captured in both people and process. A Kaizen that delivers results but fails to develop capability is incomplete. By measuring both process performance and learning depth, Toyota ensures that improvement is sustainable. Each cycle of reflection creates a stronger base for the next phase of Kaizen.
The radar format also aligns with Toyota’s visual management philosophy. Capability gaps are immediately clear, and progress over time becomes measurable. When repeated after each Jishuken or improvement activity, the map shows how learning expands and stabilizes. As the shape of the chart grows more balanced, the organization’s capability becomes both broader and deeper.
Each category within the Kaizen Ability Map links directly to practical learning at the Gemba:
Production System: Evaluates how materials, information, and manpower flow through the process with leveled production and balanced workload.
Kaizen Control Tools: Assesses the use of charts, balance tools, and waste analysis for data-based problem solving.
4S (Seiri, Seiton, Seiso, Seiketsu): Measures workplace organization, visibility, and discipline.
Job-Site Management: Confirms use of Standardized Work Charts, Combination Tables, and MIFC documents.
Cycle Time: Monitors consistency and operator balance in task execution.
Die Change (SMED): Evaluates flexibility, setup time reduction, and efficiency improvements.
MCT (Manufacturing Cycle Time): Measures total flow time across processes, reflecting overall system stability and responsiveness.
These indicators are not abstract metrics. They represent observable conditions that connect learning, leadership, and performance. As capability expands, problem solving becomes faster, deeper, and more preventive. The map becomes a visual feedback loop linking technical understanding to daily behavior.
The Kaizen Ability Map teaches that the goal of improvement is not perfection but development. Every score, discussion, and reflection is a step toward a stronger learning system. Toyota uses this method to ensure that Kaizen strengthens both results and relationships. When people can see their own progress and understand their impact on the system, motivation and ownership increase naturally.
In Lean TPS Basic Training, the Kaizen Ability Map represents the transition from improvement as an event to improvement as a discipline. It turns capability into a visible process, reinforcing Toyota’s belief that true continuous improvement occurs only when learning is shared, measured, and sustained.
Section #7: Leadership Skills Check Sheet – Developing Leaders Through Kaizen
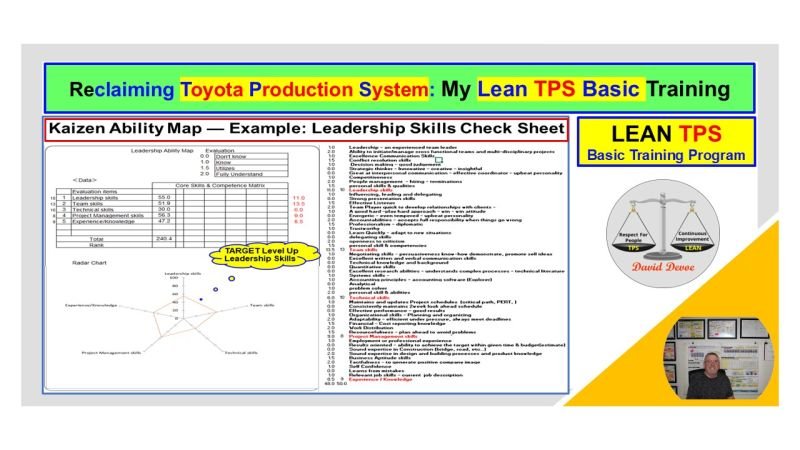
Figure 7. Kaizen Leadership Skills Checklist – Measuring Leadership Capability in Lean TPS
This image represents the Leadership Skills Check Sheet used within the Lean TPS Kaizen Ability Map. It shows how leadership capability is measured through structured evaluation of problem solving, teamwork, technical skill, and experience.
Developing Leaders Through the Kaizen Leadership Skills Check Sheet
The Leadership Skills Check Sheet is Toyota’s structured approach to evaluating how effectively leaders apply Kaizen principles in daily management. Within the Lean TPS system, leadership is not defined by authority or position but by the ability to develop people and guide improvement through structured learning. The Leadership Skills Check Sheet transforms this philosophy into measurable capability.
This tool is part of the broader Kaizen Ability Map framework. While the Kaizen Ability Map measures technical and operational learning, the Leadership Check Sheet focuses on behavioral and developmental capability. It asks a simple question: how well do leaders teach others to see, think, and act scientifically? Each category of evaluation connects to a fundamental TPS leadership behavior.
The check sheet evaluates five main areas: Leadership Skills, Team Skills, Technical Skills, Project Management Skills, and Experience/Knowledge. Each is rated across a developmental scale from “Don’t Know” to “Fully Understand.” The purpose is not judgment but awareness. Leaders use this assessment to visualize where their understanding is strong and where further development is needed. The results form a radar chart that provides a visual summary of capability and direction for improvement.
Building Leadership Capability Through Reflection
Leadership in Lean TPS is developed through reflection and repetition, not classroom training. The check sheet promotes reflection by breaking leadership ability into specific, observable elements. Categories include decision-making, conflict resolution, team facilitation, problem analysis, and the ability to adapt to new conditions. By reviewing these traits regularly, leaders internalize the discipline of reflection, mirroring how Kaizen refines work standards through daily observation.
The process of completing the check sheet is an exercise in self-awareness. Supervisors, engineers, and team leaders compare their own assessments with those of their peers and mentors. Gaps between perceptions prompt discussion and learning. This dialogue strengthens trust and transparency, two essential qualities for a Lean organization. As leaders progress, they shift from managing tasks to developing people, creating the conditions for continuous improvement at every level.
Connecting Leadership to System Improvement
The Leadership Skills Check Sheet directly connects leadership behavior to system performance. For example, weaknesses in team communication or project management often correlate with instability in quality or delivery. By measuring leadership capability, Toyota ensures that improvement at the process level is matched by improvement in the leadership system.
Each evaluation area reinforces a dimension of Kaizen:
Leadership Skills: Ability to inspire trust, communicate direction, and coach problem-solving.
Team Skills: Capacity to build collaboration and create ownership of improvement.
Technical Skills: Understanding of process flow, waste elimination, and standardization.
Project Management Skills: Ability to plan, execute, and sustain improvements systematically.
Experience and Knowledge: Breadth of understanding gained from direct participation in the Gemba.
Leaders are expected to demonstrate these competencies through behavior, not statements. Improvement in leadership ability is verified through actions that develop others, prevent recurrence of problems, and strengthen stability across departments.
Leadership as a Kaizen Process
In Lean TPS, leadership development is itself a Kaizen process. It follows the same PDCA cycle that governs production and quality improvement. Leaders plan by identifying capability gaps, do by practicing new behaviors, check by reflecting on outcomes, and act by setting new targets for learning. This method makes leadership growth visible, measurable, and repeatable.
The radar chart within the image visually demonstrates this concept. It displays both current ability and target levels, making improvement goals clear. Over time, as skills are practiced and refined, the shape of the chart expands, reflecting the growth of balanced capability. Just as Standardized Work defines the best known method for production, the Leadership Skills Check Sheet defines the best known approach for developing people.
Learning Through Jishuken and Capability Building
During Jishuken activities, leadership evaluation becomes part of structured learning. Leaders use the check sheet to identify specific competencies to strengthen during the study cycle. For example, a plant manager may focus on improving delegation and coaching, while a team leader may work on analytical problem-solving. Each cycle of Jishuken reinforces learning through experience, feedback, and shared reflection.
This approach also ensures succession and stability. As leaders develop others, knowledge becomes distributed rather than dependent on a few individuals. The organization gains resilience, adaptability, and a shared culture of improvement. Every leader becomes both a learner and a teacher, fulfilling the Toyota principle of “developing people before developing products.”
The Foundation of Sustainable Leadership
The Leadership Skills Check Sheet embodies the core belief of Lean TPS that leadership and process are inseparable. Strong processes require capable leaders, and capable leaders emerge only through structured practice. The check sheet provides the framework for this practice, ensuring that leadership growth follows the same disciplined logic as Kaizen and Standardized Work.
In Lean TPS Basic Training, this tool is introduced not as an evaluation form but as a visual language for coaching and reflection. It aligns with Toyota’s goal of creating leaders who think scientifically, act decisively, and develop others through participation. Each evaluation is an opportunity for learning, and each improvement in leadership capability strengthens the system as a whole.
The result is a sustainable leadership system built on respect for people, measurable growth, and continuous learning. By combining reflection, structure, and feedback, the Leadership Skills Check Sheet turns leadership into a visible process of improvement one that mirrors the very essence of Kaizen itself.
Section #8: From Kaizen to Jishuken – The Leadership Learning Cycle
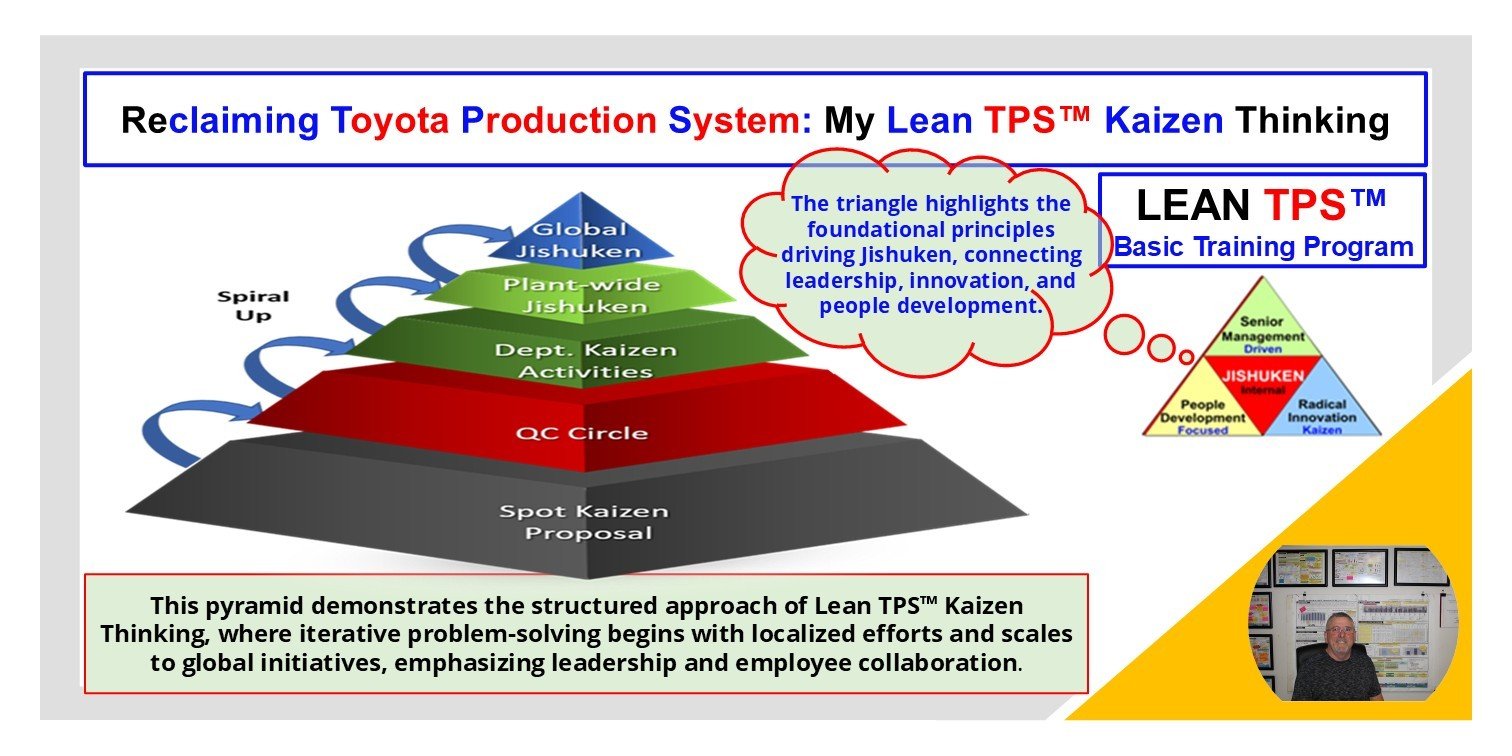
Figure 8. From Kaizen to Jishuken – The Leadership Development Pyramid
This image illustrates how Lean TPS develops leadership capability through progressive stages of Kaizen. The model moves from Spot Kaizen to Quality Circles, Department Kaizen, Plant-wide Jishuken, and Global Jishuken, connecting problem-solving maturity to leadership development and organizational learning.
Kaizen and Breakthrough: Two Paths to Improvement
From Kaizen to Jishuken: The Leadership Learning Cycle
Within the Toyota Production System, Kaizen is more than a method for improvement. It is the developmental path through which leaders learn how to think, teach, and build systems that prevent failure. The progression from Kaizen to Jishuken defines this learning journey. It transforms improvement from local problem solving to system-level capability building, ensuring that leadership development is embedded directly into the process of improvement.
The Kaizen Maturity Model illustrated in this image represents the structure of this learning system. At the foundation is Spot Kaizen, where individuals identify small improvements in their immediate work area. This level builds awareness, observation, and discipline. As employees gain confidence and insight, they participate in Quality Circles, where improvement becomes team-based and data-driven. Teams learn to analyze problems, test countermeasures, and communicate findings visually.
The next stage is Department Kaizen, where improvement activities span across multiple processes or work groups. Here, coordination becomes essential. Leaders learn to align improvement with production goals, manage cross-functional relationships, and balance short-term performance with long-term capability. This stage teaches leaders to see the system as a whole and to guide problem-solving beyond their immediate area.
Plant-wide Jishuken represents a turning point in leadership development. The term Jishuken means self-initiated study. It is not a project assigned by management but a leadership-driven learning activity where teams study their own systems in depth. Leaders, engineers, and team members work side by side to observe reality, analyze variation, and confirm causes through experiment. Jishuken builds the habit of fact-based decision-making, reinforcing Toyota’s core principle of Genchi Genbutsu, or go and see for yourself.
At the highest level, Global Jishuken extends learning across sites and divisions. Senior leaders collaborate to study shared problems, transfer knowledge, and align strategic objectives. These activities create a global spiral of learning where each plant’s discoveries contribute to the improvement of the entire organization. The model’s spiral-up arrows represent this continuous upward movement of capability and shared understanding.
Each stage of the model connects technical problem-solving with leadership development. Leaders are not only expected to improve processes but to develop people through improvement. As they move upward through the pyramid, they shift from managing results to enabling others to learn. This transformation is the essence of Toyota leadership. Improvement becomes a vehicle for teaching, and teaching becomes the highest form of improvement.
The Role of Leadership in Jishuken
Jishuken is the practical expression of Toyota’s belief that leaders must learn through doing. It provides the structured environment where leaders deepen both technical understanding and human skill. Through Jishuken, leaders learn to ask the right questions, observe without judgment, and guide teams to discover root causes. The emphasis is on learning rather than instructing. Leaders study alongside their teams, creating an atmosphere of shared responsibility and respect.
This structure also prevents the isolation of improvement activities. By linking Jishuken to daily management, Toyota ensures that problem-solving and leadership development occur simultaneously. Each Jishuken project becomes a leadership training exercise, where reflection, collaboration, and verification build both system stability and leadership capability. The learning is documented, shared, and standardized, forming the foundation for the next cycle of improvement.
Connecting Kaizen, Jishuken, and System Evolution
The relationship between Kaizen and Jishuken mirrors the evolution of the Toyota Production System itself. Kaizen focuses on improving existing processes, while Jishuken focuses on improving the system of improvement. Together, they form a self-reinforcing cycle that drives both operational excellence and leadership growth.
In the early stages, Kaizen teaches how to identify waste, stabilize work, and solve immediate problems. As experience grows, Jishuken teaches how to design systems that prevent problems altogether. Each stage deepens understanding and strengthens the link between process performance and human capability. This progression ensures that improvement remains continuous, not event-driven.
The triangle shown in the image highlights the foundational principles behind this learning structure: Senior Management Driven, People Development Focused, and Radical Innovation through Kaizen. These principles define the balance Toyota maintains between leadership direction, employee participation, and creative problem-solving. Senior leaders set the direction, people develop through participation, and innovation emerges through disciplined reflection and collaboration.
These principles are reinforced through the next visual comparison, where Kaizen and Breakthrough Improvement are contrasted to show how both sustain growth and stability.
Lean TPS visual comparing Kaizen and Breakthrough Improvement for sustainable operations and strategic growth.
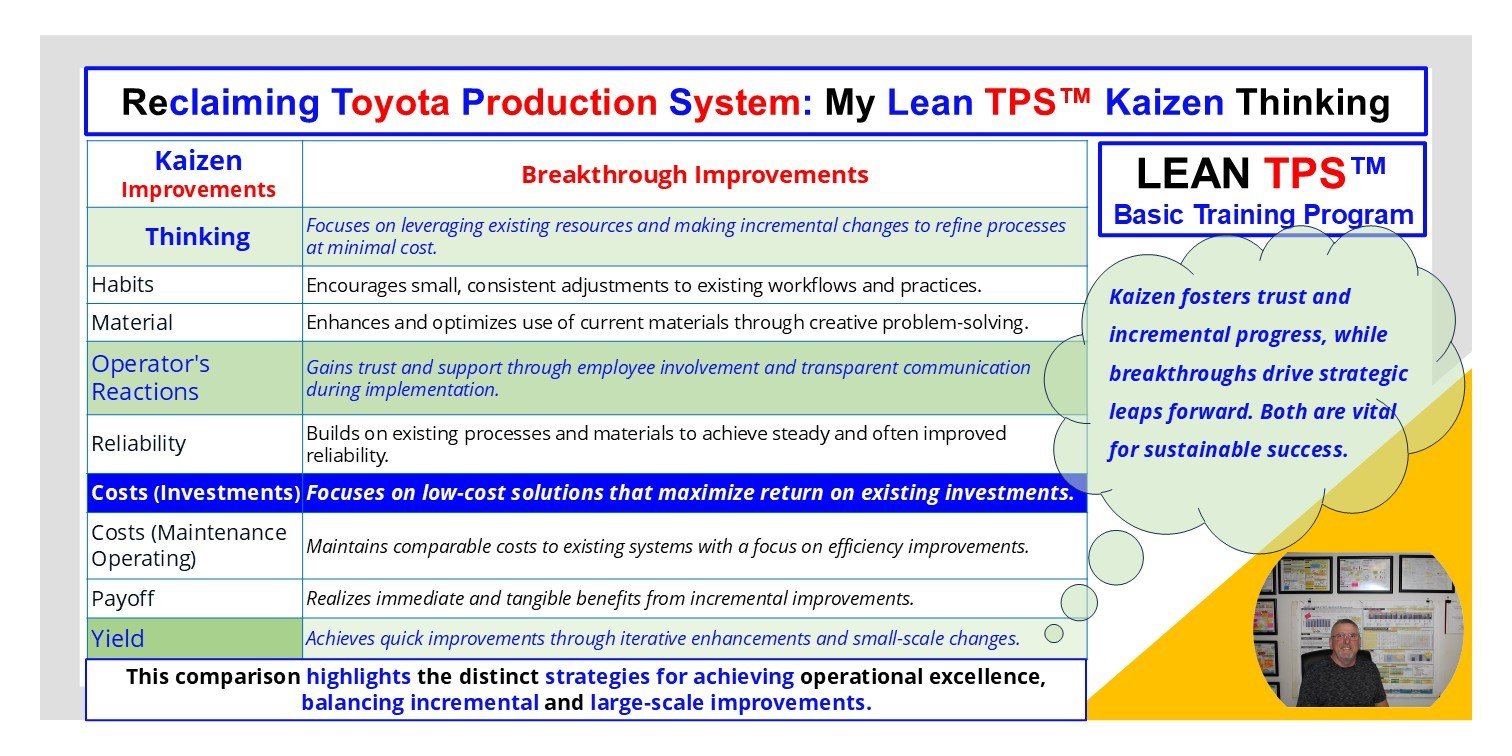
Figure 9. Kaizen vs Breakthrough Improvement – Balancing Incremental and Transformational Change
This image compares Kaizen and Breakthrough Improvement within Lean TPS. It highlights how small, steady improvements build stability and trust, while larger breakthroughs drive strategic transformation. Both are necessary for long-term success.
Kaizen and Breakthrough: Two Paths to Improvement
Kaizen and breakthrough improvement represent two complementary dimensions of the Toyota Production System. Kaizen focuses on steady, incremental progress that refines processes, builds habits, and strengthens teamwork. Breakthrough improvement focuses on significant leaps in performance achieved through innovation, technology, or design change. Both approaches are essential, and the effectiveness of Lean TPS depends on how well they are balanced.
The chart in this image shows that Kaizen relies on existing resources and low-cost adjustments to refine operations. It builds consistency and reliability by developing people’s ability to recognize and eliminate waste. Breakthrough improvement, on the other hand, often requires investment in new processes, technology, or systems. It addresses larger gaps that cannot be solved through local optimization alone.
Toyota’s strength lies in its ability to integrate both paths. Kaizen creates the disciplined foundation necessary for stability and learning. Breakthrough improvement builds on that foundation to achieve step changes in performance. Without Kaizen, breakthroughs cannot be sustained. Without breakthroughs, Kaizen would eventually reach its limits. The two together ensure that the system continues to evolve in both depth and scale.
Leadership’s Role in Balancing Improvement
Leaders are responsible for maintaining this balance. They must know when to encourage steady improvement and when to initiate breakthrough change. The Leadership Skills Check Sheet introduced in the previous section helps leaders build this judgment through structured reflection. It teaches leaders to align actions with system priorities, ensuring that improvement supports both short-term performance and long-term development.
This integration of daily Kaizen and strategic breakthrough reflects Toyota’s unique approach to system design. Improvement is not left to chance or personal initiative. It is managed as a process, built on standards, and led through participation. Every improvement, whether incremental or transformational, contributes to both capability and confidence. This is how Toyota transforms leadership from a role into a process of continuous learning.
The Leadership Learning Cycle
The movement from Kaizen to Jishuken, and from Jishuken to global collaboration, completes the leadership learning cycle within Lean TPS. Leaders begin by learning to see and correct problems. They progress to teaching others how to analyze and improve. Eventually, they design systems that enable continuous learning across entire organizations. Each cycle reinforces the last, creating a culture where leadership and improvement advance together.
This is the meaning of continuous improvement in Lean TPS. It is not only the pursuit of better processes but the pursuit of better thinking. The visible results in quality, cost, and delivery are outcomes of the invisible system of leadership and learning that sustains them. The Kaizen to Jishuken progression ensures that this system remains dynamic, adaptable, and capable of renewal.
Section #9: Summary and Integration – Kaizen as the Learning System
Lean TPS visual showing Kaizen Thinking as the integrated learning system that connects people, process, and performance within the Toyota Production System.

Figure 10. Kaizen Thinking – A Lean TPS Approach to Continuous Improvement
This image represents the full integration of Lean TPS Basic Training. It shows how Kaizen Thinking connects improvement, leadership, and learning into one system designed to build capability and prevent failure.
Kaizen as the Learning System
Kaizen in the Toyota Production System is not a program or a series of tools. It is a learning system built on daily discipline, reflection, and shared problem-solving. Every standard, observation, and improvement activity becomes part of a structured approach that teaches people how to think scientifically. Kaizen Thinking transforms daily work into continuous learning, connecting every level of the organization through a common purpose.
The strength of Lean TPS lies in this connection between people and process. Through Kaizen, operators learn to recognize waste, engineers learn to analyze cause and effect, and leaders learn to teach and sustain improvement. Each level supports the next, forming a complete system that links technical excellence with human development. This relationship between learning and performance ensures that improvement is never a one-time activity but a repeating cycle that strengthens the entire organization.
Integration Across the Lean TPS Framework
All elements of the Toyota Production System converge through Kaizen Thinking.
5S and 6S establish the visual and behavioral foundation for order and safety.
Standardized Work defines stability and makes variation visible.
Just-In-Time aligns production flow to customer demand.
Jidoka ensures that quality is built in and that problems are detected immediately.
Heijunka levels workload and volume to maintain rhythm and balance.
Jishuken develops leadership through structured study and reflection.
Kaizen integrates these elements into a closed loop of observation, reflection, action, and learning. When practiced correctly, it turns the Toyota Production System into a living structure capable of adapting and improving without losing stability. Every activity feeds learning, and every standard creates the next opportunity for progress.
Leadership and Culture
Leadership in Kaizen Thinking is grounded in participation, not authority. Leaders are expected to model problem-solving, teach standardization, and promote reflection. They engage directly at the Gemba to see problems as they occur, working with their teams to confirm facts and test countermeasures. Through this engagement, leadership evolves from managing performance to developing capability.
Kaizen also defines Toyota’s culture of respect for people. Respect is shown not through words but through systems that enable employees to succeed. When people are trusted to identify and solve problems, they become contributors to learning rather than executors of tasks. This culture turns continuous improvement into a shared responsibility rather than a management directive. Everyone becomes part of the process of learning and prevention.
From Method to Mindset
Kaizen Thinking represents the transformation of Lean TPS from a production method into a mindset. It teaches that every process can be improved, that every problem is a chance to learn, and that every person has a role in strengthening the system. The tools of TPS are valuable only when they are used to build thinking capability. Without this purpose, improvement remains superficial.
Through repetition, verification, and standardization, Kaizen creates habits of observation and discipline. These habits form the foundation for leadership development, system stability, and long-term competitiveness. The true measure of Kaizen is not only improved results but improved thinking at every level of the organization.
Continuous Improvement as a Way of Life
The Toyota Production System is sustained through people who practice Kaizen every day. They do not wait for permission to improve, nor do they rely on special events or external programs. Improvement is embedded in their daily routine. The rhythm of observation, correction, and reflection becomes second nature. This discipline creates a stable system that prevents failure and sustains learning through generations of leaders.
When Lean TPS is applied in this way, it becomes more than a manufacturing system. It becomes a system of leadership, learning, and prevention. Every improvement teaches something new, and every standard preserves that learning for others to build upon. This is how Toyota achieves stability and growth at the same time by treating improvement as education and leadership as teaching.
Summary
Kaizen Thinking is the unifying logic of Lean TPS Basic Training.
It connects structure to purpose, people to process, and learning to leadership.
It ensures that improvement is systematic, sustainable, and focused on developing capability, not just performance.
When practiced with discipline and respect, Kaizen becomes the language of excellence across every level of the organization.
Closing Paragraph
This concludes Module 5: Kaizen – Continuous Improvement in Lean TPS.
Through this module, the relationship between 5S, Standardized Work, and Kaizen has been shown as the foundation of learning and leadership development within the Toyota Production System. Each principle builds on the other, creating a living framework that connects people, process, and performance into one system of prevention and growth.
Kaizen Thinking demonstrates that improvement is not an event but a daily discipline. It teaches observation before action, learning before change, and leadership through participation. When practiced consistently, Kaizen transforms not only operations but the way people think and work together.