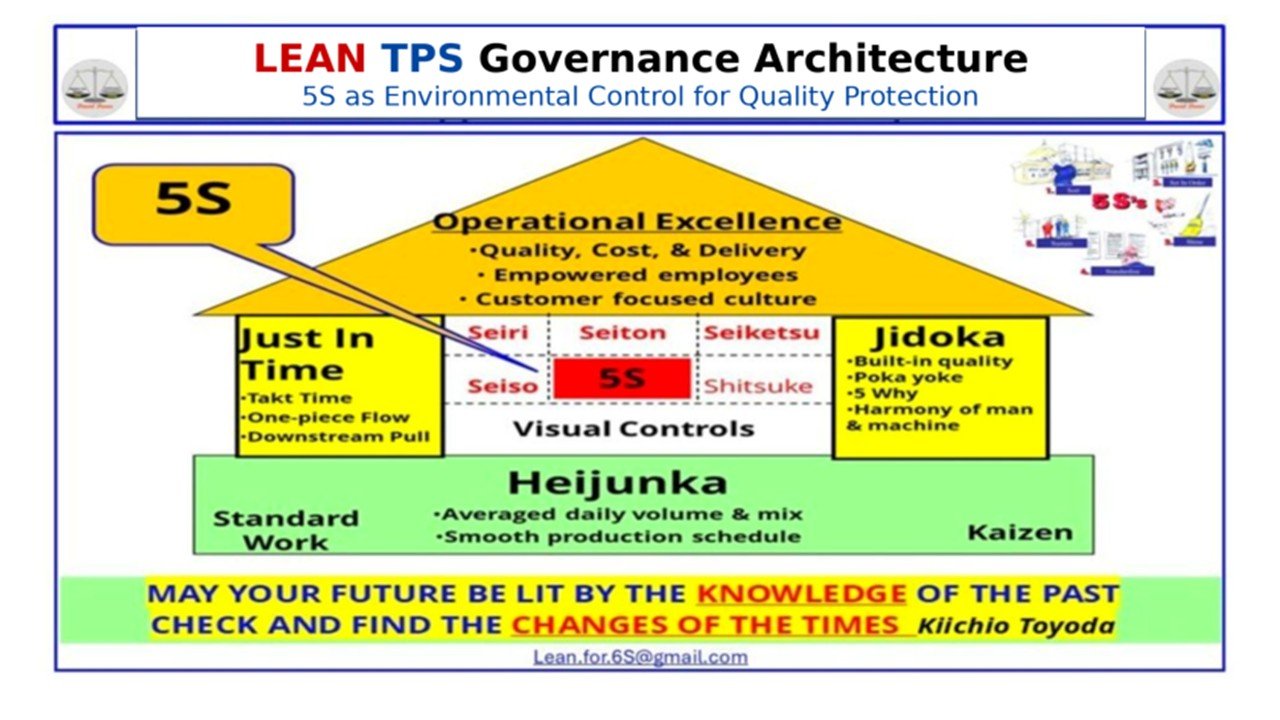
Corporate Governance Architecture
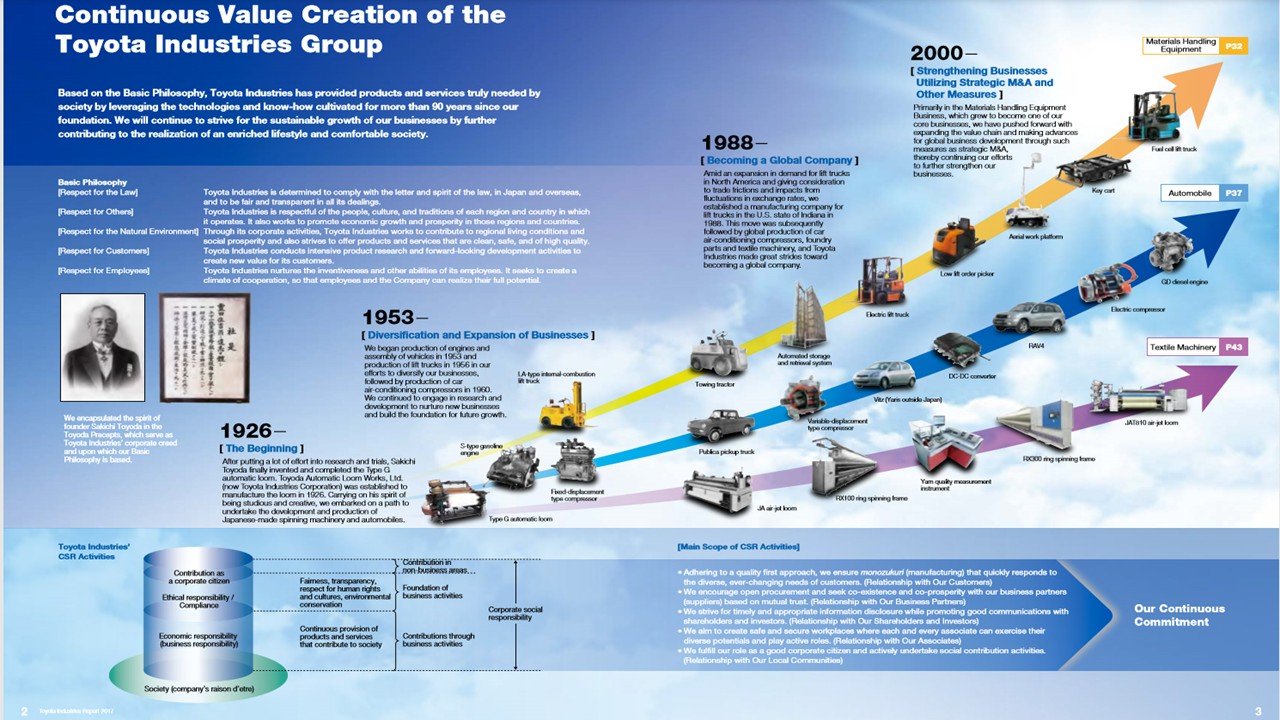
Most contemporary explanations of the Toyota Production System begin with Toyota Motor Corporation and the development of automobile mass production. That starting point is historically incomplete and structurally misleading. The manufacturing origin of the Toyota Production System is Toyota Industries Corporation.
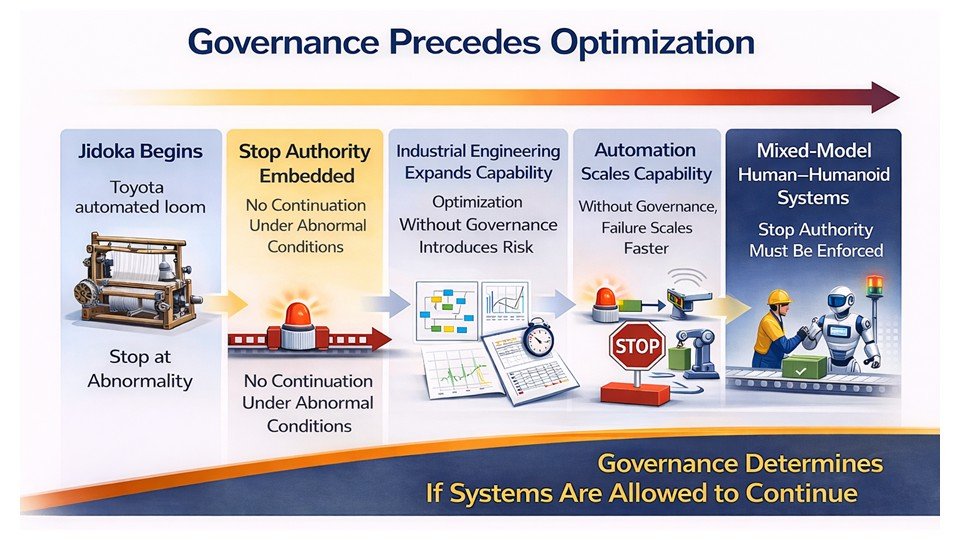
Toyota Industries Corporation was founded in 1926 as Toyoda Automatic Loom Works. The Type G automatic loom introduced a decisive manufacturing principle that would later define the architecture of the Toyota Production System. The loom was designed to stop automatically when a thread broke. Production did not continue under defect conditions. An abnormal condition triggered an immediate halt. Restart required human intervention and correction of the cause before production resumed.
This mechanism established autonomation as a governing production rule.
Autonomation did not represent simple automation. It established the structural requirement that output must never override confirmed operating conditions. Abnormality detection was mandatory. Stop authority was built into the equipment. Human judgment was required to restore normal conditions. Recurrence prevention was required before continuation. This logic converted Quality from a downstream inspection activity into an embedded operating condition.
This governing principle preceded the development of automobile production. It preceded international expansion. It preceded Lean (post-1988). The Toyota Production System did not originate as a set of tools for efficiency improvement. It originated as manufacturing governance logic.
Toyota Industries Corporation extended this control logic as it diversified into internal combustion engines, compressors, textile machinery, lift trucks, and global logistics systems. Each expansion occurred within a defined philosophical and managerial framework. Technical capability was developed. Production stability was confirmed. Supplier alignment was established. Quality confirmation routines were embedded. Only then was scale increased.
The Toyoda Precepts reinforced this structural foundation by defining behavioral obligations for leadership. Respect for customers required durable and reliable products. Respect for employees required defined work conditions and structured capability development. Respect for law and society constrained opportunistic expansion. These precepts functioned as governance standards rather than aspirational values.
Understanding the Toyota Production System requires returning to this manufacturing foundation. Toyota Industries Corporation is not a peripheral affiliate of Toyota Motor Corporation. It is the institutional origin of autonomation, disciplined execution, and governance-based Quality control.
The thesis of this article is precise.
Toyota Industries Corporation represents the manufacturing governance origin of the Toyota Production System. Materials Handling Equipment provides the clearest modern demonstration of how this governance architecture scaled globally while preserving structural integrity and Quality discipline.
1926: Origin of Autonomation and the Toyoda Governance Foundation
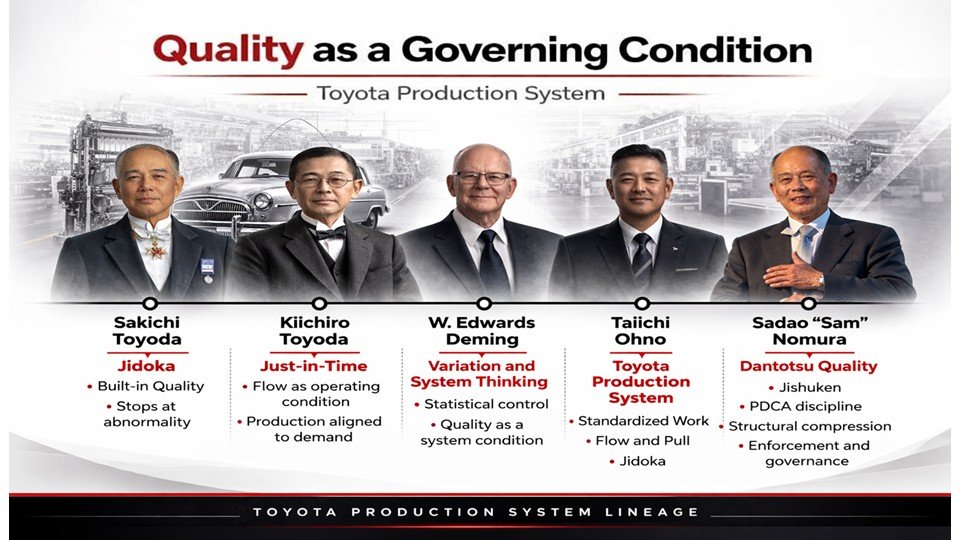
Toyota Industries Corporation was established in 1926 as Toyoda Automatic Loom Works. The founding product, the Type G automatic loom invented by Sakichi Toyoda, did more than introduce mechanical innovation into the textile industry. It established a manufacturing governance principle that would later define the architecture of the Toyota Production System.
The Type G loom was designed to stop automatically when a thread broke or when an abnormal weaving condition occurred. Production did not continue under defect conditions. The machine did not rely on downstream inspection to detect errors after damage had accumulated. Abnormality triggered an immediate halt. The operator was required to identify the cause, correct the condition, confirm restoration of normal operation, and only then restart the machine. Output was subordinated to confirmed operating conditions. Quality was protected at the source.
This mechanism later became formalized within the Toyota Production System as Jidoka. The commonly used English phrase “automation with a human touch” approximates the meaning but does not capture its structural precision. The more accurate term is autonomation. Autonomation refers to automation equipped with the authority to detect abnormality and stop production without human delay. It embeds judgment-triggered interruption into the process itself.
Autonomation introduced a non-negotiable structural rule into manufacturing:
Abnormality must be detected immediately.
The process must stop.
The cause must be identified and corrected.
Recurrence must be prevented before continuation.
This rule transformed Quality from a downstream inspection outcome into a built-in operating condition. Defects were not allowed to travel forward. Correction was not optional. Restart required confirmation. In this way, the loom institutionalized a disciplined refusal to pass defects to the next stage.
The significance of this principle extended beyond machinery. Autonomation defined expected management behavior. If a machine was required to stop under abnormal conditions, leadership was required to respond under abnormal conditions. Production targets could not override defect exposure. Process confirmation became mandatory. Supervisory responsibility included direct verification of conditions. Learning was embedded within execution because each stop created an opportunity to analyze cause and strengthen the process.
The Toyoda Precepts reinforced this structural logic by defining behavioral standards for leaders and employees. The precepts emphasized sincerity, contribution to society, responsibility, continuous study, and creativity. These statements were not abstract moral aspirations. They functioned as governance constraints on decision-making. They required leaders to prioritize long-term trust, product reliability, and disciplined improvement over short-term output pressure.
Autonomation and the Toyoda Precepts therefore formed a dual foundation.
Autonomation established technical control logic within the production system.
The Toyoda Precepts established moral and managerial discipline within the organization.
Technical control without moral discipline would degrade into mechanical compliance. Moral aspiration without technical control would degrade into rhetoric. Together, they created a stable governance architecture capable of scaling.
When Toyota Industries later expanded into engines, compressors, lift trucks, and global logistics systems, this governing structure did not change. Each new domain introduced new failure modes, new technical complexity, and new supplier dependencies. The response was not to relax the principle. The response was to extend it. Abnormality required structured response. Quality governed execution. Leadership accountability was embedded at each escalation level.
The origin of the Toyota Production System is inseparable from this 1926 foundation. The loom did not merely prevent broken threads from damaging fabric. It established the architectural rule that production authority is subordinate to confirmed conditions. It institutionalized the refusal to pass defects forward. That refusal became structural. That structure became scalable. That scalability became the basis of the Toyota Production System.
Diversification Under Stable Philosophy
Toyota Industries Corporation did not expand through opportunistic acquisition or unrelated diversification. Each new business domain was entered through mechanical adjacency and only after confirmed operating capability had been established. Expansion was governed by production stability and Quality confirmation, not by speculative market positioning.
After establishing autonomation within textile machinery, Toyota Industries entered internal combustion engine manufacturing in the early 1930s. Engine production required precision machining, combustion chamber calibration, metallurgy control, dimensional tolerance discipline, and coordinated supplier capability beyond what textile equipment demanded. These technical requirements introduced new failure modes. However, the underlying governance logic did not change. Abnormality detection remained mandatory. Stop authority remained embedded. Process confirmation preceded continuation. Production scale did not expand until operating conditions were stabilized.
In 1937, the automotive division was formally separated as Toyota Motor Co., Ltd. This organizational separation enabled specialization in vehicle design and large-scale automotive production. The separation did not represent a departure from the manufacturing governance architecture established at Toyota Industries. The autonomation principle and confirmation discipline were transmitted. The governance logic remained intact across institutional boundaries.
Postwar reconstruction in Japan created accelerated industrial demand. Toyota Industries expanded into compressor production and industrial vehicles. Compressors required sustained operational reliability, thermal stability, pressure containment integrity, and long service life under continuous load. Industrial vehicles introduced additional requirements, including structural durability, hydraulic system reliability, and operator safety integration. Each expansion required the adaptation of production systems to new engineering conditions. The control architecture was not relaxed. It was extended.
Lift truck production began in 1953. This expansion marked a decisive move into industrial logistics infrastructure. The product demanded structural frame strength under load, hydraulic stability during lift cycles, integrated powertrain performance, and defined operator protection systems. Each subsystem introduced potential defect propagation pathways. Accordingly, documented confirmation standards were established at component, subassembly, and final assembly levels. Torque verification, weld integrity confirmation, hydraulic pressure testing, and electrical routing validation were embedded within Standardized Work.
Expansion followed structured sequencing rather than parallel diversification. Technical capability was validated. Production processes were stabilized under defined operating conditions. Supplier capability was aligned to required Quality thresholds. Confirmation mechanisms were embedded into execution. Only after these conditions were verified was volume increased.
Diversification was therefore sequential and mechanically coherent. Textile machinery remained foundational. Automobile-related components supported Toyota Motor operations through shared manufacturing competencies. Materials Handling Equipment developed alongside compressor and engine businesses, drawing upon common capabilities in precision machining, power transmission, structural fabrication, and durability engineering.
By the late twentieth century, three primary value streams were firmly established:
Materials Handling Equipment
Automobile-related components
Textile machinery
These domains were not unrelated businesses aggregated for financial diversification. They were mechanically related through shared production logic, engineering discipline, and Quality confirmation routines. Portfolio coherence reduced operational fragmentation and preserved manufacturing focus.
The Toyoda Precepts functioned as behavioral governance constraints throughout expansion phases. Respect for customers translated into durability requirements and conservative performance validation. Respect for employees required defined work conditions, skill development systems, and safe operating environments. Respect for law constrained regulatory exposure and prevented reckless growth strategies. Respect for the natural environment imposed boundaries on production practices as industrial scale increased.
Diversification therefore served as a governance validation mechanism. Each new product domain tested whether autonomation, Standardized Work discipline, escalation thresholds, and confirmation routines could operate effectively under new technical constraints. Where instability was detected, correction preceded further expansion. Production capability was strengthened before scale increased.
Growth did not dilute principle. Growth exposed principle to stress.
This sequencing created a portfolio that expanded in breadth while preserving architectural coherence. Manufacturing governance was not adjusted to accommodate diversification. Diversification was constrained to fit the governance architecture.
Materials Handling as Architectural Scaling Case
Materials Handling Equipment provides the clearest industrial demonstration of how Toyota Industries Corporation scaled governance architecture across regions without weakening control logic. The business did not expand by relaxing standards. It expanded by extending confirmation discipline across increasing technical and geographic complexity.
Lift truck production began in 1953. The product category required controlled torque application, weld integrity under dynamic load, hydraulic system reliability under pressure cycles, electrical system stability, and integrated operator safety design. Each subsystem introduced distinct failure modes. These failure modes could not be managed through downstream inspection alone. Control had to be embedded within execution.
Assembly lines were structured around defined Standardized Work sequences. Fastener torque values were specified at the individual joint level and verified using calibrated tools. Weld penetration standards were documented, and sampling protocols confirmed structural integrity under load requirements. Electrical harness routing followed defined pathways to prevent abrasion, interference, and signal instability. Hydraulic systems were pressure-tested under predetermined parameters prior to final release. Paint thickness and corrosion protection standards were measured against documented micrometer thresholds.
Stop authority was embedded at the workstation level. When torque verification fell outside specification, production paused. When weld irregularities were detected, correction preceded continuation. When paint thickness deviated from defined limits, rework occurred before downstream movement. Quality confirmation was integrated into each stage of production. The objective was prevention of defect propagation rather than containment after completion.
As global demand increased, governance alignment became more complex. Manufacturing expanded beyond Japan. In 2000, the acquisition of BT Industries in Sweden and The Raymond Corporation in the United States extended the manufacturing footprint across Europe and North America. Each organization possessed established engineering cultures, regional supplier networks, and existing production systems. Expansion therefore introduced governance dispersion risk.
Integration required structural alignment at multiple levels. Engineering change management systems were synchronized to ensure that design revisions were applied consistently across regions. Defect classification systems were standardized to prevent semantic variance in reporting. Supplier qualification criteria were unified to maintain consistent component Quality thresholds. Escalation thresholds for field failures were defined identically across regions. Reporting cadence for production stability metrics was aligned.
Cross-regional TPS working groups were established to maintain governance consistency. Representatives from Japan, Europe, and North America reviewed process stability indicators, recurrence prevention effectiveness, and countermeasure implementation status. Variance between plants was analyzed structurally. Differences were traced to process conditions, training gaps, or supplier deviation rather than attributed to regional management preference.
Design review discipline was standardized across the global organization. New product introduction required confirmation against defined reliability benchmarks prior to release. Field service data from one region informed engineering revisions globally. Countermeasures were documented formally and embedded into revised production standards across all facilities. Confirmation preceded continuation.
Supplier alignment extended beyond internal operations. Regional component suppliers were brought into harmonized Quality thresholds. Escalation triggers for supplier deviation were defined consistently. Recovery expectations and corrective action timelines were formalized. Supplier governance mirrored internal confirmation discipline.
Materials Handling manufacturing requires coordination across multiple interdependent domains:
Powertrain assembly
Hydraulic system integration
Structural welding
Paint and corrosion protection
Battery or internal combustion energy systems
Electronic control systems
Failure propagation risk is high because instability in one subsystem can compromise overall equipment reliability and operator safety. Governance integration reduced systemic variance across these interdependencies. Confirmation discipline was applied at subsystem level, plant level, regional level, and enterprise level.
Market leadership in Materials Handling did not result from rapid expansion alone. It emerged from controlled integration, reliability validation, and disciplined escalation response. Revenue dominance within Toyota Industries Corporation reflects governance maturity rather than opportunistic scaling.
Scale increased operational complexity. Governance constrained that complexity through defined operating conditions, aligned reporting systems, and embedded stop authority across regions.
Materials Handling demonstrates that autonomation logic can extend from machine-level abnormality detection to multinational manufacturing coordination without loss of architectural coherence. The control rule established in 1926 remained intact while production footprint expanded globally.
Quality as Governing Condition
Quality at Toyota Industries Corporation is not defined primarily by defect rate or warranty performance. Quality is defined as adherence to confirmed operating conditions at every stage of production and throughout the product lifecycle. Conformance to specified conditions governs continuation of work. Output volume is subordinate to this requirement.
In Materials Handling assembly, torque values are specified at the individual fastener level. Calibrated verification tools record applied torque for each critical joint. When measured values fall outside defined parameters, production stops at the point of occurrence. Correction is executed before downstream continuation. The objective is not containment of rework. The objective is prevention of defect propagation.
Weld integrity is confirmed through documented penetration standards and structured sampling protocols, including destructive testing where required. Paint thickness is measured against defined micrometer thresholds to ensure corrosion resistance and durability. Electrical harness routing is confirmed against fixed path specifications to prevent abrasion, interference, and signal instability. Hydraulic systems are tested under defined pressure conditions prior to release.
These mechanisms are not inspection layers appended after assembly. They are embedded confirmation controls within Standardized Work. Process continuation depends on condition confirmation.
Enterprise-level articulation of expectations is formalized through Quality Vision 2020. Execution authority, however, remains at the process level. Product Quality, marketing Quality, and management Quality are integrated through defined review loops and escalation thresholds.
Product Quality is governed through structured design validation protocols. Engineering change management requires documented impact assessment prior to implementation. Field service data is analyzed using defined classification and recurrence tracking methodology. When structural causes are identified, countermeasures are embedded into revised standards before product release. Confirmation precedes continuation.
Marketing Quality aligns external claims with validated production capability. Performance specifications are constrained by confirmed operating data. Overstatement of capability is treated as governance deviation because it creates instability between promise and execution.
Management Quality requires leaders to confirm process adherence directly. Layered confirmation routines require supervisors and managers to verify that Standardized Work is executed as defined. Deviation triggers structured problem-solving using documented methodology. Tolerance of abnormality is treated as governance failure.
Quality committees review defect trends across regions according to scheduled cadence. Field performance data is shared internationally. Recurrence prevention effectiveness is evaluated against measurable reduction targets. Cross-regional comparison prevents localized normalization of instability.
Abnormality response follows defined escalation sequence:
Detection at process point
Immediate containment
Root cause analysis using documented methodology
Countermeasure implementation
Standard revision
Follow-up confirmation audit
The objective is elimination of recurrence through structural correction, not temporary suppression of symptoms.
Supplier Quality is integrated within the same architecture. Incoming component variance triggers supplier-level investigation. Engineering and procurement coordinate corrective action. Shared metrics and escalation thresholds align expectations across regions. Supplier deviation is treated as system instability rather than transactional inconvenience.
Quality therefore functions across multiple layers:
Process condition confirmation
Design validation discipline
Field feedback integration
Leadership accountability
Supplier alignment
Production volume does not override confirmed condition compliance. Continuation authority is conditional upon adherence to defined standards.
Quality is not an abstract corporate value. Quality is mechanical discipline, procedural structure, and managerial obligation embedded within execution.
Enterprise Governance Architecture
Global scale introduces dispersion risk. As business units expand across regions, products, and regulatory environments, decision authority can fragment. Toyota Industries Corporation addresses this risk through defined authority architecture and independent confirmation mechanisms that preserve governance discipline under complexity.
The Board of Directors establishes strategic direction, capital allocation priorities, acquisition criteria, and long-term risk posture. Strategic proposals are evaluated against defined stability conditions, including operational capability, supplier alignment, Quality confirmation systems, and risk exposure thresholds. Investment approval is contingent upon governance capacity, not solely projected financial return.
Independent outside directors participate in board deliberations to reinforce confirmation discipline. Their function is structural rather than symbolic. Decision approval and decision confirmation are separated to prevent unchecked executive momentum. Oversight mechanisms are designed to ensure that strategic acceleration does not override operating stability.
Parallel oversight is provided by the Audit and Supervisory Board. This body reviews financial reporting accuracy, internal control effectiveness, and compliance integrity. It operates independently of day-to-day executive management. Deviations in reporting, internal control weakness, or compliance exposure are investigated through structured audit processes. Corrective action is documented and verified prior to closure.
Authority boundaries are formally defined. Divisional leaders possess execution authority within specified operating limits. Escalation thresholds are predetermined. When financial exposure, compliance deviation, operational instability, or reputational risk exceeds defined limits, decision authority transfers upward for review and confirmation. This transfer is procedural, not discretionary.
The objective of this architecture is to prevent localized optimization from accumulating systemic exposure. Decentralized execution is permitted within centralized boundary conditions.
Functional committees transmit governance rhythm into operating domains. These committees operate under documented mandates and scheduled review intervals.
Quality committees review defect trends, field performance data, recurrence prevention effectiveness, and cross-regional variance.
Production committees evaluate capacity decisions against confirmed demand conditions and process stability.
Procurement committees assess supplier qualification, risk concentration, contractual exposure, and alignment with Quality standards.
Technology councils review engineering investments relative to long-term product architecture and lifecycle durability.
Compliance subcommittees monitor regulatory adherence, legal exposure, and internal conduct standards.
Each committee operates under defined cadence. Review schedules are established in advance. Documentation is required for all decisions. Countermeasure tracking is mandatory until resolution is verified.
Governance rhythm follows structured temporal sequencing:
Annual strategic planning aligned with capital discipline and risk evaluation.
Quarterly financial and operational confirmation reviews.
Monthly divisional performance monitoring against defined thresholds.
Continuous audit verification of control system effectiveness.
This cadence reduces drift between strategic intent and operational execution. Governance is not episodic. It is recurrent and scheduled.
Acquisition integration follows a defined governance assimilation sequence. Financial reporting systems are harmonized. Quality metrics are aligned. Risk exposure is mapped across supply chain, regulatory, and operational domains. Escalation thresholds are standardized. Committee participation structures are integrated. Cultural integration is insufficient without structural integration. Governance architecture must precede operating expansion.
Enterprise governance therefore functions through:
Defined authority allocation across levels.
Independent confirmation bodies with audit capability.
Explicit escalation thresholds for risk transfer.
Scheduled review cadence across strategic and operational domains.
Documented corrective action tracking until verified closure.
When escalation mechanics are undefined, scale allows silent variance to accumulate. When authority boundaries and confirmation routines are explicit, scale reinforces stability.
The structural logic parallels shop-floor control discipline. Stop authority at the workstation level corresponds to escalation authority at executive level. In both contexts, confirmation precedes continuation.
Risk Management as Corporate Autonomation
Autonomation originated as machine-level stop authority. At Toyota Industries Corporation, the same governing logic operates at enterprise scale through structured risk containment architecture. The principle is consistent. Instability must be detected. Escalation must be triggered. Continuation is conditional upon correction.
At the loom, a broken thread halted production immediately. At the enterprise level, defined instability thresholds initiate escalation. Risk exposure is not treated as abstract possibility. It is categorized, monitored, and assigned to responsible functions under documented policy.
Internal Control Basic Policies define exposure across operations, finance, compliance, supply chain, environmental impact, and information security. These domains are not broad labels. Each is mapped to specific monitoring responsibility, reporting cadence, and escalation thresholds. Risk categories are linked to measurable indicators rather than discretionary judgment.
When disruption occurs, response follows predefined structure. Reaction does not begin with deliberation over authority. It begins with activation of established procedure.
The Crisis Response Manual defines staged reaction sequencing.
Stage 1 consists of condition assessment and containment to prevent further propagation.
Stage 2 consists of coordinated resource deployment and damage isolation across affected divisions.
Stage 3 consists of structured production restoration under defined prioritization criteria.
During major disruption events, Disaster Prevention Headquarters coordinate divisional response. Recovery does not proceed uniformly across all operations. Restoration sequencing is determined by defined criteria, including customer delivery impact, safety exposure, supplier interdependency, and bottleneck criticality within production flow. Priority is assigned based on systemic impact rather than local urgency.
Preparedness precedes disruption. Power restoration drills and system recovery simulations are conducted in advance. Tabletop exercises map supplier tier exposure and component concentration risk. Business Continuity Planning extends beyond internal operations to include major suppliers. Geographic clustering and single-source vulnerability are identified. Recovery time objectives are defined. Countermeasures are rehearsed and verified prior to actual events.
Escalation authority is explicit. When defined thresholds are exceeded, local discretion is suspended. Enterprise-level coordination is activated automatically according to documented protocol. Authority transfer is procedural, not negotiable.
Financial integrity follows the same autonomation logic. Internal audits test the reliability of control systems. Reporting deviation triggers structured investigation and corrective action. Confirmation of correction is required before closure.
Information security governance operates under comparable discipline. Access anomalies, data leakage indicators, and system irregularities initiate predefined containment routines. Exposure is isolated. Root cause is identified. Controls are strengthened prior to restoration of normal operation.
Risk management therefore functions through:
Defined trigger conditions tied to measurable indicators.
Pre-assigned escalation authority with documented transfer thresholds.
Structured restoration sequencing based on systemic impact.
Post-event root cause analysis using formal methodology.
Embedded recurrence prevention through control revision.
Enterprise autonomation does not eliminate disruption. It prevents uncontrolled propagation across divisions and regions. Scale increases exposure surface. Governance defines containment perimeter.
Risk containment at Toyota Industries Corporation is not reactive compliance activity. It is the structural extension of the loom’s stop logic across financial systems, supply networks, facilities, and information infrastructure. Continuation authority remains conditional upon confirmed stability.
Supplier Ecosystem Governance
Toyota Industries Corporation does not manage suppliers as independent transactional vendors. Suppliers operate within an extended governance architecture that aligns Quality performance, delivery stability, cost discipline, technological capability, and managerial reliability with enterprise operating conditions. Supplier relationships are structured to reinforce system stability rather than maximize short-term price advantage.
Procurement policy follows open and transparent competition principles. Supplier selection is based on defined evaluation criteria. These criteria include demonstrated Quality capability, disciplined cost structure, reliable delivery performance, technological competence aligned with product architecture, and stable management systems. Qualification requires evidence of process control, escalation discipline, and recurrence prevention capability. This framework prevents short-term cost optimization from undermining long-term system integrity.
Supplier development reflects Toyota Production System logic. Expectations are defined explicitly and reinforced through structured support. Technical guidance, operational review, and TPS education are extended across the supply base. Suppliers are expected to implement Standardized Work, confirmation routines, and documented problem-solving methodology. Improvement activity is collaborative. Accountability is reciprocal and verified through measurable performance indicators.
Mutual trust forums and supplier conferences reinforce alignment of objectives. Performance transparency is institutionalized through shared metrics and recurring review cadence. Long-term supplier relationships are sustained by documented adherence to defined Quality and delivery thresholds rather than informal preference.
Environmental purchasing guidelines integrate sustainability requirements into sourcing decisions. Environmental compliance capability, emission control practices, and material traceability are evaluated as part of supplier qualification. Procurement governance extends operational discipline beyond internal facilities.
Business Continuity Planning incorporates supplier participation. Risk mapping identifies critical components, geographic clustering exposure, and single-source vulnerability. Scenario exercises simulate disruption events affecting supply continuity. Recovery timelines are evaluated jointly. Countermeasures are documented, rehearsed, and monitored for effectiveness.
Supplier governance therefore operates through:
Defined qualification standards tied to process capability.
Structured performance monitoring with recurring review cadence.
Formal capability development programs aligned with TPS principles.
Joint risk assessment and recovery planning.
Recurrence prevention discipline embedded in corrective action processes.
The objective is not dependency. The objective is aligned capability under shared governance conditions.
This ecosystem approach mirrors internal execution governance. Standardized Work within assembly operations extends into standardized expectations across the supply chain. Abnormality in supplier performance triggers defined escalation and structured response. Variance is analyzed for root cause rather than tolerated as normal fluctuation.
Quality cannot be governed internally while instability is accepted externally. Supplier performance must adhere to the same confirmation discipline applied at the assembly line. Materials Handling Equipment production illustrates this integration. Global component sourcing requires synchronized Quality thresholds across regions. Regional manufacturing plants depend on supplier adherence to defined escalation and confirmation standards. Governance alignment prevents localized supplier instability from propagating into system-wide disruption.
Supplier ecosystem governance strengthens enterprise resilience. As operations expand across global markets, governance extends outward to maintain control coherence. Expansion increases exposure. Structured supplier alignment reduces variance.
Human Capability Architecture
Structural systems do not sustain themselves without disciplined human capability. Governance continuity at Toyota Industries Corporation depends on formal development of technical, managerial, and behavioral competence. Control logic must be replicated through people who understand and execute it under variable conditions.
Toyota Industries formalizes capability development through the concept of Team Strength. Team Strength is defined by three integrated dimensions: technical skill, management skill, and spirit of harmony. These dimensions are operational categories with measurable expectations rather than symbolic values.
Technical skill is developed through structured apprenticeship programs, defined certification standards, and task-specific qualification requirements. Operators are trained to execute work according to documented Standardized Work sequences. Skill confirmation occurs through direct observation and performance verification against defined timing, accuracy, and Quality thresholds. Technical proficiency is reinforced through internal evaluation systems and participation in national skills competitions that measure precision, repeatability, and adherence to defined operating conditions.
Skill development is directly linked to process stability. When a task cannot be executed as designed under normal conditions, the issue is not concealed through output pressure. The process is reviewed. The standard is re-evaluated. Capability gaps are surfaced through structured feedback rather than absorbed through compensatory behavior. Stability of execution takes precedence over superficial productivity.
Management skill is defined as the ability to maintain operating conditions under variability. Supervisors are trained to confirm adherence to Standardized Work, to recognize abnormality promptly, and to initiate structured problem-solving using documented methodology. Leadership development programs emphasize PDCA discipline, defined escalation thresholds, and confirmation routines. Managers are evaluated on their ability to sustain operating conditions rather than merely achieve output targets.
Managers are expected to practice genchi genbutsu. Direct observation at the point of work replaces reliance on secondary reporting. Decision-making is grounded in verified process conditions and measured data. Assumptions are replaced by confirmation.
Spirit of harmony functions as coordination discipline across functional boundaries. Engineering, production, procurement, and sales operate under shared objectives defined by Quality, stability, and long-term reliability. Harmony does not imply avoidance of disagreement. It requires disciplined alignment around documented standards and structured decision processes.
TICO Business Practices codify behavioral expectations that reinforce this architecture. Respect for law governs regulatory compliance. Respect for customers requires product reliability and truthful performance representation. Respect for employees requires defined and safe working conditions. Respect for the natural environment imposes operational boundaries that shape engineering and production decisions. These principles constrain behavior within governance architecture.
Capability architecture extends beyond factory walls. Engineering teams coordinate across regions to align product platforms and confirm design standards. Supplier development specialists transfer TPS practices externally to reinforce Quality alignment within the supply chain. Regional leaders participate in cross-company working groups to synchronize governance standards and reporting cadence.
During acquisition integration, human capability alignment becomes critical. Shared training programs, leadership exchanges, and standardized reporting practices reduce cultural variance. Governance logic is explicitly taught and reinforced. Alignment is achieved through structured education rather than assumed assimilation.
Capability reinforcement mechanisms include layered confirmation routines, structured problem-solving training, cross-regional working groups, leadership rotation programs, and formal evaluation systems tied to adherence to defined operating standards. Performance appraisal incorporates confirmation discipline and recurrence prevention effectiveness.
Human systems function as the replication mechanism for governance architecture. Without disciplined capability development, autonomation degrades into procedural compliance without understanding. With disciplined development, control logic becomes institutional reflex.
Materials Handling operations provide operational evidence. Assembly supervisors verify torque, alignment, and electrical integrity at defined intervals. Engineers validate design changes through structured review protocols before release. Service networks capture field feedback and transmit structured countermeasures into revised production standards.
Capability is not supplemental to governance. Capability sustains governance across scale, geography, and time.
Environmental Governance as Operational Control
Environmental governance at Toyota Industries Corporation is structured as operating control embedded within manufacturing systems rather than as an external compliance activity. Environmental performance is treated as a condition of execution. Production authority remains subordinate to defined environmental thresholds in the same manner that it is subordinate to Quality and safety thresholds.
Environmental targets are translated into measurable production conditions. Carbon dioxide emissions are tracked relative to unit output. Energy intensity is monitored at facility level and, where applicable, at process level. Reduction objectives are assigned to divisions with defined timelines and verified through documented reporting cadence. Targets are not symbolic commitments. They are linked to operating metrics.
Improvement is integrated into production systems rather than confined to isolated capital projects. Manufacturing plants implement energy monitoring across compressed air systems, furnace operations, paint booth ventilation, and motor load profiles. Measured consumption is compared against defined efficiency thresholds. Deviations initiate review and corrective action. Energy waste is analyzed using the same problem-solving discipline applied to production instability.
Volatile organic compound emissions are reduced through structured material substitution, process redesign, and ventilation optimization. Paint operations adopt low-VOC formulations and recovery systems supported by performance monitoring. Emission reduction is confirmed through measured data prior to full deployment across facilities.
Waste management follows parallel discipline. Scrap rates are tracked at the process-step level. Recycling rates are quantified. Landfill elimination targets are defined and monitored. Abnormal waste generation is analyzed using root cause methodology consistent with defect investigation. Waste reduction is treated as process stabilization rather than discretionary improvement.
Water usage is governed through facility-level metering and defined consumption thresholds. Leakage detection protocols are implemented. Closed-loop cooling systems are adopted to reduce consumption variability. Restoration measures are verified through measured output rather than assumed compliance.
Environmental governance follows structured PDCA sequencing. Environmental objectives are defined against measurable baselines. Operating conditions are adjusted to achieve target performance. Results are measured and documented. Standards are revised based on confirmed improvement.
Supplier environmental standards reinforce this architecture. Procurement criteria include verification of environmental compliance capability and documented emission control practices. Audits confirm adherence. Deviation from defined environmental thresholds triggers corrective action and, where required, escalation.
Environmental risk is treated as operational instability. Regulatory exposure, emission variance beyond threshold, and waste limit exceedance activate defined response protocols. Environmental compliance is integrated into governance cadence rather than managed as a separate administrative function.
Materials Handling production provides application context. Electric lift truck development reduces direct emission exposure in customer operations. Battery system evolution aligns product architecture with emerging regulatory requirements. Energy efficiency improvements within assembly facilities reduce both operating cost and environmental impact, reinforcing alignment between financial stability and environmental discipline.
Environmental governance therefore functions as an integrated operating mechanism that supports production efficiency, risk containment, regulatory control, cost stabilization, and long-term resilience. Environmental management is not parallel to manufacturing governance. It is embedded within the same control architecture.
The structural rule established in 1926 remains applicable. Deviation from defined environmental operating conditions requires response before continuation.
Financial and Portfolio Stability as Structural Output
Financial performance at Toyota Industries Corporation is treated as the consequence of disciplined operating control rather than the primary driver of decision-making. Earnings are evaluated as evidence of governance effectiveness. Financial targets do not override defined operating conditions. Capital deployment remains subordinate to confirmed capability.
Revenue composition reflects intentional portfolio architecture. Materials Handling Equipment represents the largest business domain and is supported by automobile-related components, engines, compressors, textile machinery, and logistics systems. These domains share mechanical adjacency and production competencies. Diversification reduces exposure to single-sector volatility and moderates cyclical fluctuation without fragmenting manufacturing focus.
Capital allocation follows a defined governance sequence. Investment proposals are evaluated against long-term capability requirements, risk exposure, supplier alignment, and alignment with core manufacturing competencies. Expansion approval requires confirmation that governance mechanisms, reporting cadence, and escalation thresholds can absorb additional complexity. Scale is permitted only when control architecture is verified.
Research and development funding prioritizes reliability, safety integration, durability engineering, and energy efficiency improvements. Product platform evolution is assessed against lifecycle performance metrics and anticipated regulatory trajectory. Engineering investment decisions are supported by documented validation data rather than projected market enthusiasm.
Capital investment in production facilities is tied to standardized process capability. Capacity expansion is aligned with confirmed demand conditions and validated production stability. Speculative overcapacity is avoided to prevent structural instability.
Dividend policy reflects balance between shareholder return and retained earnings for reinvestment. Distribution decisions are structured to preserve operational resilience. Capital reserves are allocated to infrastructure modernization, environmental upgrades, production system enhancement, and global integration initiatives. Financial flexibility supports governance continuity.
Cost reduction is embedded within production discipline rather than executed through short-term financial pressure. Waste elimination, energy efficiency improvement, supplier alignment, and process stabilization generate margin durability. Cost discipline does not compromise Quality or confirmation routines. Financial performance is strengthened through operating efficiency rather than deferred maintenance or reduced oversight.
Financial reporting transparency reinforces governance discipline. Earnings disclosures align with confirmed operating performance. Variance explanations are documented and traceable to defined operating conditions. Internal audit verification precedes external disclosure. Reporting integrity is treated as structural obligation.
Acquisition financing is aligned with integration capacity. The incorporation of BT Industries and The Raymond Corporation into the capital structure was supported by defined return expectations and structured operational alignment plans. Financial consolidation was synchronized with Quality metric alignment, escalation threshold standardization, and governance assimilation. Capital structure adjustments followed operational integration discipline.
Portfolio resilience emerges from structural coherence. Diversification across mechanically related domains, geographic revenue distribution, reinvestment in production capability, risk-adjusted capital allocation, and disciplined cost control tied to operational efficiency collectively moderate volatility. Earnings durability reflects embedded governance architecture.
Scale introduces capital exposure across regions, currencies, and supply networks. Governance defines protection mechanisms through capital discipline, confirmation thresholds, and escalation authority. Financial stability is preserved through operating stability.
The fiscal performance trajectory across reporting years demonstrates continuity rather than opportunistic fluctuation. Continuity supports long-term planning, sustained research investment, supplier partnership stability, and workforce development.
Financial stability at Toyota Industries Corporation is not an isolated objective. It is structural evidence that manufacturing governance, Quality discipline, risk containment, and capability development produce durable economic performance across cycles.
Structural Synthesis: The Manufacturing Governance Origin of TPS
The Toyota Production System did not originate as a methodology for efficiency improvement or as a toolkit for waste reduction. It originated as a manufacturing governance architecture anchored in autonomation and disciplined response to abnormality. Its foundation is structural control, not incremental optimization.
In 1926, the automatic loom institutionalized a governing rule that remains foundational across the enterprise.
Production authority is subordinate to confirmed operating conditions.
This rule defined more than machine behavior. It defined managerial obligation. Detection required response. Abnormality required interruption. Output could not override defect conditions. Correction and confirmation preceded continuation. Authority to proceed was conditional rather than assumed.
Toyota Industries Corporation preserved and extended this logic as it diversified into engines, compressors, textile machinery, and Materials Handling Equipment. Expansion did not begin with scale. Expansion began with confirmation of capability. Governance mechanisms, escalation thresholds, and confirmation routines were established before production volume increased. Control architecture preceded growth.
Materials Handling provides the clearest demonstration of scalability. Regional execution authority operates within unified escalation thresholds, shared Quality definitions, aligned supplier standards, and structured confirmation cadence. Engineering change management, defect classification systems, and reporting rhythm are synchronized across regions. Acquisitions were integrated through operating discipline and governance assimilation, not through financial consolidation alone.
Enterprise governance mirrors shop-floor control logic. Defined policy establishes boundary conditions. Measured deviation activates escalation. Independent oversight verifies correction before closure. Risk management extends autonomation to corporate scale by defining trigger thresholds and structured restoration sequencing. Environmental governance embeds operating accountability beyond immediate production output. Financial stability emerges as structural consequence of sustained confirmation discipline and risk containment.
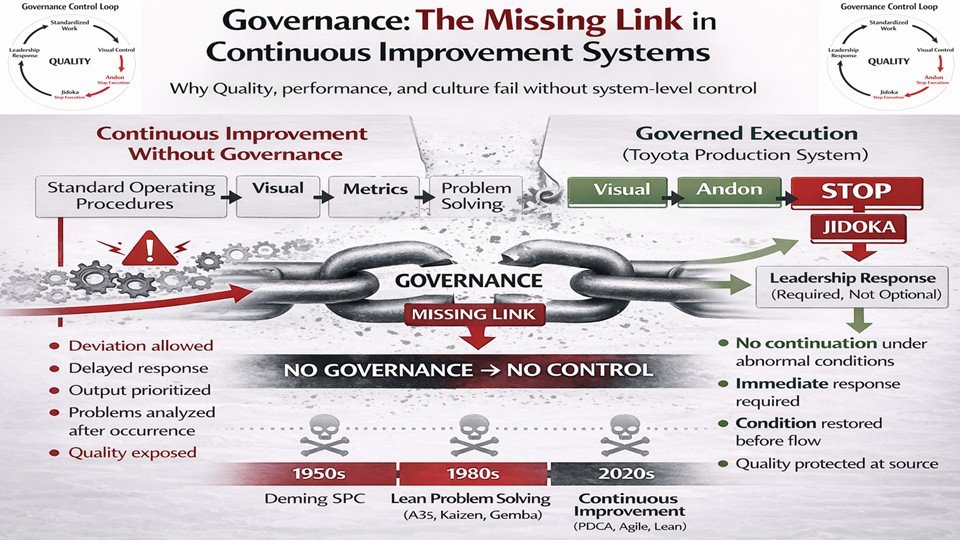
Lean (post-1988) frequently isolates tools from governance architecture. Workshops, value stream maps, and local optimization initiatives can generate incremental performance improvement. Without defined boundary conditions, explicit escalation authority, and embedded confirmation discipline, such activity does not produce systemic stability. Tools cannot substitute for governance architecture.
Toyota Motor Corporation represents a major industrial expression of this architecture. It is not the origin of it. The manufacturing foundation resides in Toyota Industries Corporation, where autonomation and disciplined response were first institutionalized as governing production logic.
Understanding the Toyota Production System requires recognition of this origin. The system is not defined by terminology or branding. It is defined by structural discipline sustained across generations of leadership and across expanding technical domains.
Autonomation defines the control layer.
Quality defines the operating condition.
Governance defines boundary, escalation, and confirmation.
Scale exposes structure to stress.
Resilience depends on structural integrity.
Toyota Industries Corporation provides the manufacturing case that demonstrates this relationship in practice across nearly a century of industrial expansion.