Hansei, Shopfloor Learning, and the Development of Quality Through TPS Basic Training
Reflection, or Hansei, is a central habit in the Toyota Production System. It reminds us to pause, study our Reflection, or Hansei, is a central habit in the Toyota Production System. It is not a soft activity or a periodic review. It is a disciplined method to examine actual conditions, confront gaps, and strengthen Quality through learning. Hansei forces a reset in thinking. It prevents drift. It establishes a condition where progress is measured against reality, not intention.
My Lean TPS Basic Thinking was developed through that discipline of reflection during my early years implementing TPS at Toyota BT Raymond in Canada. The work was not theoretical. It was grounded in daily execution, production pressure, and the requirement to build Quality into the system, not inspect it after the fact. Every element of the training was shaped by what worked on the shop floor and what failed when conditions were not controlled.
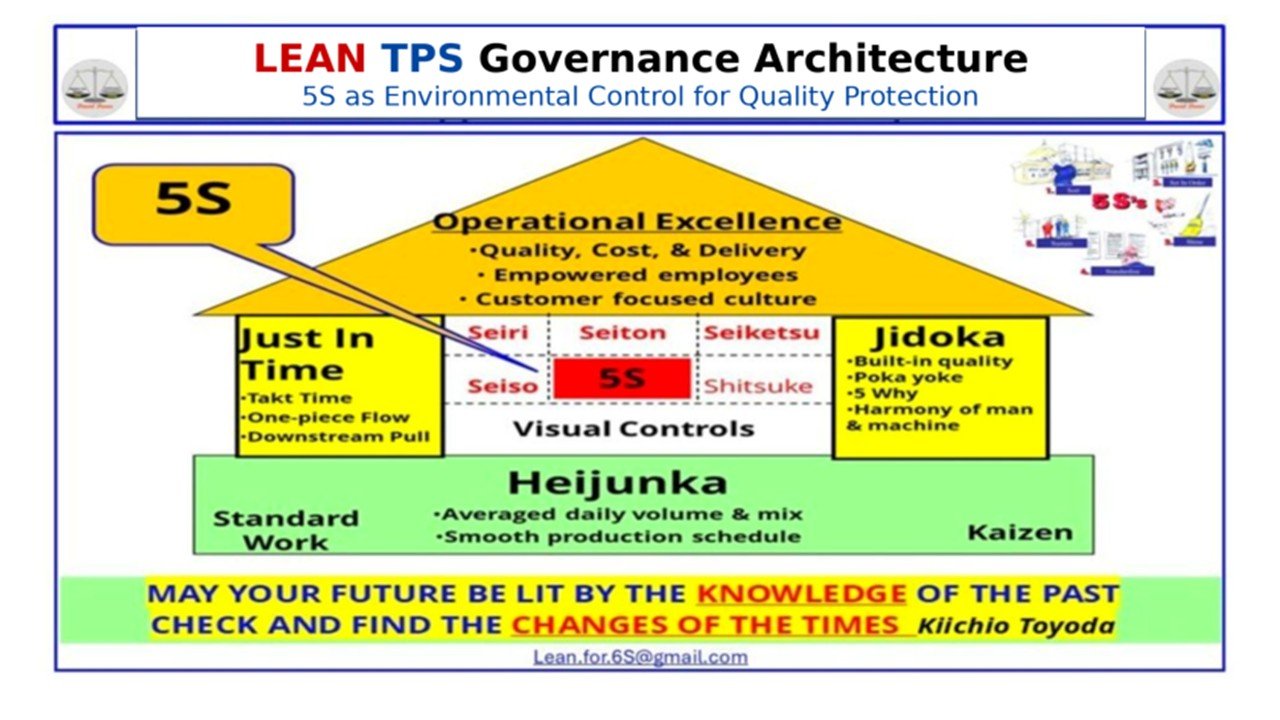
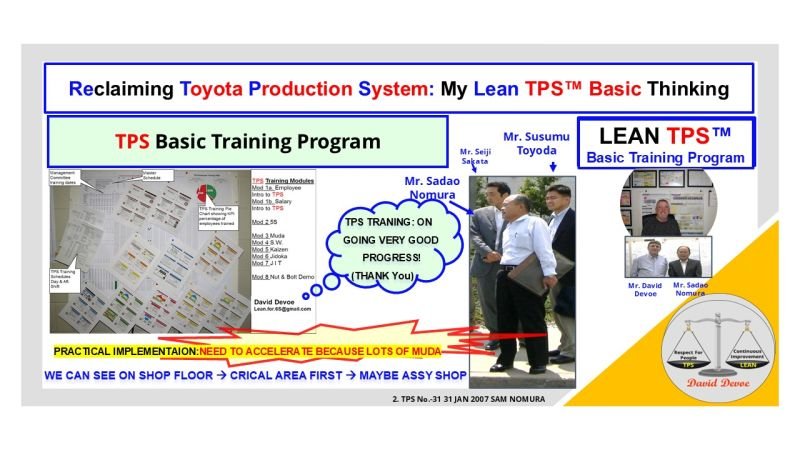
During this period, I developed a customized TPS Basic Training Program to establish foundational thinking across the operation. The purpose of the program was not to explain TPS concepts. The purpose was to build capability to execute work with stability, to expose abnormality, and to respond in a way that protected Quality. The modules were structured around three core pillars: Just In Time, Jidoka, and Standardized Work. These were not presented as independent tools. They were taught as an integrated system that defines how work must be performed, how flow must be controlled, and how abnormality must be handled.
The training materials were intentionally practical. They were designed for direct use in the work area. Teams did not sit in classrooms reviewing slides disconnected from production. They learned by applying concepts at the point of execution. Visual controls, work sequences, takt alignment, and stop conditions were taught in the context of real processes. The objective was to make problems visible and to force learning through action. Quality was the reference point for every discussion.
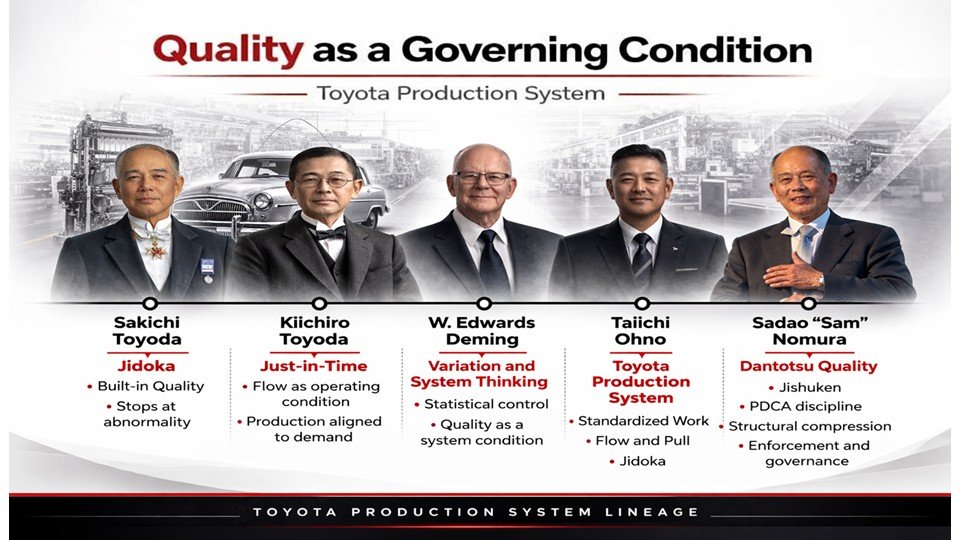
When Mr. Sadao Nomura, Senior Advisor at Toyota Industries Corporation, visited our facility, he reviewed these modules in detail. His review was not a formality. It was a direct examination of how TPS thinking was being translated into daily work. He observed the materials, the structure, and the connection to actual operations. His response was precise: “TPS training ongoing very good progress. Thank you.” That statement was recorded in Nomura Memo No. 31, dated January 2007.
The significance of that feedback was not recognition. It was confirmation that the direction was aligned with Toyota’s expectations for developing people through structured work. Mr. Nomura’s standard was not presentation quality. His standard was whether the system could produce stable conditions, expose abnormality, and drive improvement through disciplined response. His emphasis remained on Quality as the outcome of correct system design and execution.
His direction was consistent and direct. There was too much muda in daily operations. Improvement had to accelerate. The starting point was not analysis from reports. The starting point was the shop floor. Critical areas had to be identified through direct observation. Work had to be studied at the point of execution. Problems had to be seen with clarity before any countermeasure could be applied.
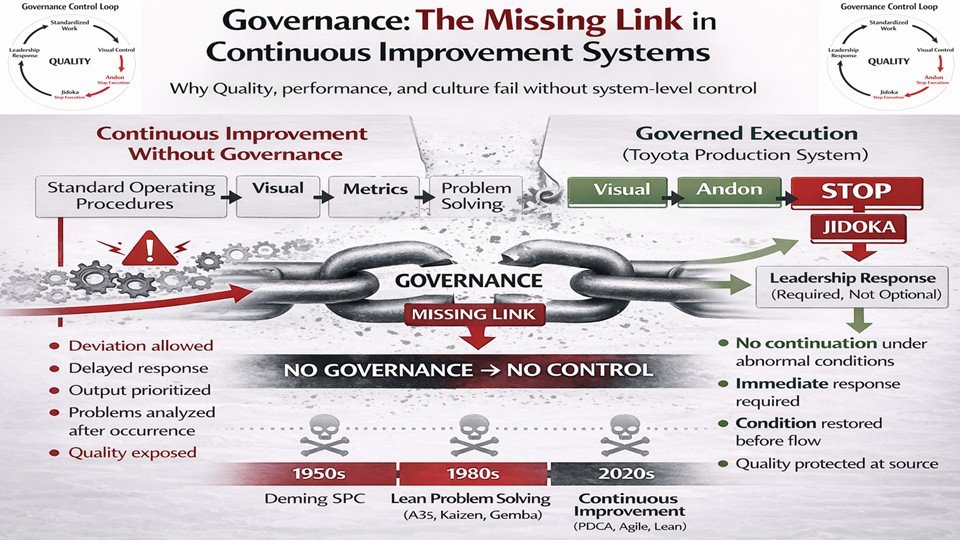
This guidance shaped how the training program evolved. The modules were adjusted to strengthen the connection between observation and action. Teams were trained to define normal conditions through Standardized Work so that deviation could be identified immediately. They were taught to understand takt as a governing condition, not a calculation. They were required to stop when abnormality occurred, not continue production and correct later. These were not optional behaviors. They were conditions required to protect Quality.
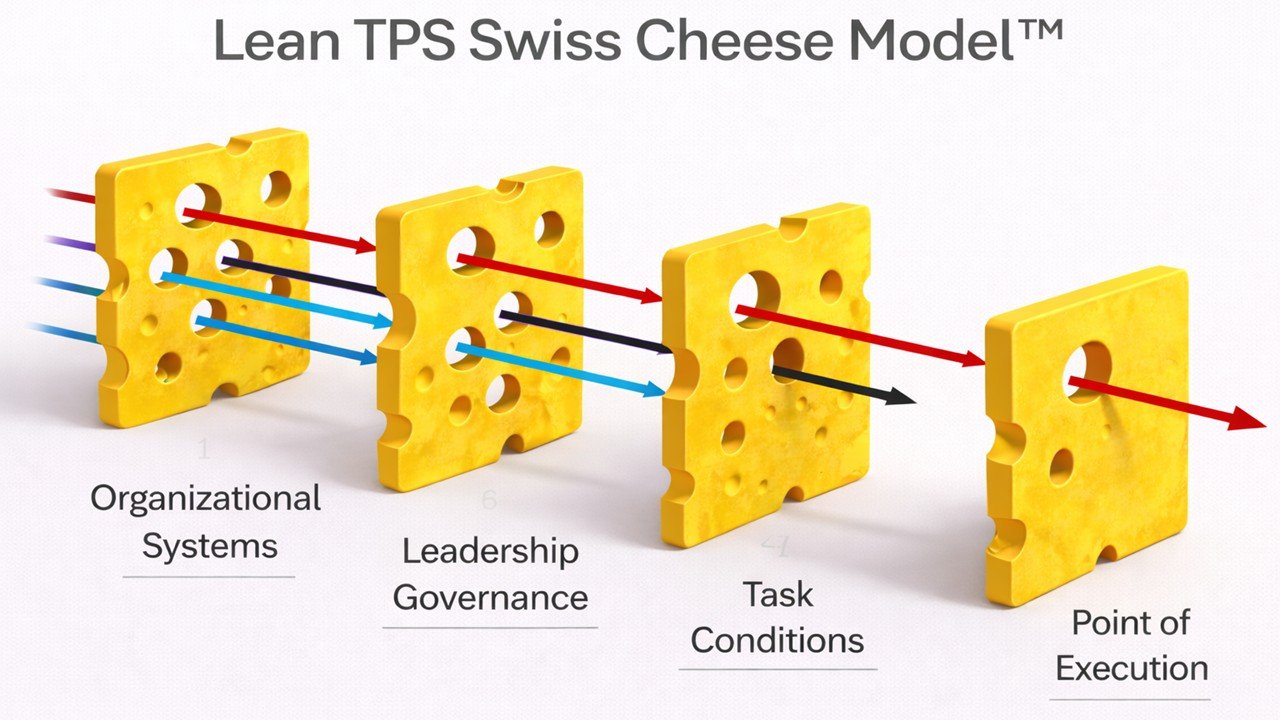
As TPS Coordinator, Kaizen Manager, and later Jishuken Core Member with Toyota Material Handling Manufacturing North America, I applied these principles in daily operations. The role was not to facilitate events or introduce tools. The role was to establish conditions where the system could function as designed. That required discipline in how work was defined, how performance was measured, and how leadership responded to problems.
Working alongside Mr. Nomura, Mr. Seiji Sakata, and Mr. Susumu Sonny Toyoda reinforced this understanding. Their focus was consistent. They did not spend time discussing concepts at a high level. They focused on conditions in the process. They examined flow, balance, and stability. They challenged whether Standardized Work was defined correctly. They observed whether abnormality triggered an immediate response. Their standard was clear. If the system allowed defects, delay, or variation to pass forward, then the system was not designed correctly.
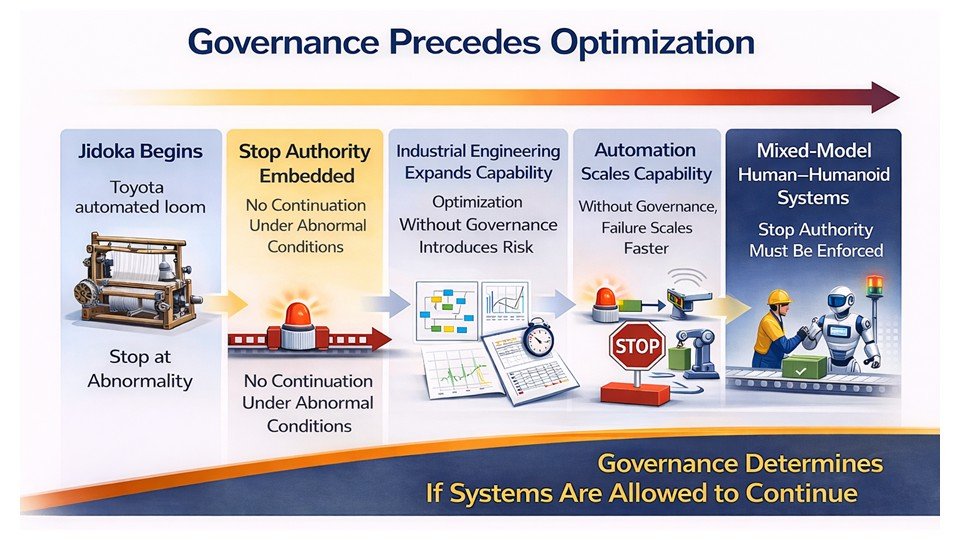
Jidoka was not explained as automation. It was enforced as a control condition. The process had to stop when abnormality occurred. This created a requirement for leadership to respond immediately. Problems were not allowed to accumulate. Each stop was an opportunity to restore the correct condition and strengthen the system. This is how Quality is built into the process.
Just In Time was not presented as a scheduling method. It was defined as the condition where flow is aligned to demand through takt and controlled through pull. When flow is correct, problems become visible. When flow is not correct, instability is hidden. The training emphasized that flow is not an outcome. It is a condition that must be designed and maintained.
Standardized Work formed the foundation. Without a defined normal condition, there is no reference for abnormality. Without a reference, there is no trigger for response. The training required teams to define work sequences, cycle times, and standard inventory. This was not documentation for compliance. It was the mechanism that allowed the system to function.
Heijunka was introduced as a requirement for stability. Without leveling, variation enters the system and creates disruption. The training connected Heijunka to workload balance and capacity planning. Teams were taught that unevenness leads directly to overburden and waste. Stability must be designed into the system, not managed after instability appears.
Jishuken activity reinforced these principles at a deeper level. The focus was not improvement for its own sake. The focus was structural correction. Problems identified through observation were addressed through changes to the system, not temporary countermeasures. The expectation was that improvements would be embedded into Standardized Work so that learning became part of the system.
The presence of Mr. Nomura and Mr. Toyoda during these activities elevated the standard. Their questions were direct. Where is the abnormality. What is the normal condition. Why does the process allow this condition to continue. What is the response. These questions forced clarity. They removed ambiguity. They required that every action be connected to system design and Quality.
Lean TPS Basic Thinking continues from this foundation. It is not a collection of tools. It is a structured way of thinking that connects purpose, process, and people. The modules are designed to build capability step by step. Teams learn to see the process, define conditions, identify gaps, and respond in a way that strengthens the system.
The emphasis remains on Quality. Every element of the system must protect Quality. If a process produces defects, the process must be corrected. If flow is unstable, the conditions must be adjusted. If leadership does not respond to abnormality, the system will degrade. Quality is not an outcome to be measured. It is a condition to be designed and maintained.
The lessons from this period remain consistent. Training must be connected to execution. Observation must drive understanding. Standardized Work must define the normal condition. Jidoka must enforce response. Just In Time must establish flow. Heijunka must stabilize the system. Leadership must operate at the point of occurrence.
The message from Mr. Nomura remains clear. There is always muda to eliminate. There is always progress to make. Improvement is not a project. It is a requirement of the system. Continuous improvement begins with seeing clearly, thinking deeply, and acting immediately.
Lean TPS Basic Thinking exists to support that requirement. It provides a structured method to develop people who can understand the system, identify abnormality, and take action to protect Quality. The objective is not to replicate Toyota. The objective is to understand the principles that allow the Toyota Production System to function and to apply them with discipline.
The reflection that began this work continues. Hansei is not complete. Each application reveals new gaps. Each gap requires a response. Each response strengthens the system. This is how capability is developed. This is how Quality is sustained. This is how the Toyota Production System must be understood and applied.