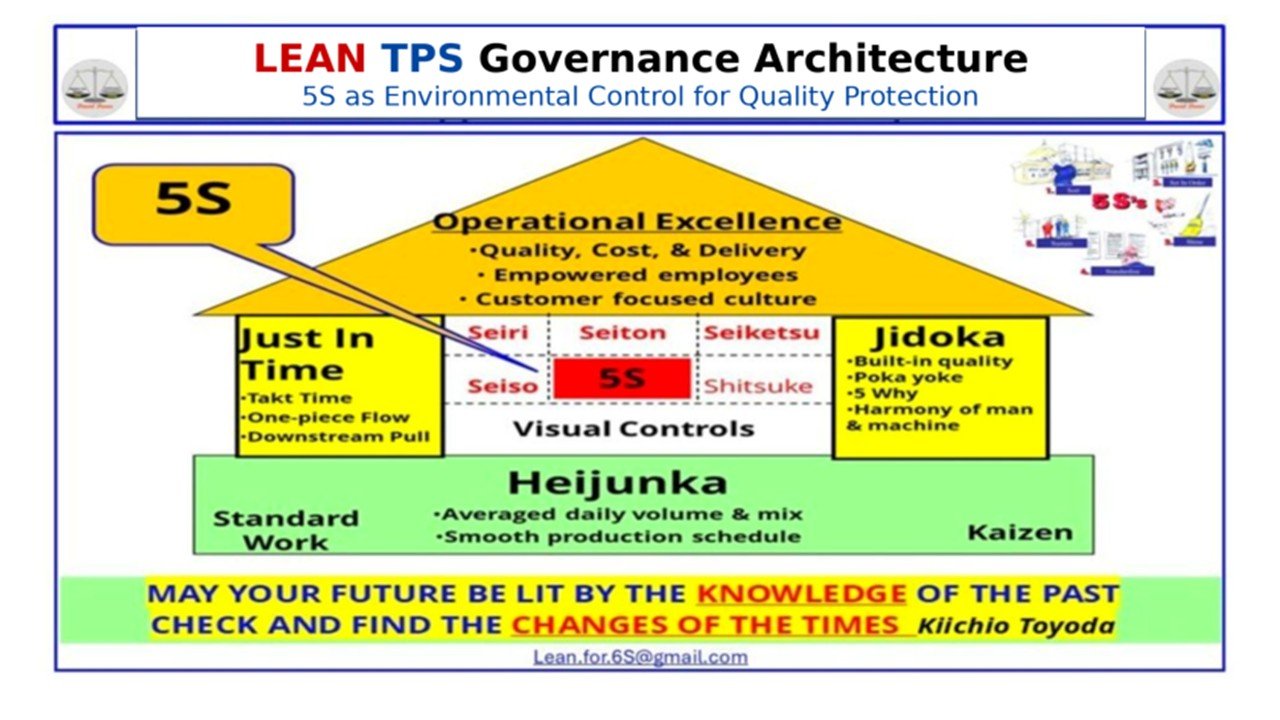
This case illustrates how Jishuken leadership operates as a governance mechanism within the Toyota Production System.
At Toyota L&F Takahama, Jishuken was practiced as a structured learning process that developed people by solving real problems at the Gemba. The visible results were impressive, but the deeper achievement was the transformation of leadership behavior and supplier capability.
This Takahama case study shows how Jishuken builds the foundation for continuous improvement through direct observation, teamwork, and disciplined reflection. It demonstrates how Lean TPS applies Toyota’s original development logic to strengthen supplier systems and leadership capability.
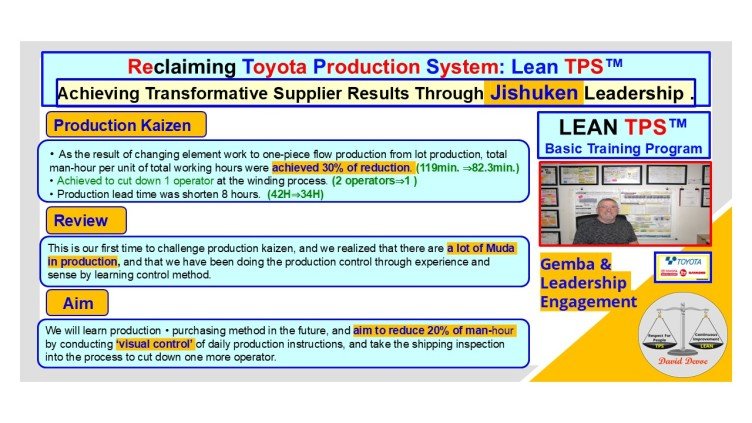
Production Kaizen
A supplier supporting Toyota L&F participated in a Jishuken project designed to improve flow and reduce waste. The change from lot production to one-piece flow achieved measurable improvement:
- Total man-hours per unit were reduced by 30 percent (from 119 minutes to 82.3 minutes).
- The winding process was improved, reducing two operators to one.
- Total production lead time was shortened by eight hours (from 42 hours to 34 hours).
These results came from studying actual conditions, testing countermeasures through Kaizen, and aligning each step with standardized work. The process not only improved efficiency but also established a method of learning that could be applied repeatedly.
Review
For the supplier, this was the first structured Kaizen challenge under Toyota leadership. Observation at the Gemba revealed significant Muda in production. Much of the control process was based on intuition and experience rather than data.
The Jishuken team learned to see waste clearly, identify root causes, and connect facts to improvement priorities. The reflection process deepened understanding of how leadership influences process stability. It became clear that improvement requires both technical accuracy and human development.
Aim
The next stage of improvement focused on expanding learning across production and purchasing systems. The goals were:
- Reduce an additional 20 percent of man-hours.
- Strengthen visual control of daily work instructions.
- Integrate shipping inspection into the production process to remove one more operator position.
These objectives represented a commitment to capability building rather than short-term efficiency. Each improvement was grounded in observation, problem solving, and respect for people. This approach reflected the core Toyota philosophy that systems improve when people improve.
Conclusion
The Takahama Jishuken experience demonstrates how Lean TPS develops both process and leadership. The measurable results were shorter lead time, reduced waste, and better flow. The lasting result was the creation of a learning organization that could sustain improvement independently.
Lean TPS restores Jishuken as a leadership system rather than a technical program. It ensures that improvement builds people first, process second, and results third. Through this disciplined structure, suppliers and organizations create the stability, trust, and capability needed for long-term success.